Изобретение относится к области пайки, в частности к способам пайки легкоплавкими припоями в среде защитного газа.
Известен способ пайки, при котором . в зону пайки вносят легкоплавкий припой в виде капли, которую образуют струей нагретого газа, направленного на твердый припой в виде проволоки, подводимой вертикально относительно j. зоны пайки 1. Такой способ применим только при нанесении припоя на тонкие металлические пленки.
Известен способ дуговой сварки и наплавки, при котором на нагретую до ,j определенной температуры поверхность изделия наносят дозированное количество присадочного материала, причем образовавшуюся на торце электрода каплю расплавленного металла охлажда- jg ют приближением ее к охлаждаю.щему мундштуку, а после достаточного прогрева основного изделия охлаждение капли прекращают, перемещая ее от
мундштука в область дуги, вследствие чего капля быстро перегревается,силы поверхностного натяжения становятся меньше массовых и капля переходит на изделие 2.
Такой способ неприменим для пайки достаточно массивных изделий присадочными материалами в виде легкоплавких припоев, поскольку за время, необходимое для разогрева зоны пайки, капля успевает перегреться до такой степени, что массовые силы преобладают над поверхностными несмотря на охлаждающий мундштук и капля переходит а зону пайки до прекращения горения дуги. Как правило, это ведет к ухудшению качества пайки вследствие сильного перегрева капли, выгоранию припоя, увеличению длительности контактирования твердой и жидкой фаз..
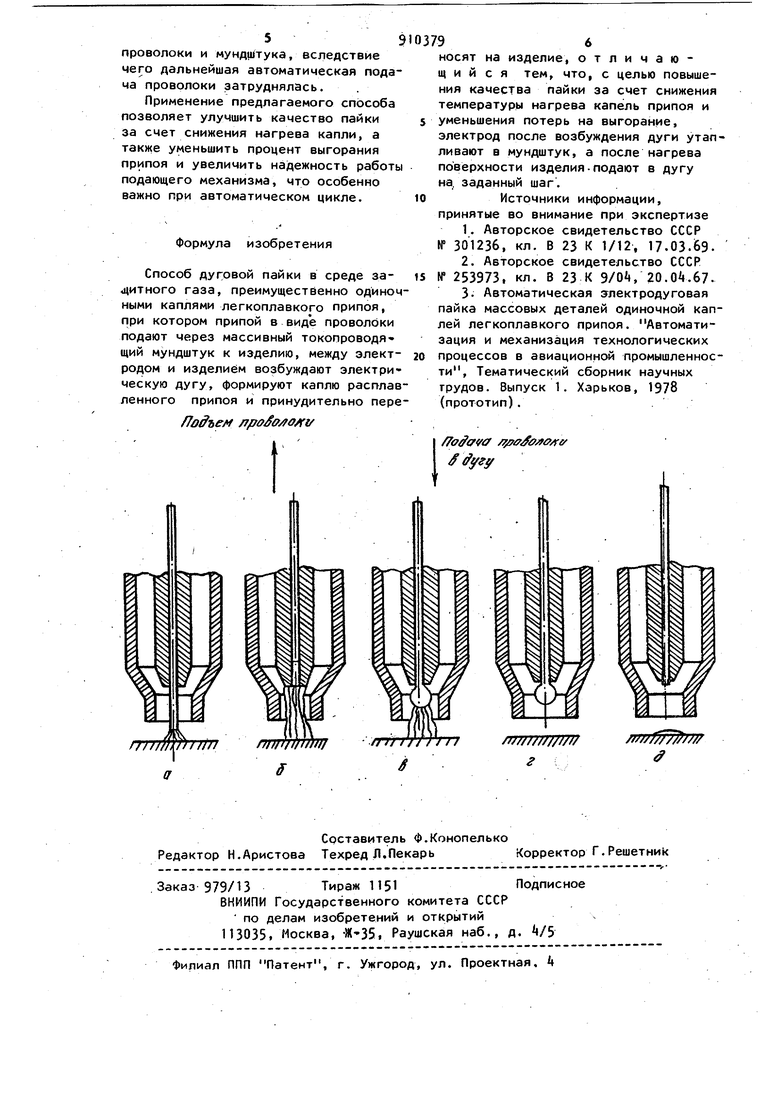
Известен способ дуговой пайки а среде защитного газа одиночной кап лей легкоплавкого припоя, при котором припой в виде проволоки подают через массивный токопроводящии мундштук к изделию, между электродо и изделием возбуждают электрическую дугу, у торца токоподводящего мундштука формируют каплю расплавленног припоя и принудит.ельно, с помощью импульсной газодинамической силы, переносят в зону пайки ГЗ Однако описанный способ также не применим для пайки относительно мас сивных изделий, так как за время, н обходимое для разогрева изделия, ка ля успевает перегреться, несмотря н охлаждающий мундштук .так, что она преждевременно переходит в зону пай ки. Это ведет к снижению качества пайки вследствие сильного перегрева припоя и к увеличению его потерь на выгорение и разбрызгивание:. Кроме этого, поскольку дуга еще некоторое время до выключения горит, между выступающим из мундштука остатком проволоки после отделения капли npd исходит его сильное оплавление, при чем возможно охватывание припоя с мундштуком. В результате этого повторная подача проволоки механизмом подачи ст новится затруднительной, а иногда и невозможной. Целью изобретения является улуйшение качества пайки за счет снижения температуры нагрева капель припо и уменьшение потерь на выгорание. Поставленная цель достигается тем, что в известном способе после возбуждения дуги между изделием и электродной проволокой электродную проволоку поднимают так, что ее не успевший расплавиться торец утаплива ется в мундштук. При этом дуга перебрасывается на мундштук и продолжает гореть между мундштуком и изделием. После достаточного прогрева изделия в дугу подают на определенный шаг припой, который, плавясь, образует каплю. С образованием капли заданной массы дугу выключают, а каплю принудительно переносят на изделие. На чертеже приведены стадии (а,б, в,г,д) нанесения капли легкоплавкого припоя. с помощью подающего механизма (на чертеже не показан) к изделию подают припой в виде электродной прр волоки и между проволокой и изделием возбуждают электрическую дугу (q). Как только произошло возбуждение электрической дуги, проволоку поднимают так, что ее не успевший расплавиться за короткое время торец утапливается в тело мундштука, при этом дуга перебрасывается на мундштук и продолжает гореть между изделием и мундштуком (5). После достаточного нагрева поверхности изделия в дугу подают Проволоку на заданный шаг (б). С образованием капли определенной массы дугу выключают, а каплю сбрасывают с торца проволоки, например,импульсной газодинамической силой (i,) . В позиции 8 показана капля, перенесенная в зону пайки. Пример. Проводилась дуговая пайка в среде аргона магнитопроводов к стальному медному корпусу электромагнитного реле РЭН-33 припрем ПСрОС 3,5 {температура плавления 220-22 С) в виде проволоки диаметром 1, 2 мм. Масса капли при этом составляет 80 мг. Ток в дуге был равен 8-10 А при напряжении 20-25 В. Проволока подавалась к изделию и между проволокой и изделием возбуждалась электрическая дуга. После возникновения дуги проволока поднималась так, что ее неуспевший расплавиться торец утопал в мундштуке. При этом дуга перебрасывалась на мундштук и устойчиво горела между мундштуком и изделием. Расстоянием между мундштуком и изделием не превышало 8 мм. По истечении времени, достаточного для разогрева изделия, которое составляло 0,8-1 с, в дугу подавали на заданный шаг припой. До образования капли нужной массы и температуры требовалось 0,2-0,3 с. После этого дугу выключали, а каплю принудительно импульсной газодинамической силой переносили на изделие. Для сравнения при тех же параметрах процесса проволоку не убирали в мундштук при возбуждении дуги. Уже через 0, с капля под действием массовых сил вследствие перегрева переносилась на изделие. При этом наблюдается повышенный процент потерь припоя и сильное выделение копоти.Припой сильно перег15евался, что вело к снижению качества пайки. Кроме того, дуга, .продолжавшая гореть между изделием и оставшейся после отделения капли части проволоки, выступающей из мундштука, очень сильно его разогревала, что.приводипо к сцеплению
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки плавящимся электродом | 1986 |
|
SU1388226A1 |
| Способ электродуговой сварки и пайки | 1979 |
|
SU789255A1 |
| Способ пайки тонколистовых деталей | 1986 |
|
SU1371819A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ И НАПЛАВКИ | 1969 |
|
SU253973A1 |
| Устройство для электродуговой сварки плавящимся электродом в защитных газах | 1977 |
|
SU709295A1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2211123C1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ЭЛЕКТРОДУГОВОЙ ПАЙКИ И ПИСТОЛЕТ ДЛЯ ПАЙКИ | 2015 |
|
RU2607508C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ И СВАРКИ С КОМБИНИРОВАННОЙ ГАЗОВОЙ ЗАЩИТОЙ | 2006 |
|
RU2319584C1 |
| СПОСОБ ВИБРОДУГОВОЙ СВАРКИ С ПОДАЧЕЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2005 |
|
RU2301728C2 |
| Способ и система плазменной сварки плавящимся электродом | 2022 |
|
RU2792246C1 |
