оо
00
со
Изобретение относится к пайке, в частности к способам нанки нахлесточных сое- лнненнй с /кжальным нагревом, и может быть нс11о.1ь:юн;)но в а;1ект|ютехнической н )адио- :,1сктр()нной промышленности.
lUvibK) нзобретения является новьинение качесгва наяных соединений тонколистовых деталей путем улучшения условий образования паннсло соединения.
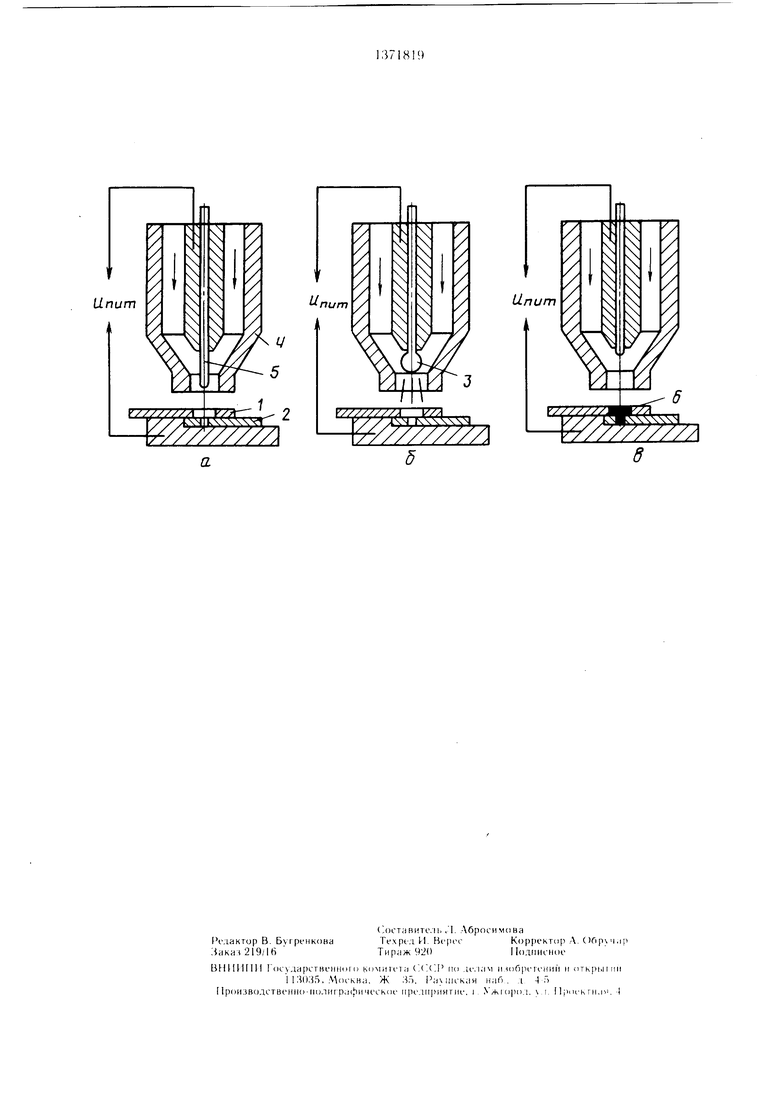
На чс()1еже показана схема, поясняю цая способ (а. п. нразличные стадии на:рева п пайки деталей).
(Л1(.1соб осу1пеств/1Я1()т следующим образом.
fi одной из соединяемых листовых дета- .1ей 1 выполняют отверстие для нагрева втсз- poii нижисГ детали 2 и подачи п)пн()я 3. Во второй дега. ш 2 также выно.тняют от- ; .1 |1С1ие, соосное отверстию в первой дета,. 1и, но диамет)ом 0,2 О,) диаметра отверстия первой детали 1 Детали собирают и пр(Л13- |«)дя | . loKa.ibHbiii наг|Н в со стороны большс- 10 с) 1всрсгия и подачч к отверстие дозы рас- ан. К Нишч) припоя. Hai peB может быть |роизведс11 -j. iCKT |)ической дугой обратной но;НрП)С1 п.
(.iuiiocib способа зак.лючается в том, что |( м)пе nai iKH образуется ступенчатое отверстие, обеспечивающее )авномерный па|-)ев, .)чистк паяемых кромок и благон)иятн1)1е ;( .1ля ( паяно1 о coe;ni- псния межлл ко.чьпевым ступом од1К)й дета- .:И и цилиндрической поверхностью отверстия ()11 .1ета, 1и.
На.1ичис двух отверстий позволяет |иг-;уал.1;ом осмотре дать заключение о ка- lecTBe п;1Йки. Нс,ти припой затек в меньшее о1ве)стие, то качество пайки высокое и тем- не)атурноя ременные нара метры процесса naiiKH соответствуют оптимальным. При от- к.:|онении .тиаметра отверсгия в ниж)1ей дета- .1И 2 OI указанных размеров качество пайки и возможность визуа, 1изапии ух дн1ак)т- ся. При ве,1ичении диаметра от ука. pa.nie)oB снижается степень нагрева нижпе11 детали. П)и уменьшении диуметра огверс- гия нижняя дета,1Ь riefiei ревается.
Использование дугово1 о нагрева ведет к чменынению времени иагрева пайки. Ири обычно исп(),1ьзуюшихся для пайки тон- |().1истовьг деталей тока дуги 10 15 А время naiiKn составляет 0,3 0,5 с. Иримене- г1ие дуги обратной полярности иск,-1ючает
5
нри.менение флюс(5в, так как в этом случае дуга осуществляет очистку зоны пайки, и зашнтный газ, подаваемый в горелку, препятствует окислению зоны пайки. Схема процесса, при которой каплю припоя необходимой массы образуют в результате плавления припоя в виде электродной фоволоки с последующим принудительным переносом в зону найки, дает возможность авто.матизи1)овать пайку.
0 Паяльную горелку 4 устанавливают таким образом, чтобы электрод 5 был расположен сооспо с отверстиями в деталях 1 и 2 (фиг. la).
Между деталями и электродом возбуждается электрическая дуга, которая разогревает детали и н.тавит электрод. При этом на торпе электрода образуется капля рас- ккшленного припоя ,3 (фиг. 16). Пос.те разо- 1рева деталей каплю принудительно, например с помощью газодинамического импуль0 са, отрывают от электрода и переносят ь зону пайки. Припой, закристаллизовавшись, образует паянное соединение 6 (фиг. 1в).
Пример. )водят пайку се)ебряной нластины толщиной 0,5 мм к бронзовой пластине (БрЕз-2) то, 1П1иной 0,5 мм. В качестве припоя иснользун) проволоку из БрКМц-1-2 днаметром 0,8 мм. В серебряной и бронзовой п.1астинах )лняют отверстия диаме - ром 0,7 и 1,7 мм соответственно. Пайку B(,yi при токе дуги 12 А и вре.мени горения дуги 0,4 с. Полученное соединение отвечает всем требованиям, предьявленным к TaKOi o типа соедипсииям.
Формула изобретения
1.Способ пайки тонколистовых деталей, преимушестенно малогабаритных, нри котором на одной из деталей выполняют от- вс)стие, осу:иествляк;т локальный нагрев зоны пайки и пос.тедующую подачу расплав- ленногч) припоя в отверстие, отличающийся
0 тем, что, с пелью повьпиения качества пайки путем улучшения условий образовапия наяного соединения, во второй детали выполняют отверстие диаметром 0,2- 0,5 диаметра отверстия первой детали, при этом отверстия располагают соосно.
2.Способ по п. 1, огличаюш,ийс.ч тем, что нагрев осупк-ствляют электрической ду- 1 ой обратной но, 1ярпости.
5
Г
5
Unum
Y////////. У/Л
у//,у,, У7У///////
a.
Unum
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессовой пайки деталей | 1987 |
|
SU1546219A1 |
| Способ пайки трением | 1976 |
|
SU596390A1 |
| СПОСОБ БЕСКОНТАКТНОЙ ПАЙКИ АНТЕННО-ФИДЕРНЫХ УСТРОЙСТВ | 2016 |
|
RU2675674C2 |
| Способ изготовления составного инструмента | 1975 |
|
SU596400A1 |
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
| СПОСОБ ПАЙКИ ЭЛЕКТРОСОПРОТИВЛЕНИЕМ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ С ДЕРЖАТЕЛЯМИ | 2008 |
|
RU2379165C1 |
| Способ капиллярной пайки деталей | 1989 |
|
SU1639901A1 |
| Способ пайки электросопротивлением | 1988 |
|
SU1558588A1 |
| Способ пайки электросопротивлением | 1990 |
|
SU1745449A1 |
| СПОСОБ ПАЙКИ СВЕТОВЫМ ЛУЧОМ | 1995 |
|
RU2082570C1 |
Изобретение относится к области пайки, в частности к способам пайки на.члее точных соединений с локальным нагревом, и может быть использовано в электротехни ческой и радиоэлектронной промьииленности Для повышения качества паяных соединений тонколистовых деталей в обеих деталях вы полняют соосные отверстия. Диаметр отверстия в нижней детали составляет 0,2- 0,5 диаметра отверстия в верхней детали. Пр(1- изводят локальный нагрев через большее отверстие. После этого в отверстие вводят до зу расплавленного припоя. Локальный нагрев может быть осушествлен электрической дугой обратной полярности. Образованное ступенчатое отверстие обеспечивает равномерный нагрев, очистку паяемых кромок. Использование дуги обратной полярности исключает применение флюсов. 1 з.п.ф-лы, 1 ил. (С (Л
| Способ дуговой пайки | 1980 |
|
SU910379A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ пайки тонколистовых деталей | 1973 |
|
SU508349A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
