10
1Ь
11371762
Изобретение относится к области металлургии и может быть использовано для получения непрерывно литых заготовок, преимущественно из медных сплавов, содержащих легкоплавкие элементы (например, олово, цинк, кадмий и т.п.) .,
Цель изобретения - повышение качества крупных заготовок.
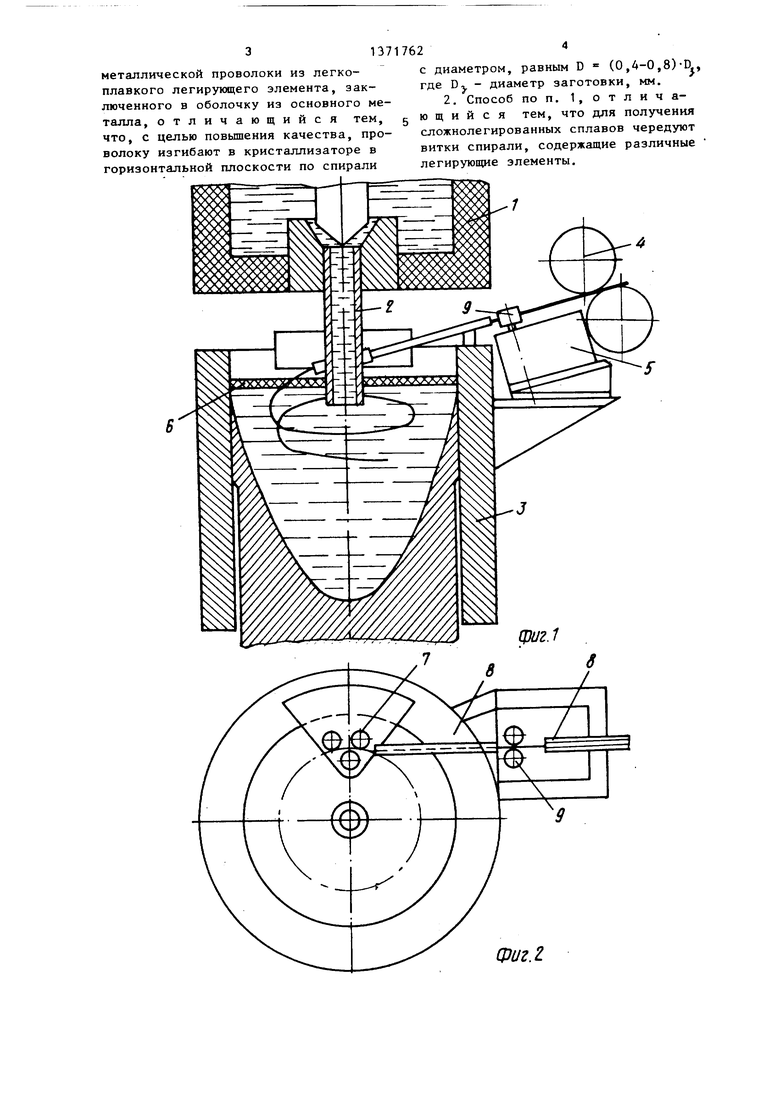
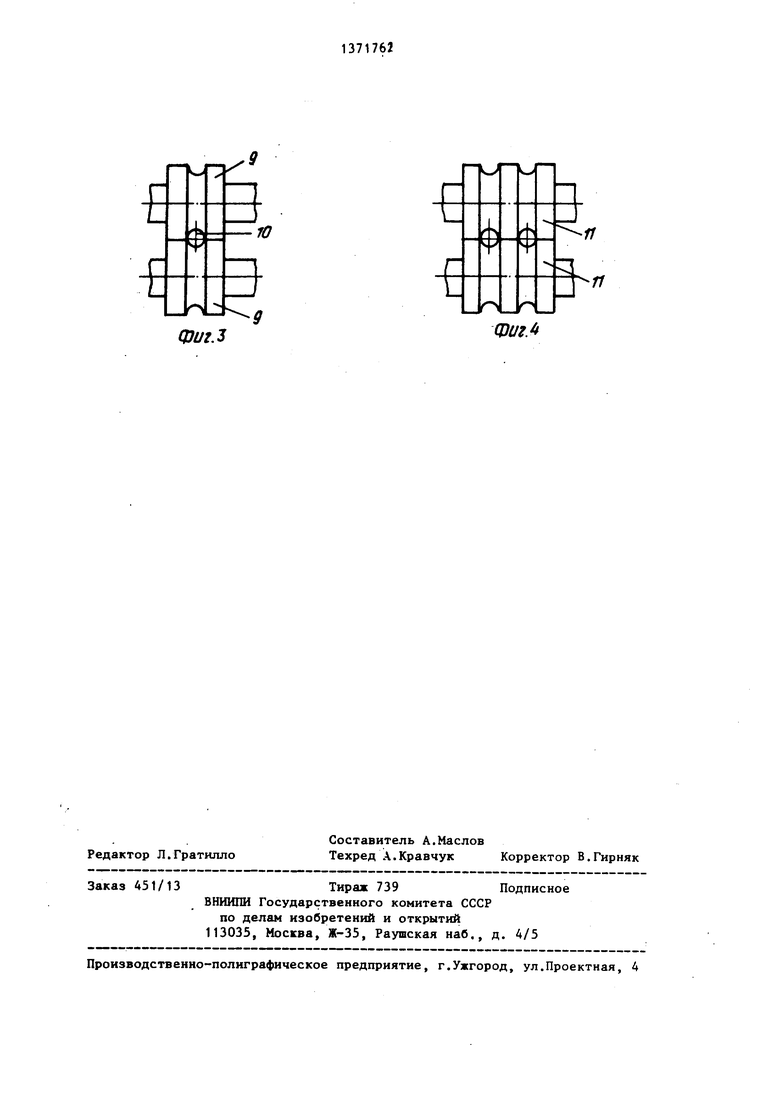
На фиг. 1 изображена схема введения проволоки в кристаллизатор по предлагаемому способу, продольный разрез по кристаллизатору; на фиг.2 - то же, вид сверху; на фиг, 3 - профилировка подводящих роликов; на фиг. 4 - вариант выполнения роликов, подводящих одновременно две биметаллические проволоки.
Способ осуществляют следующим образом.
Из разливочной коробки 1 (фиг. 1) осуществляют подачу через разливочную втулку 2 основного металла в медный водоохлаждаемый кристаллизатор 3 круг- 5 лого поперечного сечения. Одновременно из бухты 4 с помощью подающего устройства 5, снабженного приводом, вводят в ванну расплава биметаллическую проволоку, представляющую собой трубку из основного металла, заполненную легкоплавким легирующим элементом. Для защиты получаемого сплава от соприкосновения с воздухом на поверхности ванны наводят слой пшака 6, состоящего из оксидов, В кристаллизаторе проволоку изгибают в горизонтальной плоскости при изгибающего устройства 7 ((Jwr. 2),
щего элемента по телу слитка, так как элемент при поступлении тотчас же примораживается в периферийной области, не попадая в центр заготовки.
Изготовление биметаллической проволоки связано с дополнительными затратами, поэтому чтобы не изготавливать большую номенклатуру проволок с различными легирующими элементами, в случае необходимости получения слож- нолегированного сплава целесообразнее вводить в расплав спираль из.витков с чередованием проволок, содержащих различные элементы.
Пример 1.С использованием предлагаемого способа отливают слитки из латуни Л96 D 290 мм. В ванну расплава в кристаллизаторе вводят биметаллическую проволоку D 8 мм с толщиной стенки 1 мм, заполненную цинком. Для защиты получаемого сплава от взаимодействия с воздухом на поверхности расплава наводят слой шлака, состоящего из оксидов натрия и бора. В кристаллизаторе проволоку изгибают в горизонтальной плоскости при помощи трехроликового изгибающего устройства. Взаимным перемещением роликов изменяют радиус кривизны получаемой спирали трубы. Подающие ролики (фиг. 3) профилированы под раз мер проволоки. В результате изгиба проволоке сообщают форму спирали пос 35 тоянного диаметра D.
Пример 2. Для получения сложнолегированного сплава Бр.АЖ9-4 витки, содержащие лигатуру Al-Cu,
20
30
чередуют с витками, содержащими дру- закрепленного на кристаллизаторе. Вза-40 гой легирующий компонент Fe. В этом имным перемещением роликов изменяют случае подающие ролики 11 (фиг. 4) радиус кривизны получаемой спирали. Для предотвращения потери устойчивосвыполняются с двумя ручьями, каждый из которых транспортирует свою заготовку. В остальном процесс аналогити проволоки и направления ее используют направляющие трубки 8. Подаюпще ролики 9 (фиг. 3) профилированы под размер проволоки 10. В результате изгиба проволоке сообщается форма спирали постоянного диаметра D. Если диаметр спирали D меньше О,4-В., за- холаживание слитка локализовано в центре заготовки, в связи с чем на периферии появляется зона столбчатых кристаллов, а при D больше 0,8 D ухудшается захолаживание в центре заготовки, что приводит к увеличению размеров равноосных кристаллов в центре слитка. Кроме того, ухудшается равномерность распределения легирую0
Ь
5
щего элемента по телу слитка, так как элемент при поступлении тотчас же примораживается в периферийной области, не попадая в центр заготовки.
Изготовление биметаллической проволоки связано с дополнительными затратами, поэтому чтобы не изготавливать большую номенклатуру проволок с различными легирующими элементами, в случае необходимости получения слож- нолегированного сплава целесообразнее вводить в расплав спираль из.витков с чередованием проволок, содержащих различные элементы.
Пример 1.С использованием предлагаемого способа отливают слитки из латуни Л96 D 290 мм. В ванну расплава в кристаллизаторе вводят биметаллическую проволоку D 8 мм с толщиной стенки 1 мм, заполненную цинком. Для защиты получаемого сплава от взаимодействия с воздухом на поверхности расплава наводят слой шлака, состоящего из оксидов натрия и бора. В кристаллизаторе проволоку изгибают в горизонтальной плоскости при помощи трехроликового изгибающего устройства. Взаимным перемещением роликов изменяют радиус кривизны получаемой спирали трубы. Подающие ролики (фиг. 3) профилированы под размер проволоки. В результате изгиба проволоке сообщают форму спирали пос 35 тоянного диаметра D.
Пример 2. Для получения сложнолегированного сплава Бр.АЖ9-4 витки, содержащие лигатуру Al-Cu,
0
0
чередуют с витками, содержащими дру- гой легирующий компонент Fe. В этом случае подающие ролики 11 (фиг. 4)
выполняются с двумя ручьями, каждый из которых транспортирует свою заготовку. В остальном процесс аналогичен примеру 1.
Предлагаемое изобретение позволит получить крупные заготовки с однородной мелкозернистой структурой металлической основы и равномерным распределением легирующих элементов по сечению.
Формула изобретения
1. Способ обработки металла леги- . рующими элементами при непрерывном литье заготовок, включающий подачу основного металла в кристаллизатор и одновременное введение в него бифиг. г
ГО
fT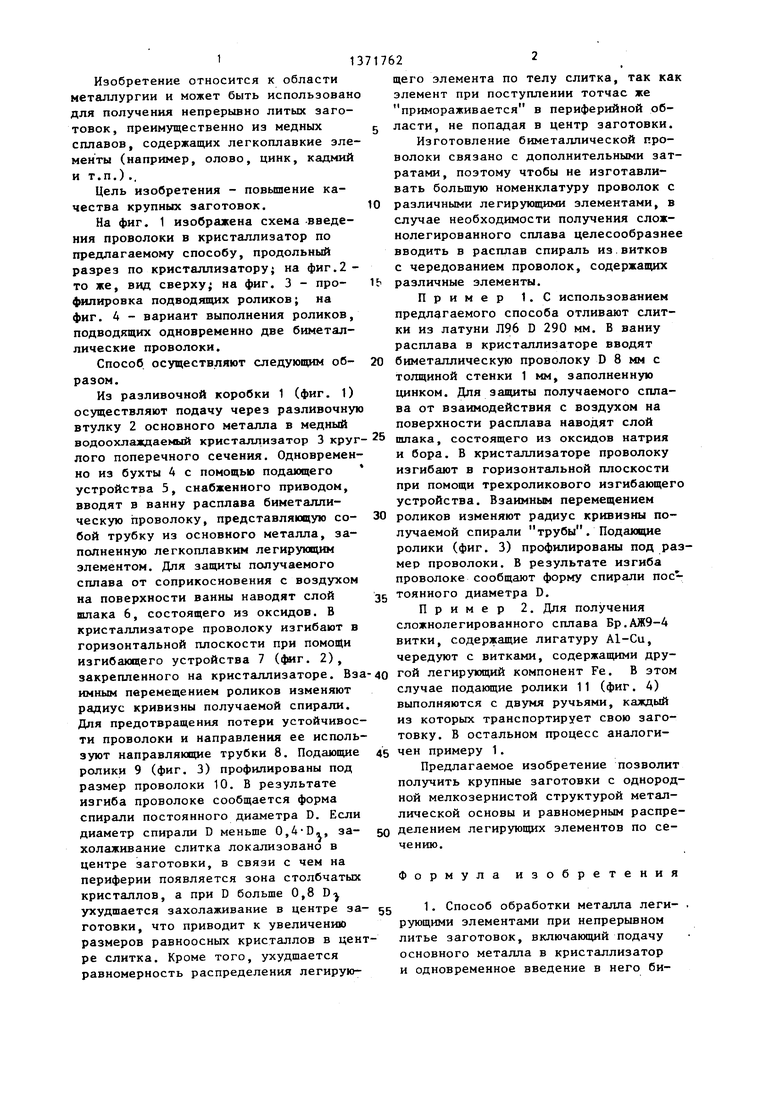
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного получения лигатуры в виде биметаллической проволоки с легкоплавкой сердцевиной | 1988 |
|
SU1600919A1 |
| Способ обработки металла легирующим компонентом при непрерывном литье заготовок | 1984 |
|
SU1194894A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК МАЛОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2073585C1 |
| ФЛЮС ДЛЯ ЗАЩИТНОГО ПОКРЫТИЯ РАСПЛАВА ЛАТУНИ | 2018 |
|
RU2684132C1 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДИ И ЕЕ СПЛАВОВ | 1995 |
|
RU2089334C1 |
| ЛИГАТУРА ДЛЯ МОДИФИЦИРОВАНИЯ И ЛЕГИРОВАНИЯ СПЛАВОВ | 2004 |
|
RU2270266C2 |
| Устройство для ввода легирующих компонентов в кристаллизатор при непрерывном литье | 1985 |
|
SU1301553A1 |
| Способ производства профиля из бронзы | 2021 |
|
RU2769966C1 |
| ФЛЮС ДЛЯ ЗАЩИТНОГО ПОКРЫТИЯ РАСПЛАВА ЛАТУНИ | 2007 |
|
RU2356967C1 |
| ФЛЮС ДЛЯ ЗАЩИТНОГО ПОКРЫТИЯ РАСПЛАВА ЛАТУНИ | 2010 |
|
RU2440868C1 |
Изобретение относится к области металлургии и может быть использовс для получения непрерывно литых заготовок преимущественно из медных сплавов. Целью изобретения является по- вьвение качества крупных заготовок. Положительный эффект достигается за счет того, что в способе ввода легирующих элементов проволоку изгибают в спираль с диаметром, равным 0,4... 0,8 диаметра заготовки, благодаря чему достигается равномерное распределение вводимой лигатуры и захолажи- вание центральной части слитка. 1 з.п. ф-лы, 4 ил. с « (Л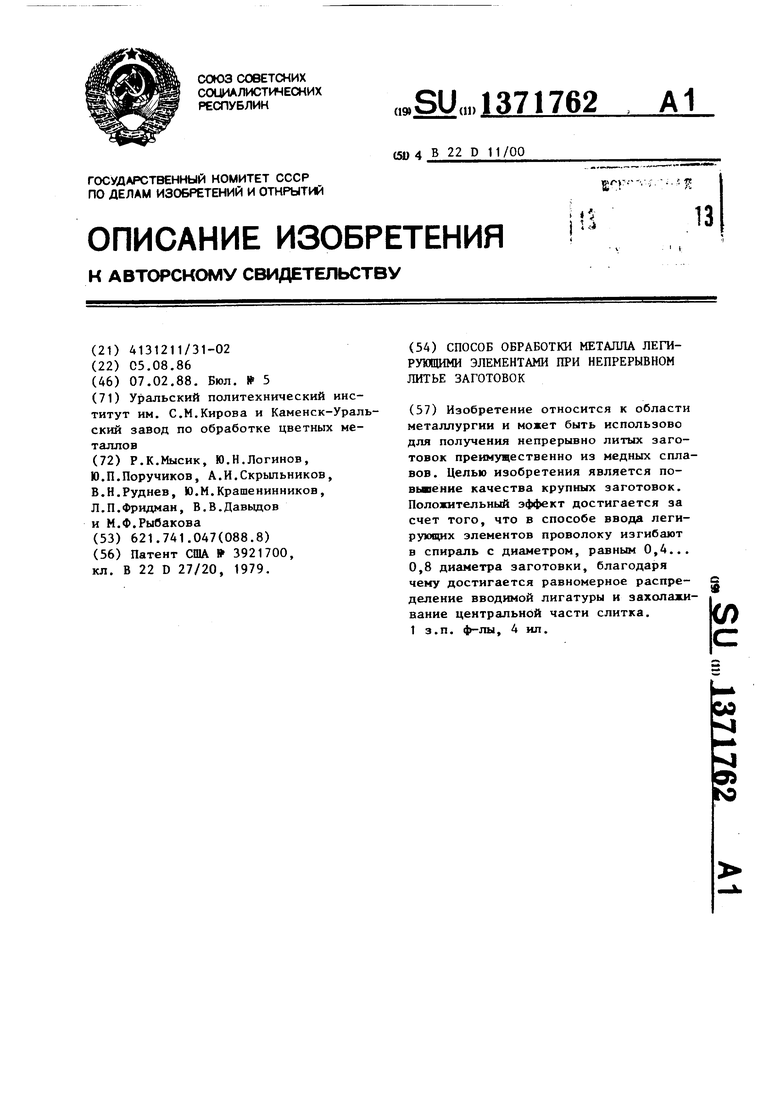
-IML-r-.
ф1/г.З
ф1/г.4
| Патент США 3921700, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
