Изобретение относится к металлургии, конкретнее к непрерывному получению лигатуры в виде биметаллической проволоки с легкоплавкой сердцевиной, и может быть использовано для легирования металла при непрерывной разливке.
Цель изобретения - улучшение охраны окружающей среды за счет уменьшения угара легкоплавкого металла.
Способ осуществляют следующим образом.
Из плоской ленты, близкой по составу с легируемым металлом, при непрерывном горизонтальном перемещении формуют С- образный профиль, заливают на полученную ленту расплав из более легкоплавкого металла толщиной h, определяемой выражением h R v где R - необходимый радиус легкоплавкой сердцевины проволоки. Отношение скорости перемещения ленты к площади сечения струи расплава задают из соотношения
О О
о
Ю Ю
V F
-пр
Де V - скорость перемещения ленты, см/с; F - площадь сечения струи расплава, Рпр-площадь сечения легкоплавкой сер- цевины проволоки, см ;
К 165,7 - 198,1 - эмпирический коэфициент, см/с.
1 После совместного охлаждения ленты и расплава соединяют свободные кромки С- С|бразного профиля и осуществляют обжа- twe с формированием круглого профиля в сокрытом калибре.
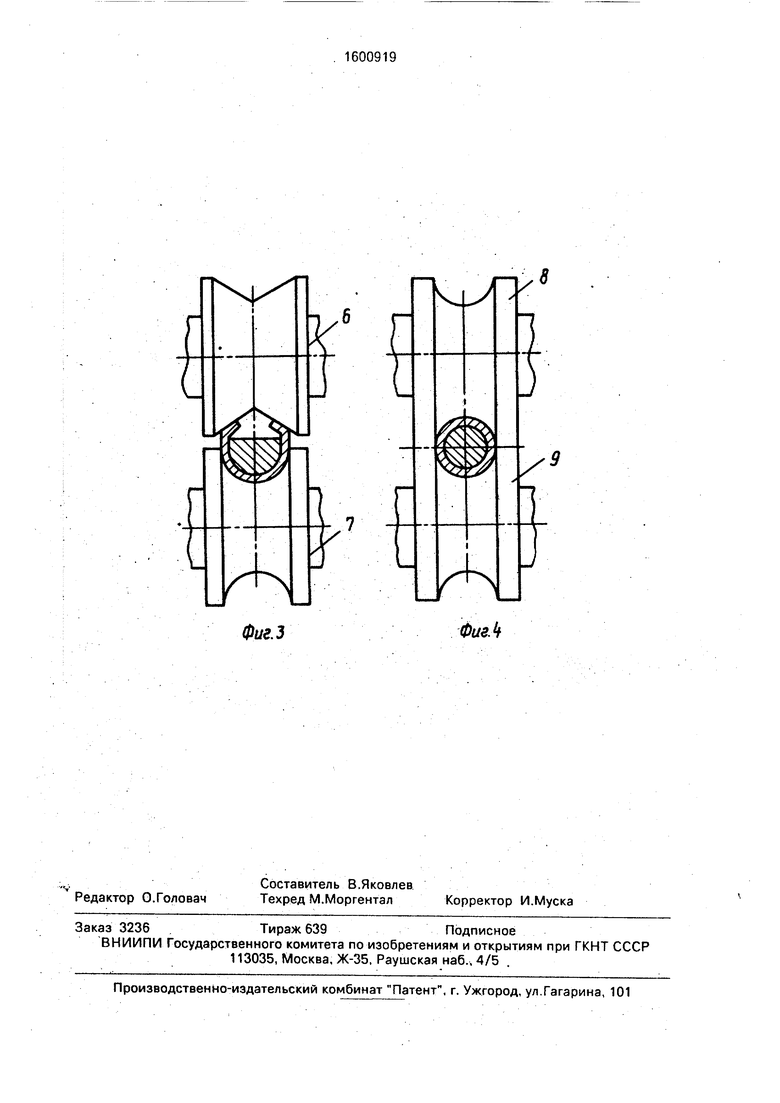
I На фиг.1 изображено формирование из /jsHThi С-образного профиля; на фиг.2- завивка расплава легкоплавкого металла; на фиг.З - соединение свободнь х кромок лен- .tbi С-о6разного профиля; на фиг.4 - форми- {зование круглого профиля в закрытом Калибре.
П р и м 6 р .1. Из ленточной медной Заготовки толщиной 0,7 мм и шириной 19 мм Ьри помощи роликов 1 и 2 (фиг.1), снабженных приводом вращения, формуют ленту 3 Ь-о5разного профиля. На полученную ленту при непрерывном горизонтальном перемещении из графитового тигля 4 (фиг.2) через )1итниковую- втулку 5 с площадью сечения ртверстия 0,28 см заливают расплав кадмия и охлаждают ленту и расплав ниже тем- пературы кр1исталлизации кадмия -331°С. Свободные кромки ленты С-образного про- ;филя загибают во встречном направлении с помощью роликов 6 и 7 (фиг.З) и осуществ- :ляют обжатие с формированием круглого .профиля в закрытом калибре, образованном роликами 8 и 9 (фиг.4), Требуемый радиус лигатуры R 3 мм, поэтому Рпр jrR 0,28 см . В опытах изменяют скорость перемещения ленты.
Результаты приведены в табл.1. Из табл.1 видно, что получить качественную лигатуру, позволяющую избежать угара при непрерывном литье, удалось при значениях К 165,7-198,1 см/с,
П р и м е р 2. Изменяют сечение струи расплава, уменьшив площадь отверстия литниковой втулки 5 до F 0,14 см , а остальные параметры те же, что и в примере 1.
Результаты приведены в табл.2, Из табл.2 видно, что несмотря на изменение параметра F, параметр К для достижения положительного результата следует поддерживать в том же диапазоне.
В результате осуществления способа получена кадмиевая проволока диаметром 6 мм, покрытая слоем меди толщиной 0,7 мм. Проволоку скручивают в бухту и используют
в качестве лигатуры в производстве слитков кадмиевой бронзы диаметром 300 мм. Легирование расплава меди производят непрерывной подачей проволоки непосредственно
в кристаллизатор машины непрерывного литья, При использовании проволоки, полученной по предлагаемому способу, содержания кадмия в атмосфере цеха не обнаружено. При использовании проволоки, полученной
по опытам 7,9 примера 1 и опыту 4 примера 2, обнаружено увеличение содержания кадмия в 10 раз.
Для сравнения кадмий вводят в слиток в виде проволоки диаметром 6 мм, не покрытой слоем меди. Содержание паров кадмия в той же контрольной точке возрастает в 500 раз с уровнем ПДК.
Применение способа позволяет снизить угар легкоплавкого компонента, что
косвенно доказывается результатами опытов. 7 и 9 примера 1, в которых отмечено повышение содержания паров кадмия в атмосфере цеха при наличии несплошности медного покрытия на кадмиевой проволоке.
Формула изобретения Способ непрерывного получения лигатуры в виде биметаллической проволоки с легкоплавкой сердцевиной, включающий
подачу жидкого легкоплавкого металла в твердую оболочку из менее легкоплавкого металла и затвердевание легкоплавкого металла, отлич.ающийся тем, что, с целью ул/чшения охраны окружающей среды за
счет уменьшения угара легкоплавкого металла, в качестве твердой оболочки используют ленту, которую формуют в процессе горизонтального перемещения в С-образ- ный профиль, затем заливают в него расплав легкоплавкого металла слоем, толщину h которого определяют из выражения h R v, а отношение скорости перемещения ленты V, см/с, к площади сечения струи расплава F, см, легкоплавкого металла за- дают по выражению
у К F Fnp
где R - радиус легкоплавкой сердцевины получаемой проволоки;
Fnp - площадь сечения легкоплавкой сердцевины проволоки, см ;
.К-эмпирический коэффициент, равный 165,7 - 198,1 см/с, причем после затверде- вания легкоплавкого металла соединяют свободные кромки ленты С-образного профиля и осуществляют их обжатие с формированием круглого профиля в закрытом калибре.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки металла легирующим компонентом при непрерывном литье заготовок | 1984 |
|
SU1194894A1 |
| Способ обработки металла легирующими элементами при непрерывном литье заготовок | 1986 |
|
SU1371762A1 |
| Устройство для ввода легирующих компонентов в кристаллизатор при непрерывном литье | 1985 |
|
SU1301553A1 |
| Способ выплавки медно-кадмиевой лигатуры | 1988 |
|
SU1640189A1 |
| КОНТАКТНЫЙ ПРОВОД | 2003 |
|
RU2261185C2 |
| БРИКЕТ ДЛЯ ЛЕГИРОВАНИЯ АЛЮМИНИЕВОГО СПЛАВА | 2015 |
|
RU2590441C1 |
| ПРОФИЛЬ ДЛЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2006 |
|
RU2309499C1 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДИ И ЕЕ СПЛАВОВ | 1995 |
|
RU2089334C1 |
| Способ выплавки медно-кадмиевой лигатуры | 1979 |
|
SU836178A1 |
| Способ получения легированного медного расплава при непрерывном литье и устройство для его осуществления | 1991 |
|
SU1836470A3 |
Изобретение относится к металлургии, конкретнее к непрерывному получению лигатуры в виде биметаллической проволоки с легкоплавкой сердцевиной, и может быть использовано для легирования металла при непрерывной разливке. Цель изобретения - улучшение охраны окружающей среды за счет уменьшения угара легкоплавкого металла. Способ непрерывного получения биметаллической проволоки для легирования включает расплавление легкоплавкого металла, формирование ленты из менее легкоплавкого металла при ее горизонтальном непрерывном перемещении в С-образный профиль, заливку на ленту расплава легкоплавкого металла толщиной H, определяемой выражением H=R√2, где R - необходимый радиус легкоплавкой сердцевины проволоки. Отношение скорости перемещения ленты к площади сечения струи расплава определяют из выражения V/F=K/Fпр, где V - скорость перемещения ленты, см/с
F - площадь сечения струи расплава, см2
Fпр - площадь сечения легкоплавкой сердцевины проволоки, см2
K - эмпирический коэффициент, равный 165,7-198,1 см/с. После совместного охлаждения ленты с расплавом соединяют свободные кромки ленты С-образного профиля и осуществляют обжатие проволоки с формированием профиля в закрытом калибре. 4 ил., 2 табл.
Таблица 2
Фиг. 2
Фиг.З
ФизЛ
| Германн Э | |||
| Непрерывное литье | |||
| - М.: Металлургиздат, 1961, с | |||
| Нефтяная топка для комнатных печей | 1922 |
|
SU326A1 |
| Дверь для товарных вагонов | 1924 |
|
SU920A1 |
