Изобретение относится к машиностроению, в частности к производству подшипников, и может быть использовано для бесцентрового шлифования шариков, в особенности полых.
Для обработки шариков в серийном производстве к настоящему времени предлагается большое количество различных способов и устройств. Так, например, способ, реализуемый устройством по А.с №1158330, осуществляется на модернизированном бесцентрово-шлифовальном станке. Для этого на рабочей поверхности ведущего круга выполняется V-образная винтовая канавка постоянного углового профиля, биссектриса впадины которой изменяет свое положение от точки захода винта, до его выхода на противоположном торце ведущего круга. Этим самым обрабатываемому шарику, кроме вращательного движения вокруг собственной мгновенной оси, сообщается движение разворота в плане на угол, равный величине разворота биссектрисы профиля винтовой канавки. Обработка ведется напроход, снятие припуска происходит весьма эффективно, с высоким качеством поверхности и геометрической точности. Одним из самых существенных недостатков, присущих этому способу, является невозможность получения полной развертки сферы за один проход. Это значит, что для полной обработки шарика требуется многократная загрузка шарика в зону обработки - многопроходная обработка.
Известен способ бесцентрового шлифования шариков напроход с их угловым разворотом [2] (прототип), при котором шарики размещают на скошенном опорном ноже и перемещают посредством винтовой канавки ведущего круга вдоль образующей шлифовального круга, который выполнен с разрядными кольцевыми канавками на рабочей поверхности, при этом ширину В каждой из канавок выбирают по формуле
 ,
,
где r - радиус обрабатываемого шарика;
γ - угол шагового разворота шарика.
Во время контакта шарика со шлифовальным кругом мгновенная ось вращения шарика не меняет своего углового положения в пространстве в силу установившегося динамического равновесия при резании, т.е. углового разворота шарика не происходит. Во время же прохождения шариком зоны разрядных кольцевых канавок шлифовального круга шириной В, он освобождается от действия на него сил резания, что приводит к потере установившегося динамического равновесия шарика. Теперь шарик становится послушным силам его фрикционного сцепления с поверхностью винтовой канавки ведущего круга, что в сочетании с действием на шарик скошенной рабочей поверхности опорного ножа сообщает шарику заданный разворот на угол γ (путем качения шарика по опорному ножу). Чередование на рабочей поверхности шлифовального круга кольцевых шлифующих участков с кольцевыми канавками, позволяющими производить разворот шарика в зоне обработки, гарантированно обеспечивает обработку шарика за один проход в рабочей зоне путем наложения на его поверхность последовательно - одной за другой кольцевых лысок с некоторым нахлестом, исключающим пропуски необработанной поверхности. На качество обработки поверхности сферы влияет величина угла шагового разворота шарика (γ), при уменьшении значения которого величина шероховатости уменьшается. Данный способ позволяет устранить недостаток аналога - повысить производительность путем обеспечения обработки поверхности шариков за один проход, но имеет следующие недостатки:
- невысокое качество обработанной поверхности шарика, что ограничивает его применение только предварительным шлифованием;
- резкий вход (по нормали) после прохождения кольцевой разрядной канавки в зону действия кольцевого шлифующего участка, что приводит к выкрашиванию их кромок и требует частой правки шлифовального круга.
Задача данного технического решения вытекает из недостатков прототипа и направлена на устранение этих недостатков, а именно - повышение качества обрабатываемой поверхности без снижения производительности и трудоемкости его обработки.
Поставленная задача решается следующим образом.
В способе бесцентрового шлифования шариков напроход с их угловым разворотом, при котором шарики размещают на скошенном опорном ноже и перемещают вдоль образующей шлифовального круга посредством винтовой канавки ведущего круга, шлифовальный круг берут с разрядной винтовой канавкой шириной
где r - радиус заготовки шарика;
t - глубина резания.
Ширина разрядной винтовой канавки b на шлифовальном круге выбрана исходя из возможности обеспечения проворота шарика в момент потери его контакта со шлифующей поверхностью. Оптимальность ее величины проверена в результате проведения целого ряда экспериментальных исследований с использованием шлифовальных кругов различной зернистости, структуры и связки. Наилучшее качество обработанной сферической поверхности, для конкретных параметров объекта обработки, получено при указанной ширине винтовой канавки шлифовального круга.
Отличием предложенного способа от прототипа является выполнение на шлифовальном круге винтовой разрядной канавки вместо кольцевых канавок.
Предложенный способ поясняется иллюстрациями. На фиг.1 представлен главный вид - схема основных рабочих органов устройства для реализации способа; на фиг.2 - разрез А-А главного вида устройства; на фиг.3 - крупный план прерывания контакта между обрабатываемым шариком и шлифовальным кругом (В на фиг.1).
Устройство для реализации способа содержит шлифовальный круг 1, с выполненной на его рабочей поверхности винтовой канавкой 2, абразивный ведущий круг 3, с выполненной на его рабочей поверхности винтовой канавкой 4 и скошенный опорный нож 5, на котором размещают обрабатываемые шарики 6.
Способ осуществляют следующим образом.
Шарик 6 получает вращение от ведущего круга 3 в сторону, противоположную вращению шлифовального круга 1. Винтовая V-образная канавка 4 ведущего круга 3 перемещает вращающиеся шарики 6 по поверхности шлифующих участков 7 шлифовального круга 1 вдоль оси его вращения. При прохождении обрабатываемым шариком 6 зоны винтовой канавки 2, выполненной на рабочей поверхности шлифовального круга 1, происходит прерывание контакта шарика 6 со шлифующими участками 7 (см. фиг.3). Шарик 6 освобождается от действия на него сил резания и, в этот момент, происходит изменение динамического состояния технологической системы: шарик-ведущий круг-шлифовальный круг-опорный нож, и шарик меняет свою ориентацию в пространстве. В результате этого происходит мгновенный разворот шарика на некоторый угол, величина которого зависит от многих как систематических, так и случайных факторов - времени прерывания контакта, шероховатости поверхностей обрабатываемой заготовки и опорного ножа, частоты вращения ведущего и шлифовального кругов, обрабатываемой заготовки, неравномерности распределения припуска по поверхности сферы, твердости материала шарика, коэффициентов трения контактных поверхностей и др. После прохождения шариком зоны винтовой канавки на шлифовальном круге он снова вступает в контакт со следующим шлифующим участком 7, что опять приводит к появлению натяга в технологической системе, изменению ее динамического состояния и развороту шарика, но уже под действием сил резания.
Выполнение на шлифовальном круге канавки и, следовательно, шлифующих участков по винтовой линии позволяет многократно прерывать контакт шарика со шлифовальным кругом, что позволяет вести обработку дискретно, сферическими сегментами и осуществлять многократный разворот шарика вокруг своей оси и, в результате, вести обработку по всей обрабатываемой сферической поверхности. Так как шлифовальный круг имеет частоту вращения на порядок выше частоты вращения ведущего круга, то только за один оборот шарика вокруг своей оси он несколько десятков раз теряет ориентацию в пространстве и меняет свое угловое положение. Поэтому, за один проход вдоль периферии шлифовального круга шарик совершает несколько тысяч разворотов в зоне резания, что позволяет обработать поверхность шарика полностью. Мгновенные развороты шарика по величине очень незначительны - разворот происходит на малый телесный угол, за счет чего дискретность обработки не велика, а это способствует повышению качества обрабатываемой поверхности.
В прототипе разрядные канавки выполнены кольцевой формы. Поэтому, при шлифовании шариков в момент их контакта с поверхностью шлифовального круга, на поверхности их сферы образуется цилиндрическая лыска. В момент потери контакта (зона разрядной кольцевой канавки) шарик проворачивается на некоторый угол и после вступления в контакт со шлифовальным кругом вышлифовывается следующая кольцевая лыска и так много раз. Таким образом, поверхность обработанной сферы шарика формируется из большого количества кольцевых лысок небольшой ширины и представляет собой граненую сферическую фигуру. В случае же, если разрядная канавка выполняется винтовой формы, то частота чередования непосредственно обработки и потери контакта шарика со шлифовальным кругом значительно возрастает, а процесс шлифования (удаления припуска) становится более кратковременным. Из-за краткости контакта обрабатываемый шарик не успевает совершить полный оборот вокруг своей оси, а поворачивается лишь на незначительный угол, в связи с чем на его поверхности формируется сферический сегмент, небольшой по площади. За один проход обрабатываемого шарика вдоль периферии шлифовального круга шарик совершает огромное количество стохастических мини-поворотов, благодаря чему вся его поверхность покрывается прошлифованными сферическими сегментами. Чем больше фрагментов чередования «обработка-не обработка», тем больше совершается проворотов шарика в зоне резания и тем меньше элементарная прошлифованная площадка, тем выше качество обработанной сферы. За счет изменения расположения разрядной канавки на шлифовальном круге с кольцевого на винтовое, количество прерываний контакта увеличивается на несколько порядков, а время контактирования соответственно уменьшается, что, в итоге, и обеспечивает более высокое, по сравнению с прототипом, качество обработанной поверхности.
Пример способа
Для реализации заявляемого способа был использован серийный бесцентрово-шлифовальный станок мод. 3М184. Модернизации подверглись ведущий и шлифовальный круги. На ведущем круге, имеющем высоту 300 мм, была выполнена винтовая V-образная канавка для перемещения обрабатываемых шариков в зоне обработки. На шлифовальном круге, также имеющем высоту 300 мм, была выполнена разрядная винтовая канавка шириной 4 мм с шагом 8 мм. Экспериментальная обработка выполнялась на партии дюймовых шариков из 80 штук, изготовленных из материала ШХ15-В по ГОСТ 800-78 и термически обработанных до получения твердости 62…66 HRC по шкале Роквелла. Величина припуска при обработке составляла 0,15 мм, частота вращения шлифовального круга составляла 1380 мин-1, ведущего круга - 23 мин-1, время обработки шарика за один проход составило 0,47 мин. В результате обработки получились размеры ⌀ 25,2-0,22 мм, шероховатость Ra 0,8 мкм.
При проведении экспериментальных исследований ширина разрядной винтовой канавки шлифовального круга была рассчитана по приведенной зависимости. По расчетам ее ширина составила 3,89 мм (r = 12,675 мм, t = 0,15 мм). Округлив для удобства изготовления режущего инструмента эту величину до 4,0 мм, были проведены экспериментальные исследования, результаты которых представлены в примере заявки выше, т.е. шероховатость обработанной поверхности в среднем составила Ra = 0,8 мкм. Чтобы подтвердить или опровергнуть корректность полученной зависимости были проведены экспериментальные исследования с шириной разрядной винтовой канавки шлифовального круга b = 3,5 мм и b = 4,5 мм. В первом случае средняя величина шероховатости поверхности обработанных шариков составила ~Ra = 1,35 мкм, во втором ~Ra = 0,81 мкм. Поэтому были сделаны выводы, что уменьшение ширины разрядной винтовой канавки, выполненной на шлифовальном круге, до размера, меньшего расчетной величины, ведет к ухудшению качества обработанной поверхности, большего расчетной величины - практически не влияет на величину формирующейся шероховатости.
Предлагаемый способ может найти широкое применение для обработки деталей сферической формы в серийном производстве. Для этих целей можно использовать серийно выпускаемое бесцентрово-шлифовальное оборудование после его незначительной модернизации. В условиях изготовления небольших или одноразовых партий шариков применять специальное оборудование, используемое в массовом производстве для шлифования шариков, нецелесообразно, так как оно будет большей частью простаивать. Серийные же, бесцентрово-шлифовальные станки, после обработки партии шариков можно переналаживать на изготовление другой продукции, выпускаемой по номенклатуре производства. Кроме того, предлагаемый способ, как показали экспериментальные исследования, позволяет производить обработку шариков с довольно-таки значительной величиной припуска в несколько десятых долей мм с высокой точностью и хорошим качеством поверхности. Это позволяет использовать такой метод на этапе как черновой, так и чистовой обработки. Еще одним достоинством этого метода является возможность обрабатывать сферические тела с пониженной жесткостью - полые тонкостенные шарики. Как показали экспериментальные исследования, при обработке полых шариков размером 1 дюйм, можно получать толщину стенок до 1 мм без пластического деформирования сферы, т.е. потери ее формы. Это достигается за счет малых величин сдавливающих сил при обработке, в отличие от дисковой обработки, использующей многотонное давление при изготовлении сплошных монолитных шариков.
Литература
1. А.с. СССР №1158330, кл. В24В 11/02, 1985 г. Устройство для бесцентрового шлифования шариков. Редько С.Г., Гундорин В.Д., Васин А.Н. Опубл. 30.05.85. Бюл. №20.
2. А.с. СССР №1537480, кл. В24В 11/02, 1989 г. Способ бесцентрового шлифования шариков. Васин А.Н., Гундорин В.Д., Новиков В.И. Опубл. 23.01.90. Бюл. №3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки пустотелых шариков | 2022 |
|
RU2801501C1 |
| Способ обработки пустотелых шариков | 2023 |
|
RU2814051C1 |
| Устройство для бесцентрового шлифования шариков | 1983 |
|
SU1158330A1 |
| Способ бесцентрового шлифования шариков | 1989 |
|
SU1742040A1 |
| Способ бесцентрового шлифования шариков | 1987 |
|
SU1537480A1 |
| СПОСОБ ПРАВКИ ЕДИНИЧНЫМ АЛМАЗОМ ШИРОКОГО ВЕДУЩЕГО КРУГА БЕСЦЕНТРОВОГО КРУГЛОШЛИФОВАЛЬНОГО СТАНКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ "НАПРОХОД" | 2003 |
|
RU2231436C2 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ВЫСОКОТВЕРДОГО ПОРОШКОВОГО МАТЕРИАЛА | 2012 |
|
RU2519173C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 2003 |
|
RU2240913C1 |
| Станок для бесцентрового шлифования деталей | 1972 |
|
SU573325A1 |


Изобретение относится к области машиностроения, в частности к производству подшипников. Шарик 6 размещают на опорном ноже 5 и перемещают посредством винтовой канавки 4 ведущего круга 3 вдоль образующей шлифовального круга 1. Используют шлифовальный круг 1 с разрядной винтовой канавкой 2. Обработку шарика ведут дискретно за счет прерывания контакта шарика со шлифующими участками круга 1 при прохождении его зоны винтовой канавки 2. Обеспечивается повышение качества обрабатываемой поверхности без снижения производительности за счет обработки шарика по всей сферической поверхности. 3 ил.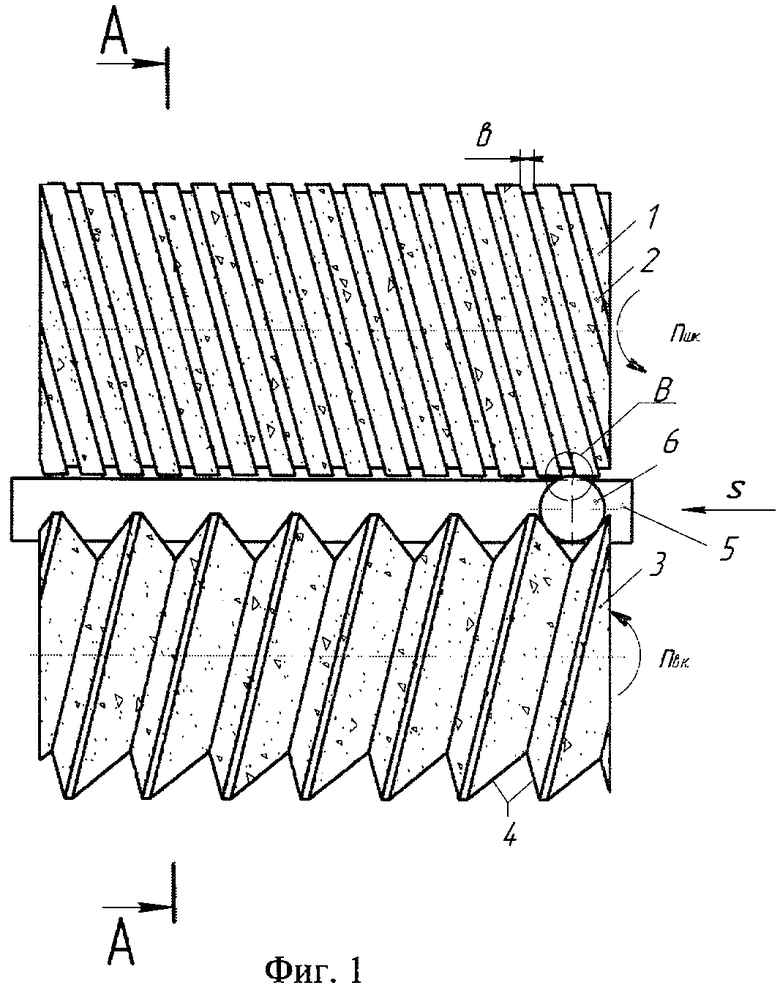
Способ бесцентрового шлифования шариков напроход с их угловым разворотом, при котором шарики размещают на опорном ноже и перемещают посредством винтовой канавки ведущего круга вдоль образующей шлифовального круга, на котором выполняют разрядную канавку, отличающийся тем, что используют шлифовальный круг с разрядной винтовой канавкой, ширина которой выбрана по формуле:
 ,
,
где b - ширина винтовой канавки;
r - радиус заготовки обрабатываемого шарика;
t - глубина резания.
| Способ бесцентрового шлифования шариков | 1987 |
|
SU1537480A1 |
| Устройство для бесцентрового шлифования шариков | 1983 |
|
SU1158330A1 |
| Станок для бесцентрового шлифования шариков | 1939 |
|
SU61430A1 |

