1
со
00 Од
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцедержатель токарного станка | 1985 |
|
SU1337204A1 |
| Резцедержатель | 1982 |
|
SU1063579A1 |
| УСТРОЙСТВО ПРЕЦИЗИОННОГО ПЕРЕМЕЩЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2024 |
|
RU2835217C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОФИЛЯ БАНДАЖА КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ | 2019 |
|
RU2717756C1 |
| Устройство для обработки криволинейных поверхностей | 1981 |
|
SU984693A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Центровое устройство | 1985 |
|
SU1379009A1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2746316C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2737660C1 |
| Устройство для обработки некруглых отверстий | 1976 |
|
SU660782A1 |
Изобретение относится к станкостроению и может быть использовано в прецизионных станках для алмазного точения металлических зеркал. Цель изобретения состоит в повышении точности обработки за счет увеличения стабильности положения вершины резца. Резцедержатель выполнен в виде моноблока, в котором консоль 3, несущая резец 4, отделена от основания 1 сквозными прорезями 2, образующими податливые перемычки. В выемке 6 основания установлен пакет пьезокерамических пластин 7, взаимодействующий с торцом консоли. Прорези, отделяющие консоль от основания, выполнены состоящими из двух участков: V-образных в зоне расположения резца и прямолинейных, выходящих за выемку основания и параллельных оси пакета пьезокерамических пластин, закрепленных с помощью эластичного диэлектрика. В консоли между прорезями выполнено окно, в котором установлен винт, контактирующий с торцом резца, 2 з.п. ф-лы, 3 ил. Ш (Л
Фиг.1
Изобретение относится к станкостроению, а более точно к конструкциям резцедержателей прецизионных металлорежущих станков, где требуется осуществлять высокоточные управляемые перемещения резца, например, в станках для алмазного точения особоточных деталей металлооптики.
Целью изобретения является повышение точности обработки на металлорежущих станках сферических (асферических) металлических зеркал за счет увеличения стабильности положения верщины резца относительно основания при обработке партии деталей, к которым предъявляются жесткие требования по совпадению геометрии и предельно достижимой чистоты обрабатываемых поверхностей, в особенности в центральной части изделия, где под действием пакета пьезокерамических пластин производится отскок резца.
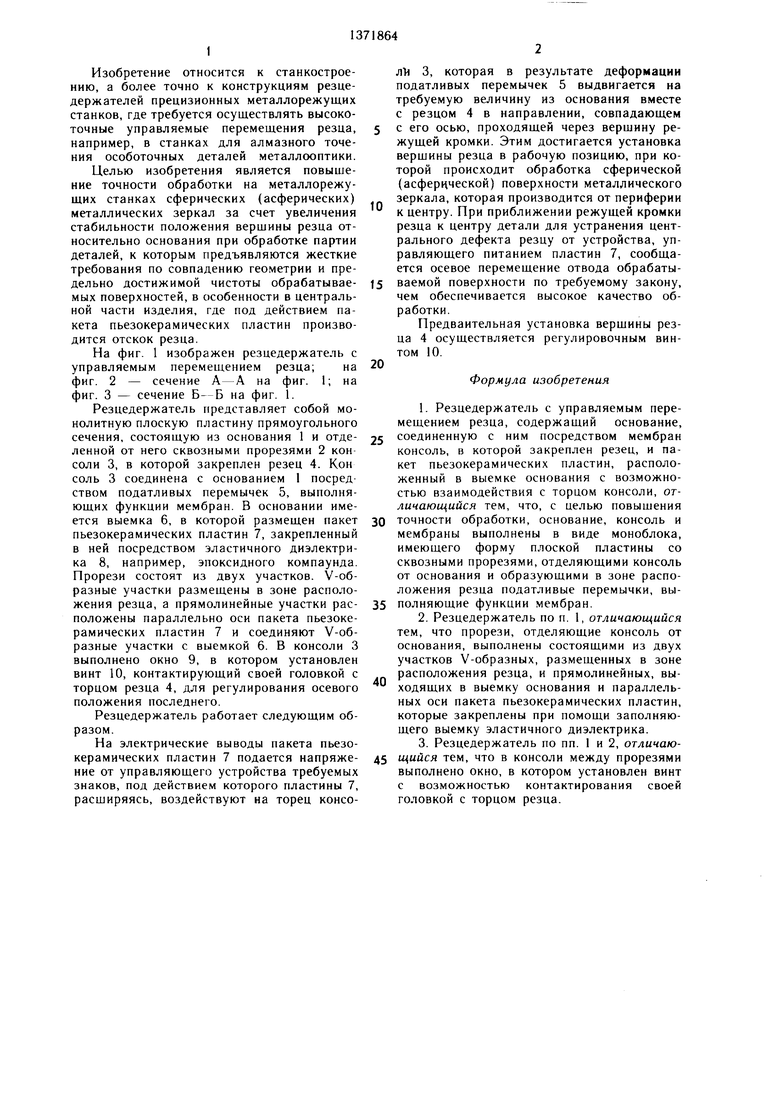
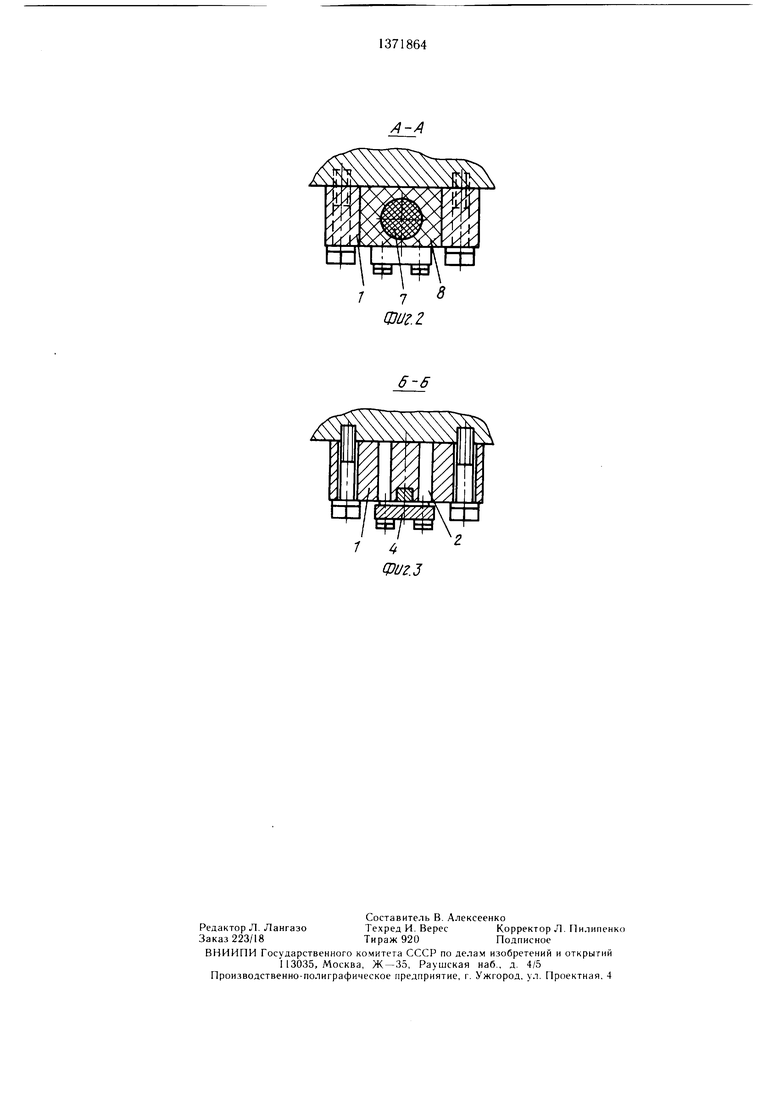
На фиг. 1 изображен резцедержатель с управляемым перемещением резца; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Резцедержатель представляет собой монолитную плоскую пластину прямоугольного сечения, состоящую из основания 1 и отделенной от него сквозными прорезями 2 кон соли 3, Б которой закреплен резец 4. Кон соль 3 соединена с основанием 1 посредством податливых перемычек 5, выполняющих функции мембран. В основании имеется выемка 6, в которой размещен пакет пьезокерамических пластин 7, закрепленный в ней посредством эластичного диэлектрика 8, например, эпоксидного компаунда. Прорези состоят из двух участков. V-об- разные участки размещены в зоне расположения резца, а прямолинейные участки расположены параллельно оси пакета пьезокерамических пластин 7 и соединяют V-об- разные участки с выемкой 6. В консоли 3 выполнено окно 9, в котором установлен винт 10, контактирующий своей головкой с торцом резца 4, для регулирования осевого положения последнего.
Резцедержатель работает следующим образом.
На электрические выводы пакета пьезокерамических пластин 7 подается напряжение от управляющего устройства требуемых знаков, под действием которого пластины 7, расширяясь, воздействуют на торец консол 3, которая в результате деформации податливых перемычек 5 выдвигается на требуемую величину из основания вместе с резцом 4 в направлении, совпадающем
с его осью, проходящей через вершину режущей кромки. Этим достигается установка верщины резца в рабочую позицию, при которой происходит обработка сферической (асферической) поверхности металлического зеркала, которая производится от периферии к центру. При приближении режущей кромки резца к центру детали для устранения центрального дефекта резцу от устройства, управляющего питанием пластин 7, сообщается осевое перемещение отвода обрабатываемой поверхности по требуемому закону, чем обеспечивается высокое качество обработки.
Предваительная установка верщины резца 4 осуществляется регулировочным винтом 10.
0
Формула изобретения
5 соединенную с ним посредством мембран консоль, в которой закреплен резец, и пакет пьезокерамических пластин, расположенный в выемке основания с возможностью взаимодействия с торцом консоли, отличающийся тем, что, с целью повышения
0 точности обработки, основание, консоль и мембраны выполнены в виде моноблока, имеющего форму плоской пластины со сквозными прорезями, отделяющими консоль от основания и образующими в зоне расположения резца податливые перемычки, вы5 полняющие функции мембран.
выполнено окно, в котором установлен винт с возможностью контактирования своей головкой с торцом резца.
0
| Резцедержатель | 1982 |
|
SU1063579A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
