Изобретение .относится к обработке резанием и найдет применение в машиностроении, при изготовлении корончатых гаек, кулачковых муфт и др. изделий. V
Целью изобретения является расширение технологических возможностей известного способа за счет обработки пазов с. более широким диапазоном размеров по ширине. . .,- . .
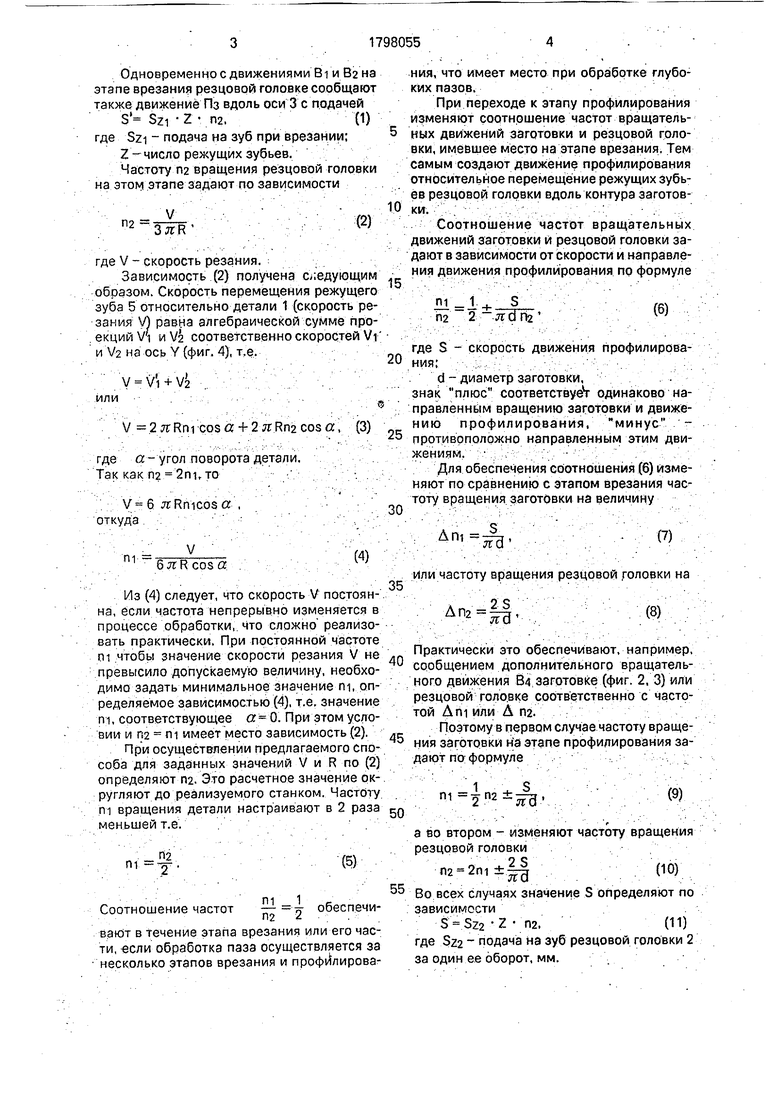
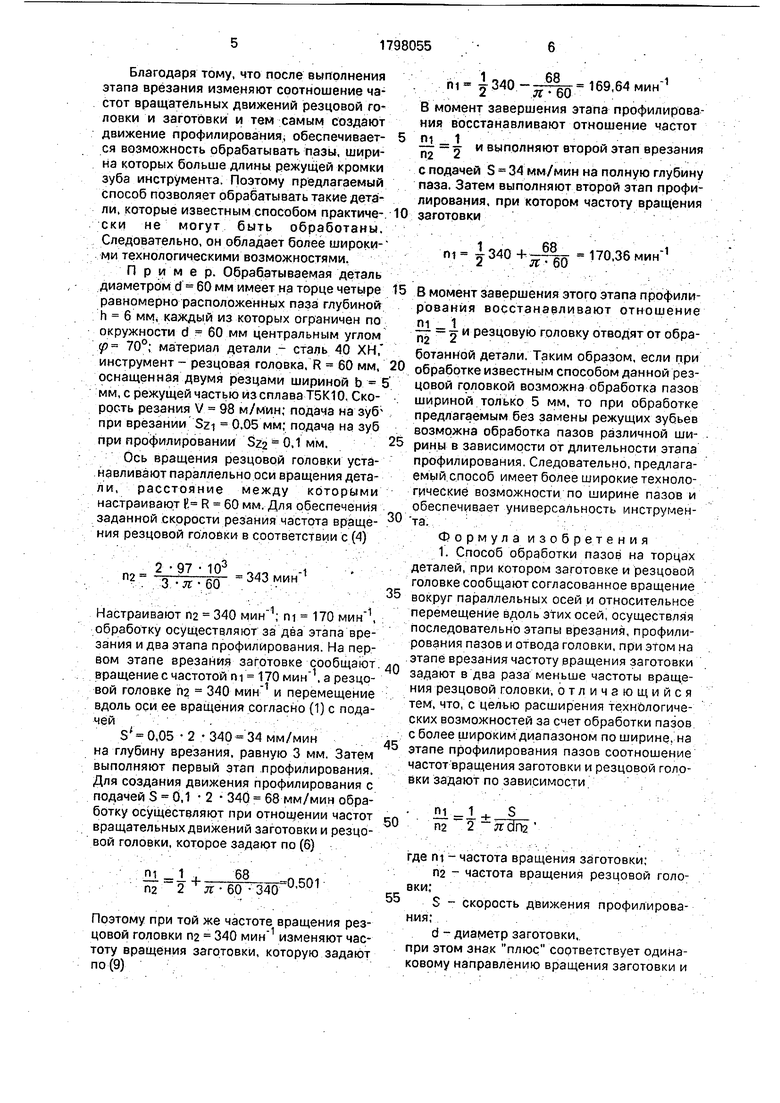
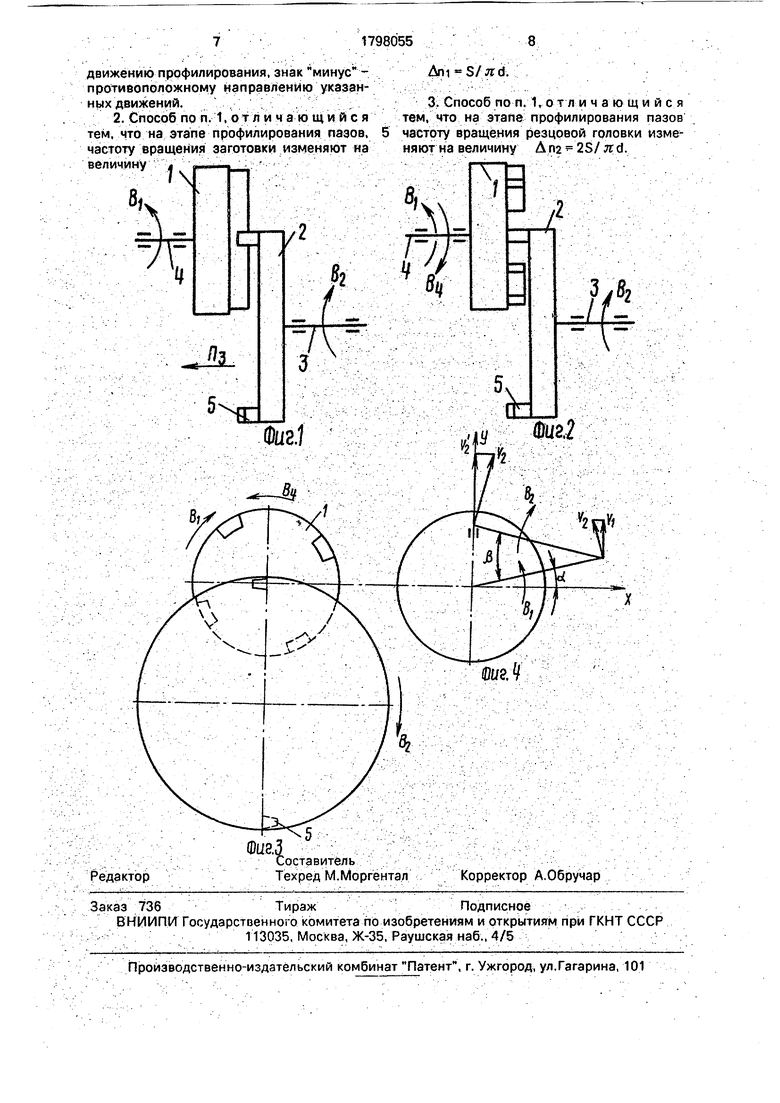
На фиг.. 1 изображена кинематическая схема предлагаемого способа на этапе врезания; на фиг. 2 и 3 - то же, на.этапе профилирования; на фиг. 4-схема относительного перемещения режущего зуба.
Обработку пазов на торце детали 1 осуществляют резцовой головки 2, ось 3 которой параллельна оси 4 детали.. Расстояние Г между этими осями устанавливают равным радиусу R, на котором расположены вершины режущих зубьев 5. Их количество в 2 раза меньше числа обрабатываемых пазов.
В процессе обработки на этапе врезания детали 1 сообщают вращение Bi с частотой m вокруг оси 4, а резцовой головке 2 - вращение В2 с частотой па вокруг оси 3 в том же направлений, что и вращение BL Отношение частот движений Bz и Вт настраивают равным двум; т.е. П2/П1 2.
При П2/П1 2 угол ft поворота .резцовой головки в два раза больше соответствующего ему угла а поворота детали (фиг. 4), поэтому вершина М режущего зуба в относительном движении перемещается по прямой-оси Y. Так как п2/пг 2, то за один оборот резцовой головки каждый ее зуб обрабатывает дважды два противоположно расположенных относительно оси детали паза и за все время обработки каждый зуб обрабатывает одни и те же пазы. Поэтому для обработки детали с заданным количест-. вом пазов применяют резцовую головку с числом режущих зубьев, в два раза меньше числа пазов.
.si.
ю
00
о ся ел
Одновременное движениями Bt и Вз на этапе врезания резцовой головке сообщают также движение Пз вдоль оси 3 с подачей
S Szi -Z- П2,(1) где Sz-i - подача на зуб при врезании;
Z - число режущих зубьев.
Частоту П2 вращения резцовой головки на этом, этапе задают по зависимости
П2 VЗяР
где V - скорость резания. :. . .
Зависимость (2) получена следующим , образом. Скорость перемещения режущего зуба 5 относительно детали 1 (скорость резания VO равна алгебраической сумме проекций V i и V2 соответственно скоростей Vi . и Л/2 на ось Y (фиг, 4), т,е.
20
y Vi + V2
или
V 27rRni cosa-t-2 л:Яп2СОзсс (3)
где а - угол поворота детали. Так как п 2ппто
jrRnicosa , откуда. : . ; : у
П1
V
6 л R cos a
Из (4) следует, что скорость V постоянна, если частота непрерывно изменяется в процессе обработки,, что сложно реализовать практически. При постоянной частоте гм чтобы значение скорости резания V не превысило допускаемую величину, необходима задать минимальное значение ni, определяемое зависимостью (4), т.е, значение т, соответствующее а 0. При этом условии и П2 п 1 имеет место зависимость (2).
При осуществлении предлагаемого способа для заданных значений V и R по (2) определяют П2. Это расчетное значение округляют до реализуемого станком. Частоту ni вращения детали настраивают в 2 раза меньшей т.е . . . . ; .
П2
П1.
(5)
Соотношение частот
- -7у обеспечи- П2 2
вают в течение этапа врезания или его части, -если обработка паза осуществляется за несколько этапов врезания и профйлирова
10
, .
ния, что имеет место при обработке глубоких пазов.
При переходе к этапу профилирования изменяют соотношение частот вращательных движений заготовки и резцовой головки, имевшее место на этапе врезания. Тем самым создают движение профилирования относительное перемещение режущих зубьев резцовой головки вдоль контура заготовки- .. .; . .-... - . ;-:. . .-; -
Соотношение частот вращательных движений заготовки и резцовой головки задают в зависимости от скорости и направления движения профилирования по формуле
(6)
где S - скорость движения профилирования; -. :„,..::-: . : ..- ... : . :-. . d-диаметр заготовки,. знак плюс соответствует одинаково направленным вращению заготовки и движению профилирования, минус - противоположно, направленным этим движениям, ; : ;, ... - . , .-,
Для обеспечения соотношения (6) изменяют по сравнению с этапом врезания частоту вращения заготовки на величину
Дгм S
Fa
(7)
;Или частоту вращения резцовой головки на
сГ:-, : :(8 ..
Ап2
Практически это обеспечивают, например, сообщением дополнительного вращательного движения Щ, заготовке (фиг. 2, 3) или резцовой голо.вке соответственно с частотой A hi или А П2.
Поэтому в первом случае частоту вращения заготовки на эт$пе профилирования задают па формуле:. . v
bz±wa
О)
а ёо втором - изменяют частоту вращения резцовой головки
:«2-2ш±:|§
(10)
Во всех случаях значение S определяют по зависимости
S Sz2 -Z п2.(11) где Sz2 подача на зуб резцовой головки 2 за один ее оборот, мм.
Благодаря тому, что после выполнения этапа врёзания изменяют соотношение частот вращательных движений резцовой го ловки и заготовки и тем самым создают движение профилирования, обеспечивает- ся возможность обрабатывать пазы, ширина которых больше длины режущей кромки зуба инструмента. Поэтому предлагаемый способ позволяет обрабатывать такие детали, которые известным способом практически не могут быть обработаны. Следовательно, он обладает более широкими технологическими возможностями,
Пример. Обрабатываемая деталь диаметром d 60 мм имеет на торце четыре равномерно расположенных паза глубиной h 6 мм, каждый из которых ограничен по окружности d 60 мм центральным углом (р 70°; материал детали - сталь 40 ХН, инструмент - резцовая головка, R 60 мм, оснащенная двумя резцами шириной b - мм, с режущей частью из сплава Т5К10. Ско- рос-ть резания V 98 м/мин; подача на зуб; при врезании Szi 0.05 мм; подача на зуб при профилировании Sz2 0,lMM.
Ось вращения резцовой головки устанавливают параллельно оси вращения детали, расстояние между которыми настраивают t R 60 мм. Для обеспечения
::
заданной скорости резания частота враще ния резцовой головки в соответствии с (4)
::
2 97 103
3 к 60
343 мин
-1
.-1.
Настраивают П2 340 ni 170 , обработку осуществляют за два этапа врёзания и два этапа профилирования. На первом этапе врезания заготовке сообщают вращение с частотойЩ 170 мин , а резцовой головке П2 340 и перемещение вдоль оси ее вращения согласно (1) с подачей . . . ---
S 0,05 2 340 34 мм/мин на глубину врёзания, равную 3 мм. Затем выполняют первый этап .профилирования. Для создания движения профилирования с подачей S 0,1 -2 340 68 мм/мин обработку осуществляют при отношении частот вращательных движений заготовки и резцовой головки, которое задают по (6)
J ,
2 Л
68
60 -340
-0,501
Поэтому при той же частоте вращения резцовой головки П2 340 изменяют частоту вращения заготовки, которую задают по (9)
ni
j 340 - 169,64
я 60
В момент завершения этапа профилирования восстанавливают отношение частот
- 2 и выполняют второй этап врёзания
с подачей S 34 мм/мин на полную глубину паза. Затем выполняют второй этап профилирования, при котором частоту вращения заготовки
60
170,36
15 20 . 25
зо
35
: 4Q.. 45ел55
В момент завершения этого этапа профилирования восстанавливают отношение
-- и резцовую головку отводят от обработанной детали. Таким образом, если при обработке известным способом данной резцовой головкой возможна обработка пазов шириной только 5 мм, то при обработке предлагаемым без замены режущих зубьев возможна обработка пазов различной ширины в зависимости от длительности этапа профилирования. Следовательно, предлагаемый, способ имеет более широкие технологические возможности по ширине пазов и обеспечивает универсальность инструмента.,: .. - Ч : .
Формула изобретения 1. Способ обработки пазов на торцах деталей, при котором заготовке и резцовой головке сообщают согласованное вращение вокруг параллельных осей и относительное перемещение вдоль этих осей; осуществляя последовательно этапы врёзания, профилирования пазов и отвода головки, при этом на этапе врёзания частоту .вращения заготовки задают в два раза меньше частоты вращения резцовой головки, отличающийся тем, что, с целью расширения технологических возможностей за счет обработки пазов с более широким диапазоном по ширине, на этапе профилирования пазов соотношение частот вращения заготовки и резцовой головки задают по зависимости:
Hi-l+ S
П2 2 7ГаП2
где ni - частота вращения заготовки;
ni - частота вращения резцовой головки;
S - скорость движения профилирования;.
d - диаметр заготовки., при этом знак плюс соответствует одинаковому направлению вращения заготовки и
движению профилирования, знак минус - противоположному направлению указанных движений., . ;
2. Способ по п. 1, о т л и ч а ю щ и и с я тем, что на этапе профилирования пазов, частоту вращения заготовки изменяют на
Ani S/Jrd.
3. Способ по п. 1 г о т ли ч а ю щ и и с я тем, что на этапе профилирования пазов 5 частоту вращения резцовой головки изме няют на величину An2 2S/;rc;d.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки пазов на торцах деталей | 1991 |
|
SU1798053A1 |
| Способ обработки деталей с круглыми и многогранными поверхностями | 1989 |
|
SU1650372A1 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Способ обработки зубчатых колес с криволинейной формой эвольвентных зубьев | 1987 |
|
SU1526935A1 |
| Способ обработки многогранных поверхностей | 1980 |
|
SU944790A1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ ОБКАТА | 2010 |
|
RU2447974C2 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2010 |
|
RU2442677C2 |
| Способ обработки изделий многогранной формы | 1980 |
|
SU944796A1 |
| Способ получения заготовок трубчатых радиаторов | 1986 |
|
SU1761428A1 |
| Способ обработки пазов дисковой фрезой | 1991 |
|
SU1798056A1 |
Использование; обработка материалов резанием. Изготовление корончатых гаек, кулачковых муфт и др. изделий. Сущность изобретения: обработку осуществляют вращающейся резцовой головкой. Оси вращения заготовки и головки устанавливают взаимно параллельно. В процессе обработки последовательно выполняют, этапы вре- зания, профилирования и отвода. После завершения этапа врезания частоту вращения детали изменяют по отношению к частоте вращения резцовой головки в зависимости от значения и направления скорости движения профилирования. 2 з.п. ф-лы, 4 ил..
| Малов А,Н | |||
| Механизация и автоматизация универсальных металлорежущих станков, М.: Машиностроение, 1969 | |||
| с | |||
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
