СП
с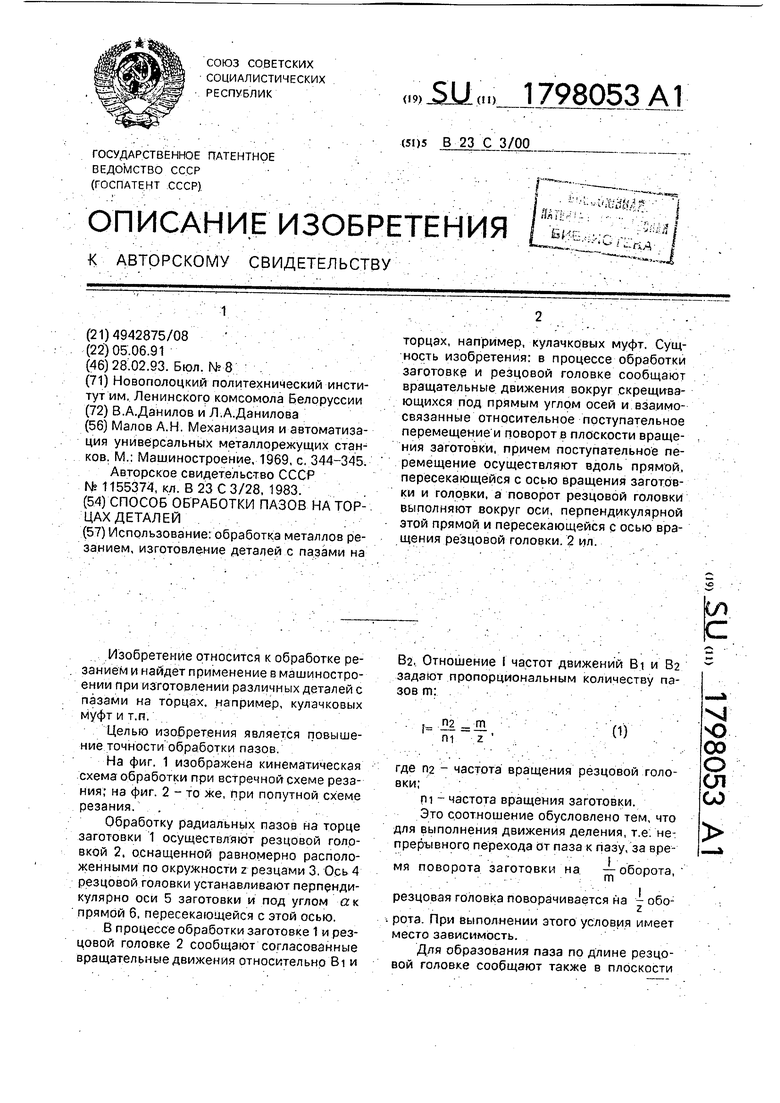

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки пазов на торцах деталей | 1991 |
|
SU1798055A1 |
| Способ обработки изделий многогранной формы | 1980 |
|
SU944796A1 |
| Способ обработки деталей с круглыми и многогранными поверхностями | 1989 |
|
SU1650372A1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306200C1 |
| Способ обработки многогранных поверхностей | 1984 |
|
SU1172645A1 |
Использование: обработка металлов резанием, изготовление деталей с пазами на торцах, например, кулачковых муфт. Сущность изобретения: в процессе обработки заготовке и резцовой головке сообщают вращательные движения вокруг скрещивающихся под прямым углом осей и:взаимосвязанные относительное поступательное перемещение и поворот в плоскости вращения заготовки, причем поступательное перемещение осуществляют вдоль прямой, пересекающейся с осью вращения заготовки и головки, а поворот резцовой головки выполняют вокруг оси, перпендикулярной этой прямой и пересекающейся с осью вращения резцовой головки. 2 ил.
.Изобретение относится к обработке резанием и найдет применение в машиностроении при изготовлении различных деталей с пазами на торцах, например, кулачковых муфт и т.п.
Целью изобретения является повышение точности обработки пазов.
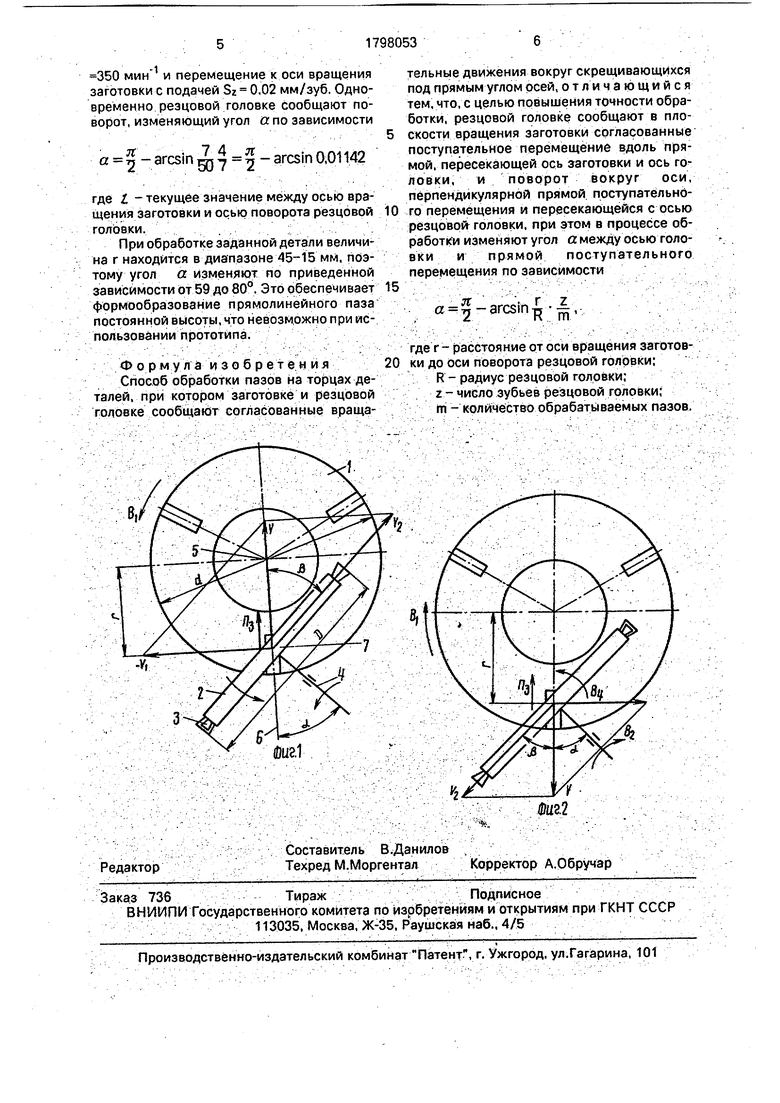
На фиг. 1 изображена кинематическая схема обработки при встречной схеме резания; на фиг. 2 - то же, при попутной схеме резания. ..
Обработку радиальных пазов на торце заготовки 1 осуществляют резцовой головкой 2. оснащенной равномерно расположенными по окружности z резцами 3. Ось 4 резцовой головки устанавливают перпендикулярно оси 5 заготовки и под углом а к прямой 6. пересекающейся с этой осью.
В процессе обработки заготовке 1 и резцовой головке 2 сообщают согласованные вращательные движения относительно В1 и
В2, Отношение I частот движений B.i и В2 задают пропорциональным количеству пазов т:
f JJi Л1 т z
О)
где П2 - частота вращения резцовой головки;
pi - частота вращения заготовки.
Это соотношение обусловлено тем, что для выполнения движения деления, т.е. не: прерывного перехода от паза к пазу, за вреы ю
00 О
ел
со
мя поворота заготовки на.
- оборота,
резцовая головка поворачивается на - оборота. При выполнении этого условия имеет место зависимость.
Для образования лаза по длине резцовой головке сообщают также в плоскости
вращения заготовки прямолинейное перемещение Пз вдоль прямой 6, проходящей через ось 5 вращения заготовки. Одновременно резцовой головке сообщают связанный с этим перемещением поворот 84 в той же плоскости вокруг оси 7, перпендикулярной прямой 6 и оси 4, В результате этого поворота угол у между осью А резцовой головки и направлением перемещения Пз изменяют по зависимости :-,...-.:
a f-arcsini|,
где г - расстояние от оси 5 вращения заготовки до оси 7 поворота резцовой головки;
R - радиус резцовой головки;
г- число зубьев резцовой головки; .
m - количество обрабатываемых пазов.
Зависимость {2У: получена следующим образом. Независимо от схемы резания (по путная или встречная) перемещение резца .3 относительно заготовки 1 должно осуще- ствлятьея по прямой 6, проходящей через Ось вращения заготовки, что возможно при .определенном соотношении линейных скоростей W и V2, соответственно заготовки и резца, и при определенной ориентации рез; цовбй головки относительно направления ее поступательного, перемещения, В обоих .случаях скорость V относит ел ьн ого пвре ме- щения. резца и заготовки должна быть направлена по прямой 6. Так как направление скоростей V и V2 взаимно перпёйдикулярно, a Vi 2 jrrm и V2 a2-jr .Rn.2, то угол /9между направлениями скоростей V и Vi равен
:arcsin -arcsin §
... .-vi
или : : -..: . : v
; ;/ arcsin
Так как
п
R П2
Г.2 ;
(3)
(4)
; , ; ;
...--... .. - , Ј. .- :- . .
то справедлива зависимость (2). ; :
Скорость рез.анйя V при обработке предлагаемым способом равна геометрической сумме скоростей Vi и V2 и максимальна, когда Vi - TT dn, : ,v ; -V
Для/этого момента -: : :; :
;. д
. (Dn2)2-(dn1)2
или
V -7ГП1
Ь
2 m
-d
Откуда частота вращения заготовки для заданной скорости резания и определяется зависимостью
щ V
(6)
Частота вращения инструмента настраивается в - раз больше.
Благодаря тому, что в процессе обра10 ботки, кроме вращательных движений заготовки и резцовой головки, последней сообщанэт согласованное между собой прямолинейной перемещение и поворот, изменяющий ориентацию оси резцовой головки
15 относительно направления ее поступательного перемещения, обеспечиваетсяi формообразование не ограниченных по длине прямолинейных пазов постоянной глубины. Следовательно, предлагаемый способ по
20 сравнению с прототипом обеспечивает повышение точности обработки и имеет более широкие технологические возможйостй.
Ti р и м ё р. Обрабатываемая заготовка: диаметр d 90 мм| количество пазов пл - 7;
25 глубина пазов 4 мм; длина пазов 30 мм.
: Режущий инструмейт: резцовая головка диаметром мм; количество зубьев z/ 4; материал режущей части- твердый
; ;; . сплавТ5К10. ;.-;: :;, --/:- .. : . -;:: . -: . --: 30 Скорость резания V 95 м/мин, подача на зуб резцовой головки Sz - 0,02 мм. Отношение :част6т вращательных движений рез- .. .цовой головки и заготовки согласно (1) настраивают равным .
зь- - :- -- ..:-::. /;.;. ./-:;
;- ;i :;- -; - : : ;:;;. ,. щ. .4.;;, ;: ;:;- -..г/-- . :- ;v :: :.
.Частота вращения заготовки для заданной 40 скорости резания в соотеетствии с (6)
П|-95 103
202 мин
-1
45
л:|1002 - 02 /v
. я/
nn ЛЛП
настраивают щ - 200 мин ; П2 - 200Л 350
мин
-1
. Настраивают угол а между осью вра- сп щения резцовой головки и направлением ее перемещения для момента, соответствующего обработке иазов на максимальном ра диус.е ,.,;(-:..:. . :-..:.-- . . . ...-. ...
55 а | -arcsin J 8g6
WT
В процессе обработки заготовке сообщают вращение с частотой ni 200 , а резцовой головке вращение с частотой П2
-1
350 и перемещение к оси вращения заготовки с подачей Sz 0,02 мм/зуб. Одновременно резцовой головке сообщают поворот, изменяющий угол а по зависимости
п
74 п
а Ј - arcsin 5(3 7 2 arcsin ° 0114где t - текущее значение между осью вращения заготовки и осью поворота резцовой головки.
При обработке заданной детали величина г находится в диапазоне 45-15 мм, поэтому угол а изменяют по приведенной зависимости от 59 до 80°, Это обеспечивает формообразование прямолинейного паза постоянной высоты, что невозможно при использовании прототипа.
Формул а изобретенйя20 Способ обработки пазов на торцах деталей, при котором заготовке и резцовой . головке сообщают согласованные враща0
тельные движения вокруг скрещивающихся под прямым углом осей, отличающийся тем, что, с целью повышения точности обработки, резцовой головке сообщают в плоскости вращения заготовки согласованные поступательное перемещение вдоль прямой, пересекающей ось заготовки и ось головки, и поворот вокруг оси, перпендикулярной прямой поступательного перемещения и пересекающейся с осью резцовой головки, при этом в процессе обработка изменяют угол а между осью головки и прямой поступательного перемещения по зависимости
a f-arcsin где г - расстояние от оси вращения заготовки до оси поворота резцовой головки;
R - радиус резцовой головки;
г - число зубьев резцовой головки;
hni -количество обрабатываемых пазов.
| Малое А.Н | |||
| Механизация и автоматизация универсальных металлорежущих станков | |||
| М.: Машиностроение, 1969, с | |||
| Способ получения жидкой протравы для основных красителей | 1923 |
|
SU344A1 |
| Способ фрезерования пазов на поверхности круговых дисков | 1983 |
|
SU1155374A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
