При шлифовании заготовок с прерывистой цилиндрической поверхностью на бесцентровокруглошлифовальном станке точность обработки невысока из-за неравномерного вращения заготовки.
Настоящее изобретение позволяет иовыснть точность обработки благодаря тому, что рабочие поверхности ведущего круга и ножа станка в местах прохождения участков заготовки с прерывистой цилиндрической поверхностью снабжают углублениями.
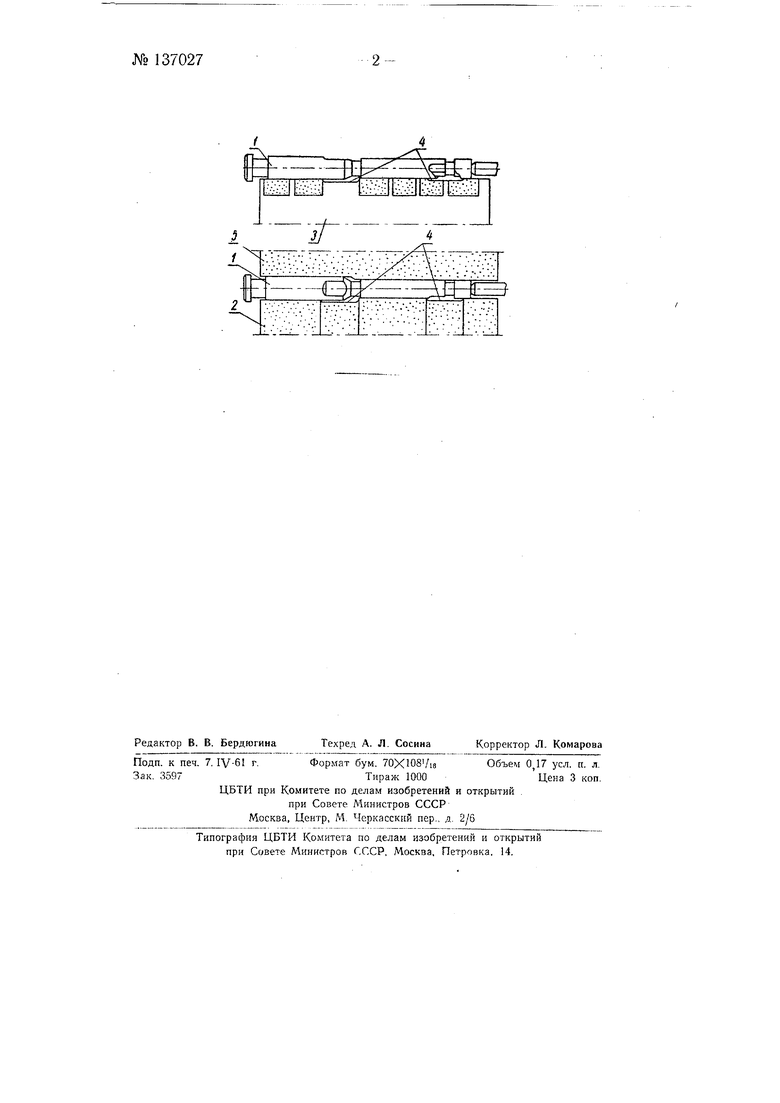
На чертеже изображена схема шлифования заготовки, имеющей продольные пазы и канавки.
Для устранения неравномерного вращения заготовки 1 на ведущем круге 2 и ноже 3 станка в местах прохождения участка заготовки е прерывистой цилиндрической поверхностью предусматриваются углубления 4 {0,2-0,3 мм). Шлифующий круг 5 заправляется как обычно.
При такол способе шлифования в контакте с ножом станка и ведущим кругом постоянно находится только сплошная цилиндрическая поверхность заготовки, а в контакте со шлифующим кругом находится вся обрабатываемая поверхность заготовки.
Предмет изобретения
Способ шлифования заготовок с прерывистой цилиндрической поверхностью на бесцептровокруглошлифовальном станке, отличающийся тем, что, с целью устранения неравномерного вращения заготовки и повышения этим точности ее обработки, рабочие поверхности ведущего круга и станка в местах прохождения участков заготовки с прерывистой цилиндрической поверхностью снабжают углублениями.