со
00
IND
Изобретение предназначено для исноль- зования в сварочном производстве при автоматизации управления циклами работы оборудования, в частности при дуговой сварке и нап.1авке.
Целью изобретения является рас1иирение функциональных возможностей устройства управления с применением микроконтроллера, что позволит оперативно вме1пивать- ся в техно.-|огический процесс без изменения записанной программы.
При управлении, например, установкой наплавки клапанов дви|-ателей впутрен- пего сгорания возникает необходимость изменять технологические интервалы времени между цик.|ами с помощью задатчика, а не путем nepenpoi раммирования.
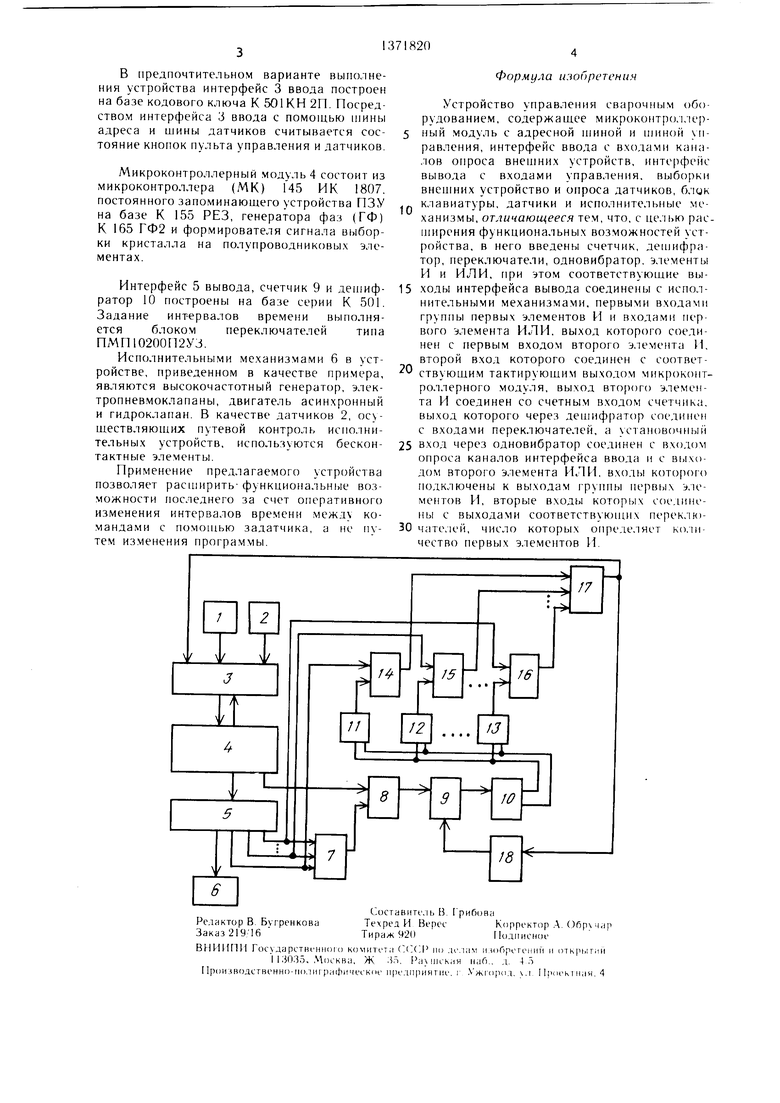
На чертеже представлена структурная схема устройства.
Устройство содержит пульт I управлении и датчики 2, которые через иитер- (})ейс ,Ч ввода подключены к входам .микро- Kotn |к).1лерно|-о мод,1Я 4 посредство.м njn- датчиков и тины адреса, а тина управления подк.1К)че11а к интерфейсу 5 вывода, выходы KOTopoi o соединены с исгихлиитель- иыми механизмами 6 и с входами эле.мен- га ПЛИ 7, выход которого соединен входом :.1емента И Я. Выход микроконтроллерпого модуля соединен также со счетчиком 9 че- |Н з si.icMeHT И 8, а выход счетчика соединен с деп1И()агором К), выходы KOTOpoio подключены к перек, 1ючате/1ям 1 1 - 13. Выходы носледпих соединены с вторыми входами -,1емент()м И 14 Ifj, первые входы кото- |)ь; соединены с соответствующими входами иптс)(|1ейса 5 вывода. Выходы лемен- гов И 14 l(i сос динены с входами чле- менга И,Ч И 17, выход которого через одно- виб)атор 18 соединен с установочным входом счетчика 9 и с входом интерфейса 3 |ик)да. Хл руктурная схема предлагаемого чч тройства не изменяется при различньгх видах анктматической дуювой сварки и на- п.1анки, iiaiifMiMcp сварке иод ф.люсо.м п. 1авяп1имся . 1ектр()Д().м, при .сварке плавящимся :(лекг)()Д()м в .tanuiTHO.M газе, при на- H.iaisKe клапанов .чвигатсмей BHXTpenfieio сгорания и г. д.
О|.1ичаются .1ИИ1Ь количество и тип испол- ниге. |ьных механизмов и переключателей ременных интерва,1ов при постоянстве про- г)а.ммы .1,1я каждого конкретного случая сварки, (иписанно11 в ИЗУ микрокоитро,- лера.
F- ассмотрим работ) предлагаемого устройства у11рав, 1ения при наплавке к.лапапов двигателей внутреннего) сгорания способом намораживания.
Иерек.-1К)чатели И 13 устанавливают требуемые интервалы времени: t| - время нагрева заготовки клапана с кольцом при одном напряжении на индукторе; ti.) - то же, при другом напряжении на индукторе; t.i го же. при третьем напряжении на индук5
трре. Иосле нажатия на пульте 1 управления кнопки «Пуск микроконтроллерный модуль 4 анализирует состояние датчиков 2, инфор- .мация о состоянии которых через интер- 5 фейс 3 ввода считывается посредством шины датчиков. В случае готовности исполнительных механизмов микроконтроллерный модуль 4 через интерфейс 5 вывода выдает код управления согласно записанной программе. Одновременно с выдачей кода управления 0 на входе элемента ИЛИ 7 появляется уровень логической «1, который поступает па вход элемента И 8 и разрешает прохождение и.мпульсов времени с соответствующего выхода микроконтроллерного модуля 4 5 через элемент И 8 на вход ечетчика 9. Цифровой код с выхода счетчика 9 поступает на вход дешифратора 10, соответствующие выходы которого подключены параллельно к входам переключателей 11 - 13.
При совпадении цифрового кода с выхода 0 дешифратора 10 с кодом, установленным на переключателе 11, на выходе последнего появляется уровень лог. «1, который поступает на элеме 1Т И 14. На второй вход элемента И 14 поступает уровень лог. «1 с соответствующего выхода интерфейса 5 вывода. Следовательно, на выходе элемента И 14 ноявляется уровень ;ior. «1, который через элемент ИЛИ 17 поступает на вход одно- вибратора 18 и через интерфейс вывода 3 посредством 1пины датчиков - на вход микроконтроллерного модуля 4.
Одновибратор 18 устанавливает счетчик 9 в нулевое состояние, а .микрокон- гроллерный модуль 4 выдает новый код управления исполнительны.ми механиз.мами 6. На вход счетчика 9 через элемент И 8 снова поступают импульсы с соответствующего выхода микроконтроллерного модуля 4.
При совпадении цифрового кода с выхода дешифратора 10 с кодом, установленным на переключателе 12, на выходе последнего появ.1яется уровень лог. «I, который поступает на э.лемент И 15.
С выхода элемента и 15 через элемент ИсЧИ 17 сигна. ло1 «1 поступает через интерфейс 3 ввода на вход микроконтроллерного модуля 4, который выдает новый код управления согмасно записанной программе и т.д.
Кроме того, интервалы времени ti, i-, t), t,, („ в обшем случае могут следовать в любой последовательности. Возможен алгоритм ра- 0 боты сварочного оборудования, при котором включение одних исполнительных механизмов обусловлено временем (,, а других- состоянием датчиков 2.
Таким образом, предлагаемое устройство управления может работать по программе, 5 которая записана в ПЗУ микроконтроллера, а также позволяет задавать требуемые интервалы времени, не изменяя программы, с помощью одного счетчика импульсов.
0
5
0
5
В предпочтительном варианте выполнения устройства интерфейс 3 ввода построен на базе кодового ключа К 501КН 2П. Посредством интерфейса 3 ввода с помощью тины адреса и шины датчиков считывается состояние кнопок пульта управления и датчиков.
Микроконтроллерный модуль 4 состоит из микроконтроллера (МК) 145 ИК 1807. постоянного запоминающего устройства ПЗУ на базе К 155 РЕЗ, генератора фаз (ГФ) К 165 ГФ2 и формирователя сигнала выборки кристалла на полупроводниковых элементах.
Интерфейс 5 вывода, счетчик 9 и дешифратор 10 построены на базе серии К 501. Задание интервалов времени выполняется блоком переключателей типа ПМП10200П2УЗ.
Исполнительными механизмами 6 в устройстве, приведенном в качестве примера, являются высокочастотный генератор, элек- тропневмоклапаны, двигатель асинхронный и гидроклапан. В качестве датчиков 2, осу- и-1ествляющих путевой контроль исполнительных устройств, используются бесконтактные элементы.
Применение предлагаемого устройства позволяет расширить-функциональные воз- .можности последнего за счет оперативного изменения интервалов времени между командами с помощью задатчика, а не путем изменения программы.
Формула изопретения
Устройство управления сварочнЬ)1М оборудованием, содержащее микроконтроллер- нь|й модуль с адресной щиной и управления, интерфейс ввода с входами Katia- лов опроса внешних устройств, интерфейс вывода с входами управления, выборки внешних устройство и опроса датчиков, блик клавиатуры, датчики и исполнительные механизмы, отличающееся тем, что, с целью рас- 1лирения функциональных возможностей устройства, в него введены счетчик, де пифра- тор, переключатели, одновибратор. элементы И и ИЛИ, при этом соответствующие вы5 ходы интерфейса вывода соединены с исполнительными механизмами, первыми входами группы первых элементов И и входами первого элемента ИЛИ, выход которого соединен с первым входом второго элемента И. второй вход которого соединен с соответствующим тактирующим выходом микроко |т- ро, 1лерного модуля, выход второго элемента И соединен со счетным входом счетчика, выход которого через дешифратор соединен с входами переключателей, а устаповочньи
5 вход через одновибратор соединен с входом опроса каналов интерфейса ввода н с выходом второго элемента ИЛИ. входы которого подключены к выходам группы первых элементов И, вторые входы которых соединены с выходами соответствуклцих переключателей, число которых определяет коли0
0
чество первых элементов
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для присоединения проволочных выводов | 1991 |
|
SU1773643A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1988 |
|
SU1683244A1 |
| МИКРОКОНТРОЛЛЕРНЫЙ ИЗМЕРИТЕЛЬНЫЙ ПРЕОБРАЗОВАТЕЛЬ СОПРОТИВЛЕНИЯ В ДВОИЧНЫЙ КОД С ГЕНЕРАТОРОМ, УПРАВЛЯЕМЫМ НАПРЯЖЕНИЕМ | 2012 |
|
RU2502076C1 |
| УСТРОЙСТВО САНКЦИОНИРОВАНИЯ ДОСТУПА | 2004 |
|
RU2273712C2 |
| МИКРОКОНТРОЛЛЕРНАЯ СЕТЬ | 2007 |
|
RU2336556C1 |
| РЕГИСТРАТОР ПАРАМЕТРОВ АВАРИЙНЫХ СИТУАЦИЙ В ЭЛЕКТРИЧЕСКИХ СЕТЯХ ПОВЫШЕННОЙ ТОЧНОСТИ (ВАРИАНТЫ) | 2008 |
|
RU2376625C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СТАНКОМ | 2009 |
|
RU2420776C1 |
| Устройство управления мобильным кормораздатчиком | 1988 |
|
SU1530152A1 |
| Система автоматизированного вождения машинно-тракторных агрегатов | 1982 |
|
SU1060130A1 |
Изобретение относится к области обработки материалов сваркой и наплавкой и может быть иснользовано для программного управления сварочным оборудованием. Цель изобретения - расширение функциональных возможностей устройства управления, построенного на базе микроконтроллерного модуля, содержащего интерфейсы ввода и вывода, блок управления (клавиатуры) и датчики положения исполнительных механиз.мов сварочного обо рудования. В устройство управления введены счетчик, дешифратор, одновибратор. переключатели и логические элементы И и ИЛИ. Счетные импульсы с выхода микроконтроллерного модуля через элемент И поступают на вход счетчика. Цифровой код с выхода счетчика поступает на дешифратор, выходы которого подключены к переключателям, выполняющим роль задатчи- ков интервалов времени. При достижении заданного интервала времени на выходе одного из элементов И появляется сигнал, который через элемент ИЛИ и интерфейс ввода поступает по П1ине данны.х на вход микроконтроллера. Последний через интерфейс вывода выдает новый код управления исполнительными механизмами в зависимости от состояния датчиков. Путем оперативного изменения программ техис ло- гического процесса для различного, сварочного оборудования достигается высокий уровень унификации. 1 ил. сл
| Зайцев М | |||
| П | |||
| и Кулешов О | |||
| М | |||
| Средства автоматизации в оборудовании для дуговой сварки | |||
| - Л.; Энергия, 1975, с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Автоматическая сварка, 1973, № 6, с | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Л еханизация и автоматизация управления | |||
| Сборник | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
