i
(Л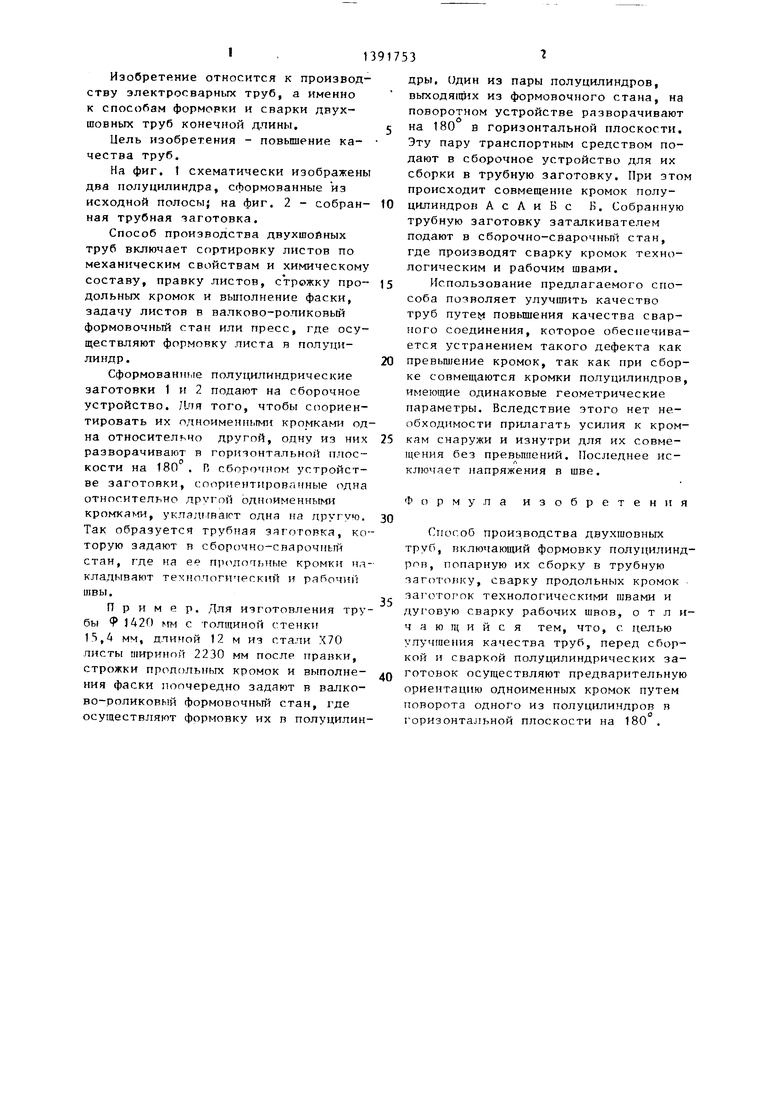
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства двухшовных труб | 1978 |
|
SU776694A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОГРАННЫХ КОНИЧЕСКИХ ТРУБ | 1996 |
|
RU2101111C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНОЙ ПРЯМОШОВНОЙ ТРУБНОЙ ЗАГОТОВКИ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА ДЛЯ ПРОКАТКИ ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ | 2005 |
|
RU2297896C2 |
| Направляющая шайба рабочего калибра трубоэлектросварочного стана | 1975 |
|
SU549198A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА СВАРНБ1Х ДВУХШОВНЫХ ТРУБ | 1964 |
|
SU166295A1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
| Линия для производства сварных прямошовных труб большого диаметра | 1990 |
|
SU1754260A1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНОЙ ТРУБНОЙ ЗАГОТОВКИ ДЛЯ ПРОКАТКИ ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2004 |
|
RU2288054C2 |
Изобретение относится к технологии производства электросварных двухшовных труб конечной длины. Пель - повьш1ение качества труб. Б процессе сборки двух сформированных половин 1 и 2 одну из них разворачивают в горизонтальной плоскости на 180 и затем совмещают одноименные кромки А и Б. В сварочном устройстве собранную заготовку сваривают в двух- шовную трубу. Устраняется превьппение кромок, так как при сборке совмещаются кромки полуцилиндров, имет11Ц1х одинаковые геометрические параметры. 2 ил.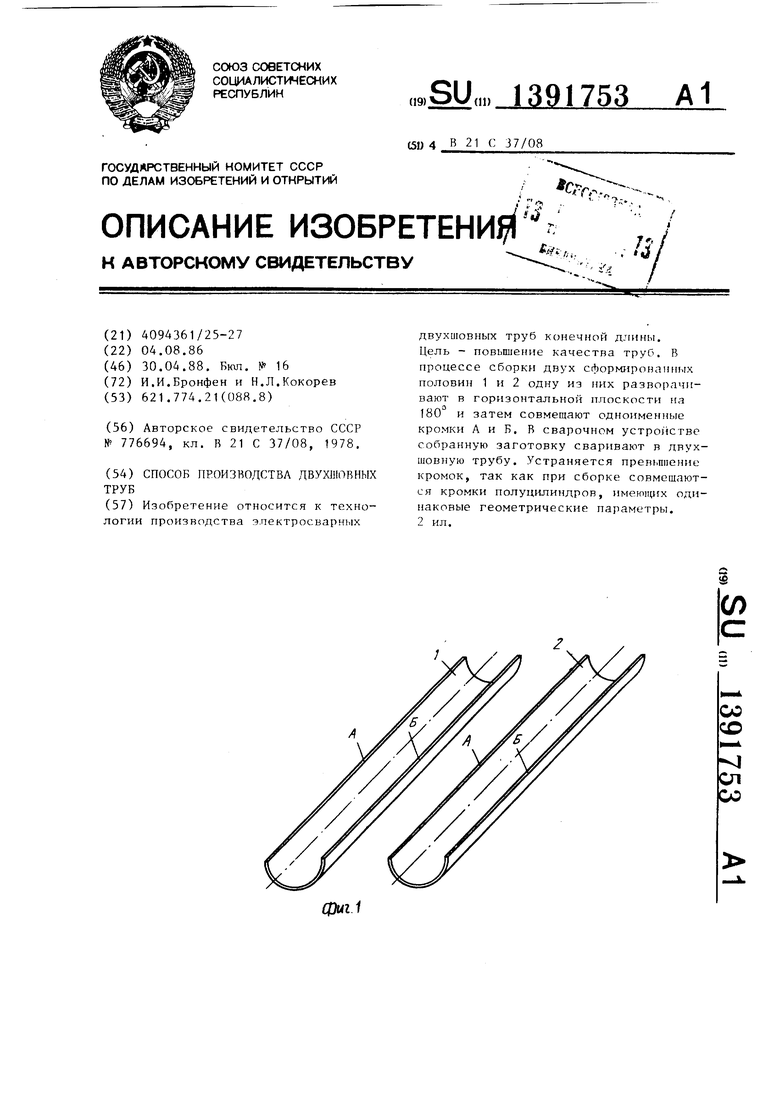
оо со
ел
со
Изобретение относится к производству электросварных труб, а именно к способам форморки и сварки двух- шовных труб конечной длины.
Цель изобретения - повышение ка- чества труб.
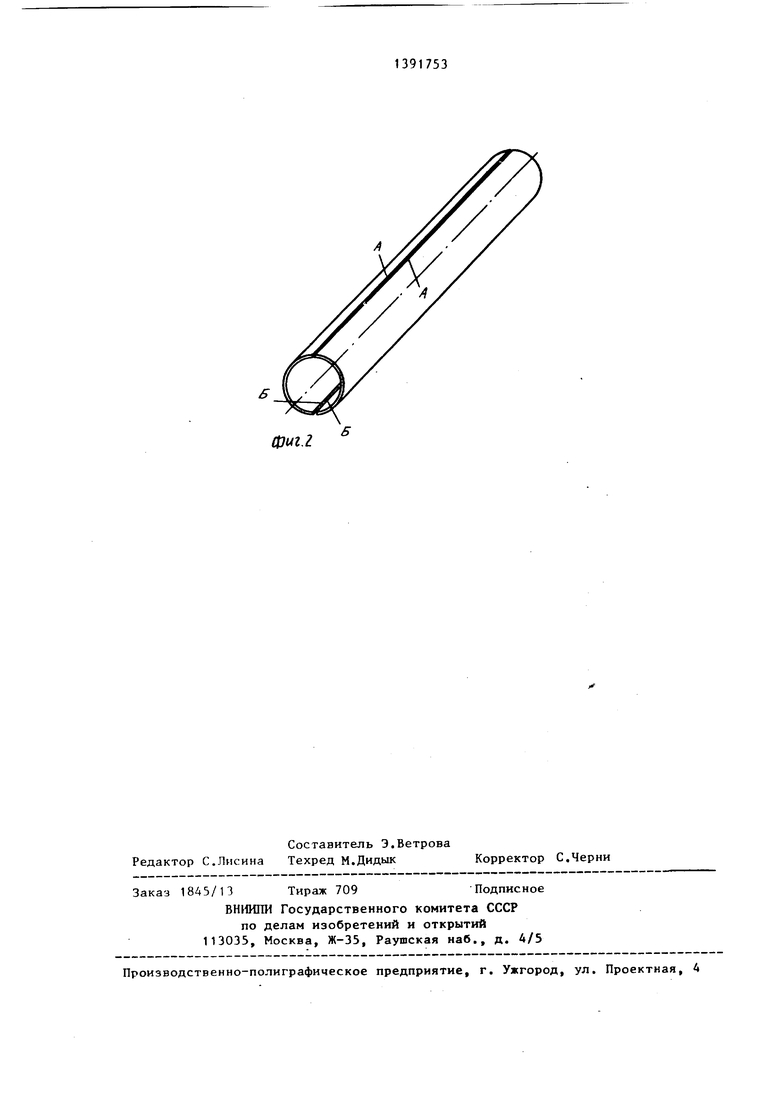
На фиг. 1 схематически изображены два полуцилиндра, сформованные из исходной полосы; на фиг. 2 - собранная трубная заготовка.
Способ производства двухшойных труб включает сортировку листов по механическим свойствам и химическому составу, правку листов, строжку продольных кромок и вьиюлнение фаски, задачу листов в валково-роликовый формовочный стан или пресс, где осуществляют формовку листа н полуцилиндр.
Сформованные полуцилиндрические заготовки 1 и 2 подают на сборочное устройство. Лпя того, чтобы соориен- тировать их одноименными KpoMKaNTH одна относительно другой, одну из них разворачивают в горизонтальной плоскости на 180 . R сборочном устройстве заготовки, соориентированные одна относительно другой одноименными кромками, уклэд.гва1ст одна на другую. Так образуется трубная заготовка, которую задают в сборочно-сварочньт стан, где на ее пр(1лоаьные кромки накладывают те :нплогический и рабочи швы.
Пример, Для изготовления трубы 1420 мм с толщиной стенки 15,4 мм, длимой 12 м из стали Х70 листы шириной 2230 мм после правки, строжки пролольных кромок и выполнения фаски поочередно задают в валково-роликовый формовочный стан, где осуществляют формовку их в полуцилин
5
0
5
0
5
0
дры. Один из пары полуцилиндров, выходя1Ц11х из формовочного стана, на поворотном устройстве разворачивают на 180 в горизонтальной плоскости. Эту пару транспортным средством подают в сборочное устройство для их сборки в трубную заготовку. При зтом происходит совмещение кромок полуцилиндров А с Л и В с К. Собранную трубную заготовку заталкивателем подают в сборочно-сварочный стан, где производят сварку кромок технологическим и рабочим швами.
Использование предлагаемого способа позволяет улучшить качество труб путе1 повьшения качества сварного соединения, которое обеспечивается устранением такого дефекта как превьш/ение кромок, так как при сборке совмещаются кромки полуцилиндров, имеющие одинаковые геометрические параметры. Вследствие этого нет необходимости прилагать усилия к кромкам снаружи и изнутри для их совмещения без превьшгений. Последнее исключает напряжения в шве.
Формула изобретения
Способ производства двухшовных труб, включающий формовку полуцилиндров, попарную их сборку в трубную заготоику, сварку продольных кромок заготорок технологическими швами и дуговую сварку рабочих швов, о т л и- чающийся тем, что, с целью улучшения качества труб, перед сборкой и сваркой полуцилиндрических заготовок осуществляют предварительную ориентацию одноименных кромок путем поворота одного из полуцилиндров в
О
горизонтальной плоскости на 180 .
фиг.г
| Способ производства двухшовных труб | 1978 |
|
SU776694A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
