113
Изобретение относится к области станкостроения и с наибольшей эффективностью может быть использовано при обработке тел вращения, в частности при обработке деталей, имеющих большой перепад обрабатываемых диаметров (например, многовенцовых блок- шестере н, ступенчатых валов и т.п.).
Целью изобретения является повьш1е- ние производительности и увеличение стойкости инструмента при обработке деталей, имеющих большой перепад обрабатываемых диаметров.
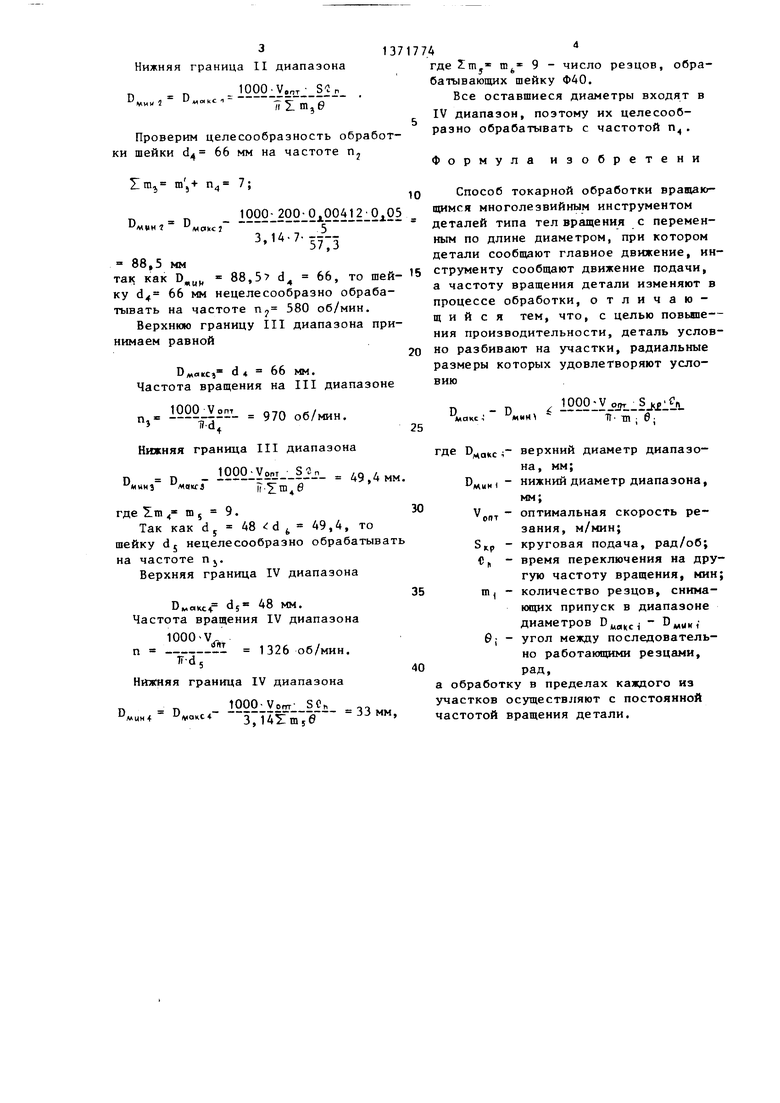
На фиг. 1 изображена схема обработки согласно предлагаемому способу; иа фиг. 2 - разбивка снимаемого припуска на диапазоны при обработке многовенцового блока.
Обработка предлагаемым способом осуществляется следующим образом. ,
Заготовка 1 устанавливается в шпинделе станка и совершает движение ре- зания. Резцовый блок 2 устанавливается на вращающемся суппорте (не показан) станка и совершает движение подачи. В корпусе резцового блока 2 установлены группы резцов ш,, т,,,.ш. Режущие кромки резцов смещены в радиальном и осевом направлениях в соответствии со схемой снятия припуска (фиг. 2).
Для обработки предлагаемым способом выбирается оптимальная для данного процесса скорость резания V, . Верхняя граница диапазона принимается равной наибольшему диаметру детали (фиг. 1), мм:
маис Г °макс i
Определяется частота вращения шпинделя для I диапазона, об/мин:
п
l QSlY -QT d,
Определяют нижнюю границу I диапазона, мм:
юои-Успт-з-гп
DMUKI MOk-:, Чт,0
Шейки детали, имеющие d7D , обрабатываются на частоте п,. Для обработки шеек детали, у которых d ,„ц,(не входящим в I диапазон), необходимо осуществить переключение на следующую ступень частоты вращения детали, об/мин:
1774
ШОО. d.
где d. - максимальный диаметр обра
ботки, не вошедший в 1 диапазон диаметров .
Далее определяют нижнюю границу II диапазона, учитывая, что мм:
IOOO-VonT Sf n A,«Hi м«кс,
Аналогичным образом определяют границы всех последующих диапазонов и частоту вращения детали на каждом диапазоне.
Пример. На станке тангенциального точения мод. AT-10 обрабатывалась блок-шестерня промежуточного вала коробки передач автомобиля ГАЗ-53 (деталь № 53-170105С-10). Угол между резцами круговая подача S 0,00412 рад/об.дет.; оптимальная скорость резания V 200 м/мин; продолжительность времени переключения частоты вращения 1„ 0,05 мин.
Верхняя граница I диапазона
D«O,KC, d „,, d, 160 мм.
Частота вращения на I диапазоне
.n.r 400 об/мин.
л d 1
Нижняя граница I диапазона
D D - .,2мм
DMUHI D.c..c, . 5:m, е 14ZMM,
где m - количестве резцов, обрабатывающих торцы шейки Ф160,периферию и торцы шейки Ф418
2Imj (m , m,+ га 8.
Шейки А Ф148 и торцы Ф144 входят; в диапазон , мик Ц лесообразно обрабатывать с частотой п.
Верхней границей II диапазона будет диаметр
Ол,а.сг d,- 110 мм.
Частота вращения на II диапазоне
1000-Уопт „,, ,
п,--7 580 об/мин.
Ж di
Нижняя граница II диапазона
Мии 2
п -МО-Углт- и „„КС,- 7Г1Гт
Проверим целесообразность обработки шейки d 66 мм на частоте п
i;m,, m, n 7;
1 goo-200 0j 00412-0 05
l MOIKCj
3.14.7.
88,5 MM
так как 0,, 88,5 d 66, то шейку d 66 мм нецелесообразно обрабатывать на частоте п,, 580 об/мин.
Верхнюю границу III диапазона принимаем равной
, d 4 66 мм. Частота вращения на III диапазоне
970 об/мин. ii-d.
Нижняя граница III диапазона
D D -1092-Y- -S -n 49,4мм
минз мчиз|(
где т 4 m 5 9.
Так как d 48 : d (, 49,4, то шейку dj нецелесообразно обрабатывать на частоте п.
Верхняя граница IV диапазона
DMC.KCC ds мм- Частота вращения IV диапазона
1000 V
Лт
1326 об/мин.
TT-dj Нижняя граница IV диапазона
1000-Vorrr SO
vaKC4 з7Т41Гт5б
где
m.
9 - число резцов, обрабатывающих шейку Ф40.
Все оставшиеся диаметры входят в IV диапазон, поэтому их целесообразно обрабатывать с частотой п.
Формула изобретени
Способ токарной обработки вращающимся многолезвийным инструментом
деталей типа тел вращения с переменным по длине диаметром, при котором детали сообщают главное движение, инструменту сообщают движение подачи, а частоту вращения детали изменяют в процессе обработки, отличающийся тем, что, с целью повьше- ния производительности, деталь условно разбивают на участки, радиальные размеры которых удовлетворяют условию
25
макс 1ИИ
1220iY°j - Sj f. L f. тп . е.
где - верхний диаметр диапазона , мм; нижний диаметр диапазона,
мм;
Vpp - оптимальная скорость резания, м/мин;
SRP - круговая подача, рад/об; € „ - время переключения на другую частоту вращения, пин; т - количество резцов, снимающих припуск в диапазоне диаметров В,,„ - D,. б| - угол между последовательно работаюпщми резцами, рад,
а обработку в пределах каждого из участков осуществляют с постоянной частотой вращения детали.
Фиг.1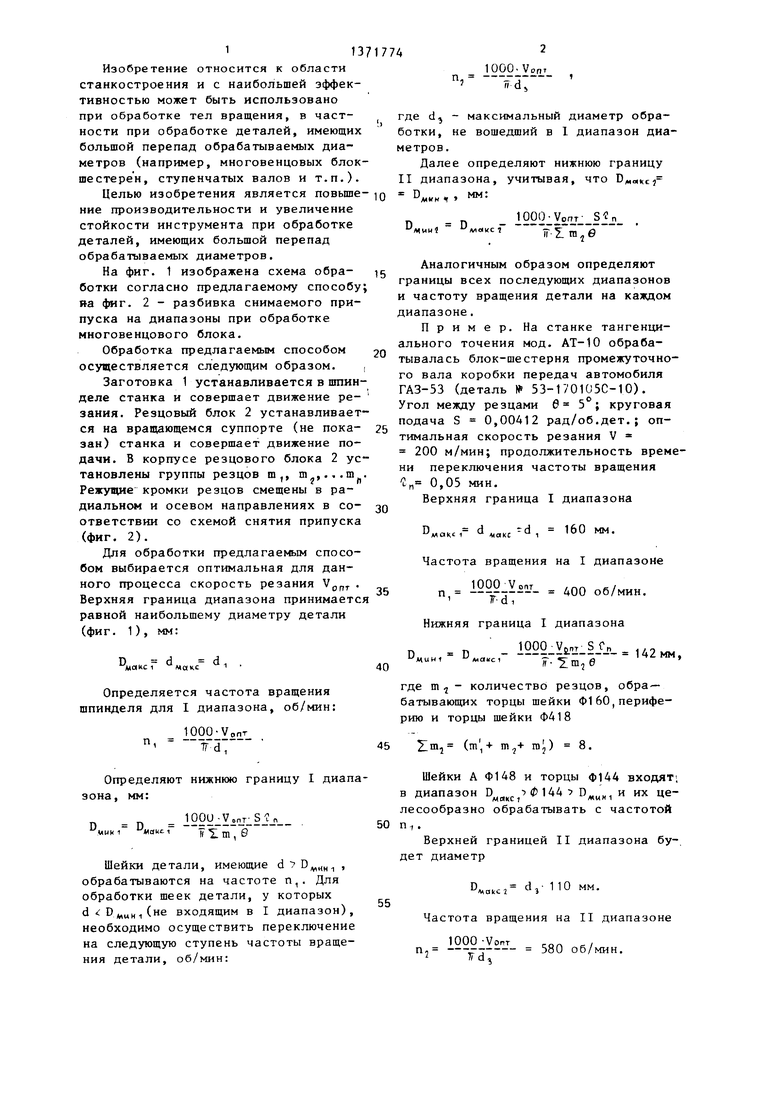
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Способ совмещения осей инструмента и обрабатываемой заготовки на расточном станке | 1982 |
|
SU1103958A1 |
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |
| Способ определения оптимальных режимов резания для станков с ЧПУ | 2021 |
|
RU2807258C1 |
| Способ обработки пазов на торцах деталей | 1991 |
|
SU1798053A1 |
| Способ механической обработки длинномерных нежестких деталей и устройство для его осуществления | 1988 |
|
SU1593780A1 |
| Способ обработки пазов на торцах деталей | 1991 |
|
SU1798055A1 |
| Способ обработки деталей с круглыми и многогранными поверхностями | 1989 |
|
SU1650372A1 |
| Автоматическая линия для бесцентровой обработки деталей | 1988 |
|
SU1646796A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 2002 |
|
RU2260501C2 |
Изобретение относится к области станкостроения и с наибольшей эффективностью может быть использовано при обработке тел вращения, имеющих большой перепад обрабатываемых диаметров. Целью изобретения является повышение производительности. Обработку детали ведут ступенчатым изменением ее частоты вращения с обеспечением оптимальной скорости резания на каящой ступени, включающей в се бя диапазон диаметров, определяемый по математической зависимости. 2 ил.
| Ермаков Ю.М | |||
| Технология и станки тангенциального точения | |||
| М.: Машиностроения, 1979, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
