/2
со
00х
о
Изобретение относится к обработке из-причем этот сигнал суммируется с сигнаделий абразивом, в частности к установ-лом датчика 11 привода 10. Таким обракам, работающим в составе гибких авто-зом учитываются размеры поверхности, подматических линий по отделке поверхностилежащей очистке. В случае отсутствия изпроката и изделий из него, и может быть5 делия под дробеметными аппаратами неприводные ролики 6 и 7 не вращаются и абразив в дробеметные аппараты не подается, таким образом предотвращается износ абразивом роликов конвейера, не закрытых изделиями. Если цеховой конвейер подает изделия для очистки непрерывным потоком, то цикл работы системы: неприводной ролик 5 - датчик 11 - привод 10 и неприводные ролики 6 и 7 - датчики 12 -
использовано на предприятиях машиностроения и металлургии.
Целью изобретения является повышение надежности работы и долговечности установки за счет уменьшения износа конвейера.
На чертеже приведена схема предлагаемой установки.
Установка представляет собой камеру 1, образующую рабочее пространство, установ10
водные ролики 6 и 7 не вращаются и абразив в дробеметные аппараты не подается, таким образом предотвращается износ абразивом роликов конвейера, не закрытых изделиями. Если цеховой конвейер подает изделия для очистки непрерывным потоком, то цикл работы системы: неприводной ролик 5 - датчик 11 - привод 10 и неприводные ролики 6 и 7 - датчики 12 -
регуляторы 3 расхода абразива будет непре- ленные на потолке камеры дробеметные ап- 5 рывным и очистка производится непрерывно, параты 2 с регуляторами 3 расхода абра-Неприводной ролик 8 вращается очищензива, конвейер 4, установленный под ка-ным изделием, сходящим с конвейера усмерой. Конвейер 4 состоит из непривод-тановки. Вращение этого ролика позволяет
ных роликов - ролика 5, расположен-сохранить скорость вращения приводных роного в начале конвейера (на входе в каме-ликов в случае прекращения вращения
ру), роликов 6 и 7, расположенных под 20 неприводного ролика 5. Это позволяет осво- дробеметными аппаратами (внутри камеры),бодить конвейер установки от очищенных
изделий. Привод 10 вращения роликов 9 отролика , расположенного в конце конвейера (на выходе из камеры). Остальные ролики 9 конвейера являются приводными с приводом 10. Неприводные ролики 5 и 8 соединены датчиком 1 1 скорости с приводом 10 приводных роликов 9. Неприводные ролики 6 и 7 соединены датчиками 12 расхода с регуляторами 3 расхода абразива дробемет- ных аппаратов 2. Датчики 12 расхода неключается после остановки роликов 5 и 8.
25
Таким образом, предлагаемая конструкция установки позволяет снизить затраты на эксплуатацию установки, связанные с ремонтом и восстановлением изношенных элементов конвейера, с уменьшением расхода электроэнергии, с уменьшением расхода на приводных роликов 6 и 7 связаны между со- зО абразив за счет yMehbUjeHHH количества бой и с датчиками 1 1 скорости непри-циклов его обращения,
водных роликов 5 и 8.
Установка работает следующим образом.Формула изобретения
Подводящий цеховой конвейер транспортирует изделие на очистку со скоростью V.Установка для обработки изделий абра- Изделие, переходя с цехового конвейера 35 зивом, содержащая камеру, дробеметные ап- на конвейер установки, сообщает эту ско- параты с регуляторами расхода абразива
и приводной роликовый конвейер, отличающаяся тем, что, с целью повьииения надежности и долговечности установки за счет уменьшения износа конвейера, она снабжена датчика.ми скорости и расхода, связанными .между собой, а у конвейера крайние ролики и ролики, расположенные под дробеметными аппаратами, выполнены непривод- пыми и соединены с упомянутыми дат- онр сообщает свою скорость неприводным д чиками, причем крайние ролики соединены рликам 6 и 7 и датчики 12 этих роликовс датчиками скорости, связанными с приводом конвейера, а остальные ролики - с датчиками расхода, связанными с регуляторами расхода абразива.
рость неприводному ролику 5 конвейера установки. Датчик 11 подает сигнал, величина которого соответствует скорости V, приводу 10 и происходит уравнивание скорости цехового конвейера и конвейера установки. В случае изменения -скорости подводящего конвейера происходит и изменение скорости конвейера установки 4. После входа изделия под дробеметпые аппараты 2
подают сигнал соответствующей величины на регуляторы 3 расхода абразива для подачи соответствующего количества абразива.
40
5 делия под дробеметными аппаратами непри10
водные ролики 6 и 7 не вращаются и абразив в дробеметные аппараты не подается, таким образом предотвращается износ абразивом роликов конвейера, не закрытых изделиями. Если цеховой конвейер подает изделия для очистки непрерывным потоком, то цикл работы системы: неприводной ролик 5 - датчик 11 - привод 10 и неприводные ролики 6 и 7 - датчики 12 -
ключается после остановки роликов 5 и 8.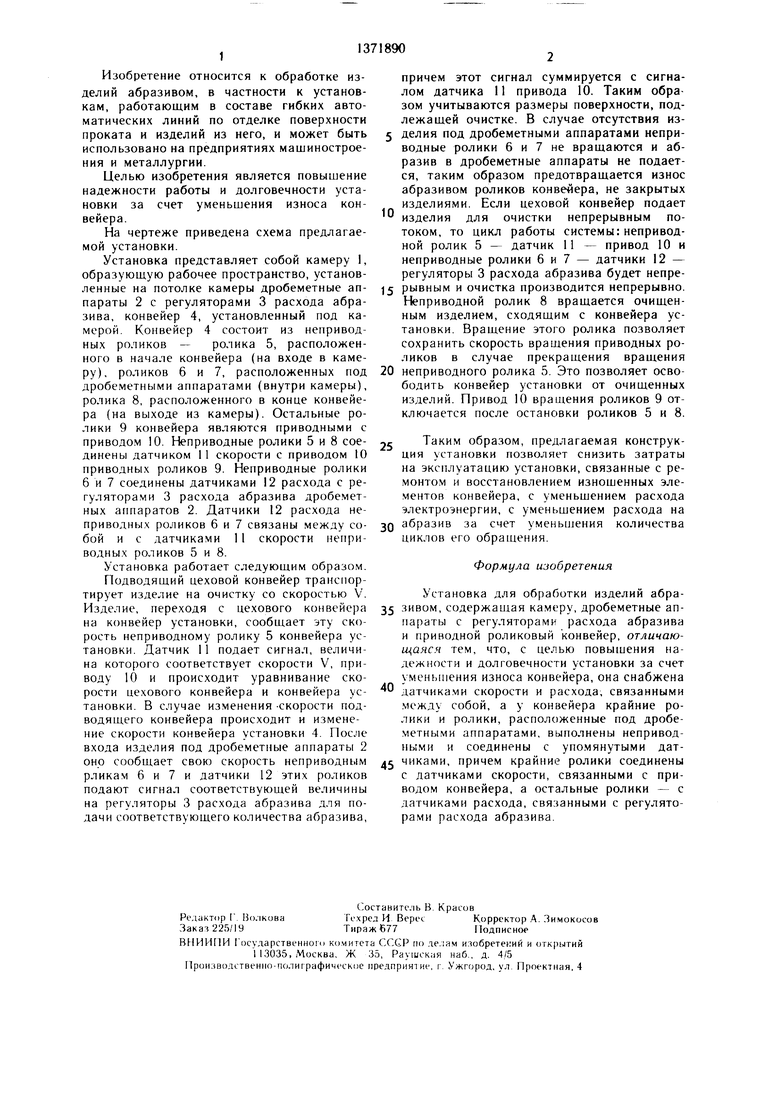
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывной дробеметной очистки заготовок | 1976 |
|
SU580107A1 |
| Устройство для сепарации и регулирования потока абразива | 1980 |
|
SU944905A1 |
| Способ абразивной очистки деталей | 1985 |
|
SU1321565A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ ПОТОКОМ АБРАЗИВНОГО МАТЕРИАЛА | 1991 |
|
RU2008181C1 |
| Установка для дробеметной очистки наружных поверхностей цилиндрических деталей | 1984 |
|
SU1229024A1 |
| УСТАНОВКА ДЛЯ ДРОБЕСТРУЙНОЙ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2022 |
|
RU2794311C1 |
| ДРОБЕМЕТНАЯ КАМЕРА ДЛЯ ОЧИСТКИ ЛИТЬЯ | 1973 |
|
SU373137A1 |
| Установка для обработки деталей дробью | 1981 |
|
SU952561A1 |
| Дробеметная камера непрерывного действия | 1986 |
|
SU1437202A1 |
| Установка для разгона ферромагнитной дроби | 1975 |
|
SU603569A1 |
Изобретение относится к обработке изделий абразивом, в частности к установкам, работающим в составе гибких автоматических линий по отделке поверхности проката и изделий из него, и может быть использовано на предприятиях машиностроения и метал. |ургии. Цель изобретения - повышение надежности работы и долговечности установки за счет уменьшения износа конвейера. Установка содержит рабочую камеру 1, на потолке которой установлены дробеметные аппараты 2 с pei ляг() 3 расхода абразива и роликовый конвейер -1, у которого крайние ролики 5 и 8 и ролики 6 и 7, расположенные под дробе- метными аппаратами 2, выполнены неприводными. Остальные ролики 9 конвейера являются приводными с приводом К) Неприводные ролики 5 и 8 соединены с датчиком II скорости, связанным с приводом 0 а ролики 6 и 7 соединены с датчиками 12 расхода, связанными с регуляторами 3 расхода абразива дробеметных аппаратов 2. Датчики 12 расхода непринод- ных роликов 6 и 7 связаны между собой и с датчиком 11 скорости неприводных роликов 5 и 8 В случае изменения ско рости подводящего цехового конвейера соответственно изменяется и скорость конвейера 4 установки, а ii)n отсутствии изделия под дробеметными аппаратами 2 подача абразива к ним прекращается, что исключает износ роликов конвейера абраз.чвом. 1 ил. Ф сл
| Способ управления автономным самовозбуждающимся инвертором тока | 1987 |
|
SU1515296A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
