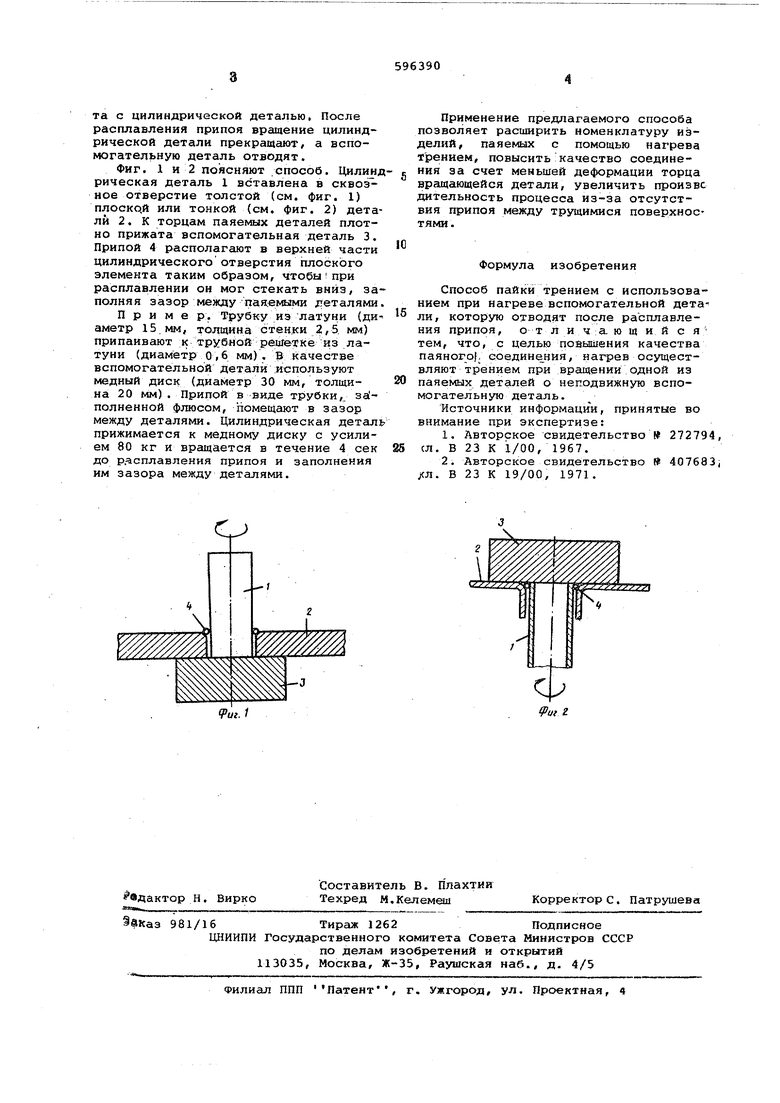
(54) СПОСОБ ПАЙКИ ТРЕНИЕМ та с цилиндрической деталью. После расплавления припоя вращение цилиндрической детали прекращают, а вспомогательную деталь отводят. Фиг. 1 и 2 поясняют способ. Цилинд рическая деталь I вставлена в сквоэг нов отверстие толстой (см. фиг. 1) плоско,й или тонкой (см. фиг. 2) детали 2. К торцам паяемых деталей плотно прижата вспомогательная деталь 3. Припой 4 располагают в верхней части цилиндрического отверстия плоского элемента таким образом, чтобы при расплавлении он мог стекать вниз, заполняя зазор между пая.емыми деталями Пример. Трубку излатуни (дИ аметр 15мм, толщина стенки 2/5. мм) припаивают к трубной peureTke из латуни (диаметр о,6 мм). Р качестве вспомогательной детали :используют медный диск (диаметр 30 мм, толщина 20 мм) . Припой в виде трубки,, за полненной флюсом, помещают в зазор между деталями. Цилиндрическая детал прижимается к медному диску с усилием 80 кг и вращается в течение 4 сек до рдсплавления припоя и заполнения им зазора между деталями. Применение предлагаемого способа позволяет расширить номенклатуру изделий, паяемых с помощью нагрева трением, повысить качество соединения за счет меньшей деформации торца вращающейся детали, увеличить произвс дительность процесса из-за отсутствия припоя между трущимися поверхностями . Формула изобретения Способ пайки трением с использованием при нагреве вспомогательной дета-ли, которую отводят после расплавления припоя, о т л и ч :а ю щ и и с я тем, что, с целью повышения качества паяного / соедине ния, нагрев осуществляют трением при врсидении одной из паяемых деталей о неподвижную вспомогательную деталь. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство № 272794, (Л. В 23 К 1/00, 1967. 2.Авторское свидетельство № 407683; /л. В 23 К 19/00, 1971.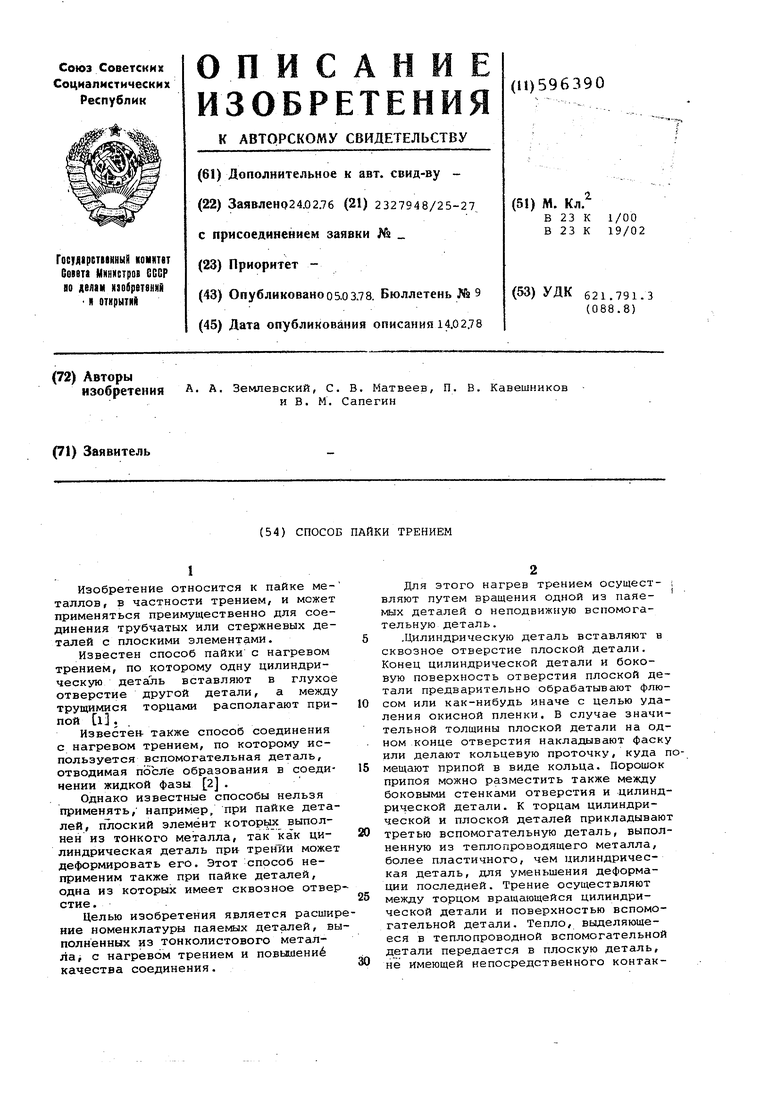
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ ПЛАСТИН С ОТВЕРСТИЕМ К ДЕТАЛЯМ ТРУБЧАТОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2796904C1 |
| Способ бесфлюсовой пайки титана и его сплавов с алюминием и его сплавами | 1987 |
|
SU1551482A1 |
| Способ капиллярной пайки деталей | 1989 |
|
SU1639901A1 |
| СПОСОБ ПАЙКИ ТРУБ | 1998 |
|
RU2156183C2 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ ТИТАНА И СТАЛИ | 2010 |
|
RU2443521C1 |
| Способ пайки силовых полупроводниковых приборов | 2016 |
|
RU2641601C2 |
| Устройство для пайки | 1987 |
|
SU1586864A1 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ С ЖАРОПРОЧНЫМИ СТАЛЯМИ И СПЛАВАМИ | 1996 |
|
RU2101146C1 |
| Способ подготовки образца нахлесточного паяного соединения к испытанию | 1988 |
|
SU1608025A2 |
| Способ пайки деталей с неравномерными широкими зазорами | 1981 |
|
SU988478A1 |
Риг.1
