Изобретение относится к машиностронению, а именно к технологическим операциям чистовой обработки деталей типа конических и фасонных роликов, колец высокоточных подшипников и др.
Известен способ бесцентрового шлифования фасонных деталей, при котором в качестве ведущего круга используют стальной барабан со спиральными канавками, в которых с опорой на криволинейный опорный нож перемещают обрабатываемые детали вдоль криволинейной образующей шлифующего круга [1]
Недостатком этого способа является его ограниченное применение только для обработки гладких деталей с симметричным профилем.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ бесцентрового шлифования, при котором обрабатываемые детали толкателем проталкивают вдоль опорного ножа в зону шлифования между вращающимися ведущим и шлифующим кругами, а на ведущем круге изготавливают продольный паз. Детали шлифуют поштучно, после обработки очередной детали она скатывается с опорного ножа в приемный паз ведущего круга и выпадает из него в поток [2]
Недостатком данного способа является низкая производительность, так как детали шлифуют поштучно, время выгрузки обработанной детали не совпадает со временем загрузки очередной детали, а режим шлифования ограничивают из-за возможности возникновения теплового удара в момент врезания круга в обрабатываемые поверхности детали.
Задачей изобретения является повышение производительности бесцентрового шлифования фасонных поверхностей деталей.
Поставленная задача решается тем, что в известном способе бесцентрового шлифования, при котором обрабатываемые детали толкателем проталкивают вдоль опорного ножа в зону шлифования между вращающимися ведущим и шлифующим кругами, а на ведущем круге изготавливают продольный паз ведущего круга, толкатель приводят в действие в момент, когда продольный паз ведущего круга занимает положение против обрабатываемых деталей, а на рабочей поверхности ведущего круга вдоль паза изготавливают заборную часть, обеспечивающую плавное врезание шлифовального круга в обрабатываемые поверхности деталей.
Основными отличительными признаками предполагаемого изображения являются следующие
1. Опорный нож снабжают ограничителем от скатывания с него деталей.
2. Детали проталкивают вдоль опорного ножа в момент, когда продольный паз ведущего круга занимает положение против обрабатываемых деталей.
3. На рабочей части поверхности ведущего круга вдоль продольного паза изготавливают заборную часть.
Так как опорный нож снабжен ограничителем, позволяющим проталкивать вдоль него и продольного паза ведущего круга деталей при завершении цикла обработки, то тем самым совмещается момент загрузки и выгрузки деталей, а также появляется возможность одновременной обработки нескольких деталей. Заборная часть вдоль продольного паза на ведущем круге предотвращает от возникновения тепловых ударов в процессе врезания шлифующего го круга в обрабатываемую поверхность. Все это существенно повышает производительность обработки.
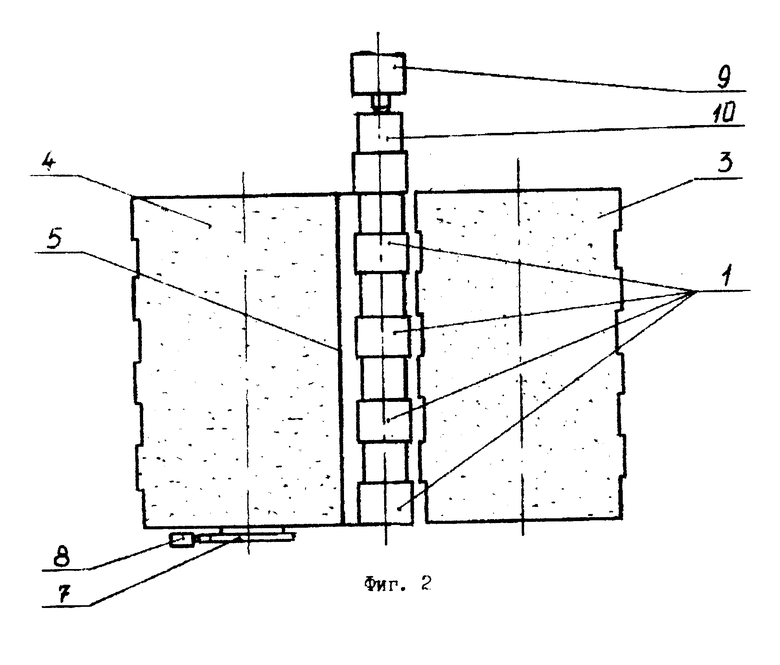
На фиг. 1 изображена схема бесцентрового шлифования в начальный момент загрузки-выгрузки деталей вид со стороны торцов; на фиг.2 то же, вид сверху.
Обрабатываемые детали 1 устанавливают на опорном ноже 2 между шлифующим кругом 3 и ведущем кругом 4 ( фиг.1 ), которые непрерывно вращают с частотами nш и nв. В зону обработки помещают одновременно четыре детали 1 (фиг.2). На ведущем круге 4 предварительно изготавливают продольный паз 5, предназначенный для загрузки-выгрузки деталей. Как только паз 5 ведущего круга 4 займет положение против обрабатываемых деталей 1, детали слегка скатываются по ножу до упора 6. Закрепленный на ведущем круге 5 кулачок 7 воздействует на конечный выключатель 8, который дает команду толкателю 9 (фиг.2). С помощью толкателей 9 детали смещаются вдоль опорного ножа 2 на один шаг, равный длине обрабатываемых деталей. При этом крайняя обработанная деталь падает в бункер ( не показан ), а в зону обработки подают следующую заготовку 10, находящуюся до этого на опорном ноже 2 перед толкателем 9. Затем толкатель 9 возвращают в исходное положение, в свободное пространство между ними и обрабатываемыми деталями 1 подают новую заготовку 10, а ведущий круг 4, вращаясь вокруг своей оси, прижимает обрабатываемы детали 1 к шлифующему кругу 3, обеспечивая снятие припуска. Чтобы обеспечить плавное врезание шлифующего круга 3 в обрабатываемые поверхности деталей 1 на ведущем круге 4 изготавливают заборную часть 2. После того, как ведущий круг сделает один оборот, цикл повторяют.
Величину заборной части 2 ведущего круга 4 устанавливают большей или равной величине припуска на обработку детали а≥n, а ее длину большей или равной длине окружности обрабатываемой поверхности: i≥πd где n - припуск на диаметр, d диаметр обрабатываемой поверхности.
Продольный паз 5 ведущего круга 4 должен позволить сработать толкателю и по этому его размер определяют из выражения:
C ≥ πDnL/v
где
D диаметр ведущего круга;
n частота вращения ведущего круга;
L длина рабочего хода толкателя;
V скорость хода штока толкателя.
Технико-экономическая эффективность предлагаемого способа шлифования заключается в повышении производительности обработки фасонных деталей типа конических и фасонных роликов, ступенчатых коротких деталей, колец подшипников и др. а также в существенном упрощении конструкции круглошлифовальных станков, которые могут быть созданы на основе данного способа.
Источники информации:
1. Справочник технолога машиностроителя. Том 1. Под ред. А. Г. Косиловой и Р. К. Мещерякова. 4-е изд. перераб. и доп. м. Машиностроение, 1985. стр. 409, рис. 250.
2. Там же, стр. 414, рис. 265.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1995 |
|
RU2103099C1 |
| Способ бесцентрового шлифования | 1987 |
|
SU1516317A1 |
| СПОСОБ СКВОЗНОГО БЕСЦЕНТРОВОГО НАРУЖНОГО ШЛИФОВАНИЯ | 1992 |
|
RU2023575C1 |
| Способ бесцентрового шлифования длинных тонких валов с заплечиками большего диаметра на концах | 1975 |
|
SU656809A1 |
| Способ безцентрового шлифования длинных тонких валов с заплечиками большего диаметра на концах | 1980 |
|
SU905002A2 |
| Способ бесцентрового многопозиционного шлифования и устройство для его осуществления | 1986 |
|
SU1393597A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ШАРИКОВ | 2009 |
|
RU2415004C1 |
| Бесцентровошлифовальный станок | 1981 |
|
SU971627A1 |
| Способ бесцентрового шлифования шариков | 1989 |
|
SU1742040A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
Использование: изобретение относится к машиностроению, а именно к технологическим операциям чистовой обработки деталей типа конических и фасонных роликов колец высокоточных подшипников. Сущность изобретения: позволяет повысить производительность за счет того, что обрабатываемые детали проталкивают толкателем вдоль опорного ножа в зону шлифования в момент, когда продольный паз, выполненный на ведущем круге, занимает положение против обрабатываемых деталей, а на рабочей поверхности ведущего круга вдоль продольного паза изготавливают заборную часть, обеспечивающую плавное врезание шлифовального круга в обрабатываемые поверхности деталей. 2 ил.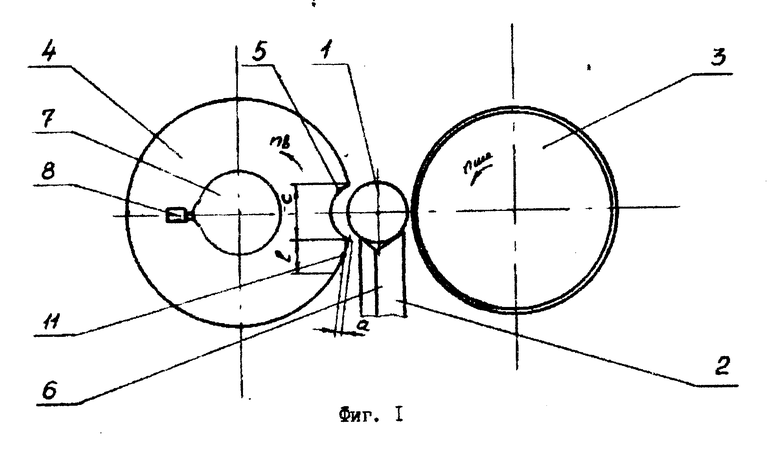
Способ бесцентрового шлифования, при котором обрабатываемые детали толкателем проталкивают вдоль опорного ножа в зону шлифования между вращающимися ведущим и шлифующим кругами, а на ведущем круге изготавливают продольный паз, отличающийся тем, что опорный нож снабжают ограничителем от возможности скатывания с него деталей в продольный паз ведущего круга, толкатель приводят в действие в момент, когда продольный паз ведущего круга занимает положение против обрабатываемых деталей, а на рабочей поверхности ведущего круга вдоль продольного паза изготавливают заборную часть, обеспечивающую плавное врезание шлифовального круга в обрабатываемые поверхности деталей.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Справочник технолога-машиностроителя, т.1 | |||
| /Под ред | |||
| А.Г.Косиловой, М., Машиностроение, 1985, с.409, рис | |||
| Катодное реле | 1921 |
|
SU250A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Справочник технолога-машиностроителя, т.1 | |||
| /Под ред | |||
| А.Г.Косиловой, М., Машиностроение, 1985, с.414, рис | |||
| САННЫЙ ВЕЛОСИПЕД С ВЕДУЩИМ КОЛЕСОМ, СНАБЖЕННЫМ ШИПАМИ | 1921 |
|
SU265A1 |
