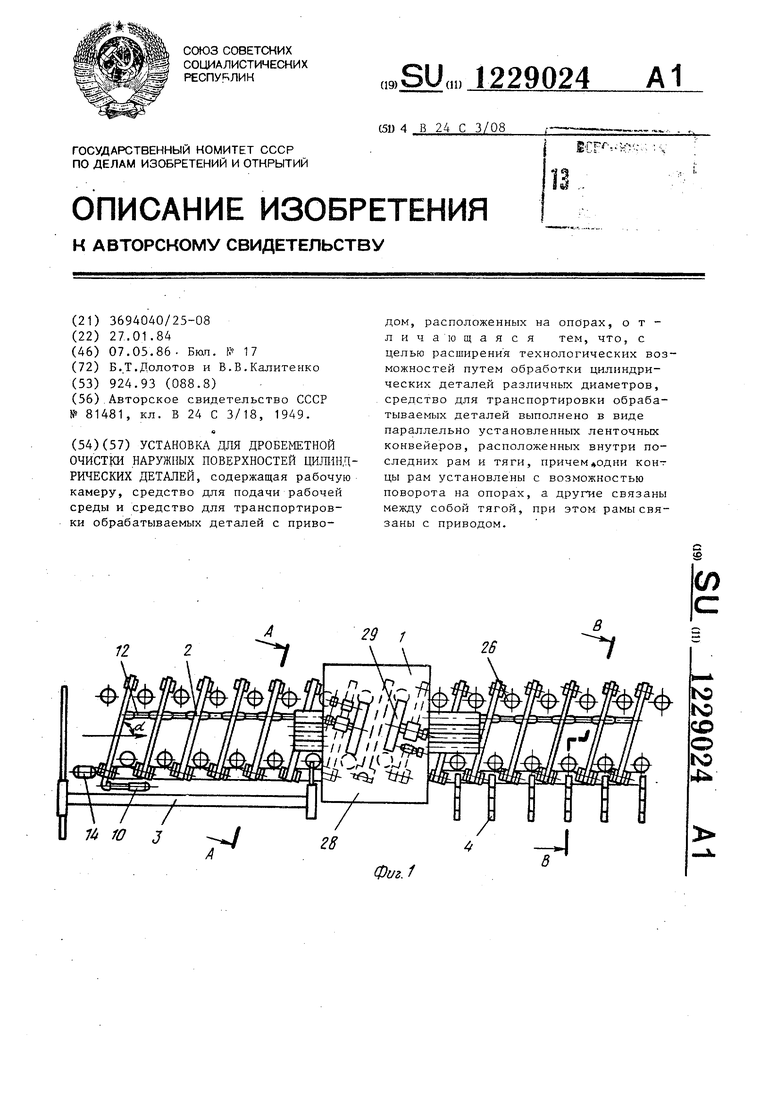
Изобретение относится к области пескоструйной обработки металлов, а именно к устройствам дробеметной/ очистки наружной поверхности длинномерных цилиндрических деталей типа труб и штанг.
Цель изобретения - расширение технологических возможностей путем обработки цилиндрических деталей различных диаметров.
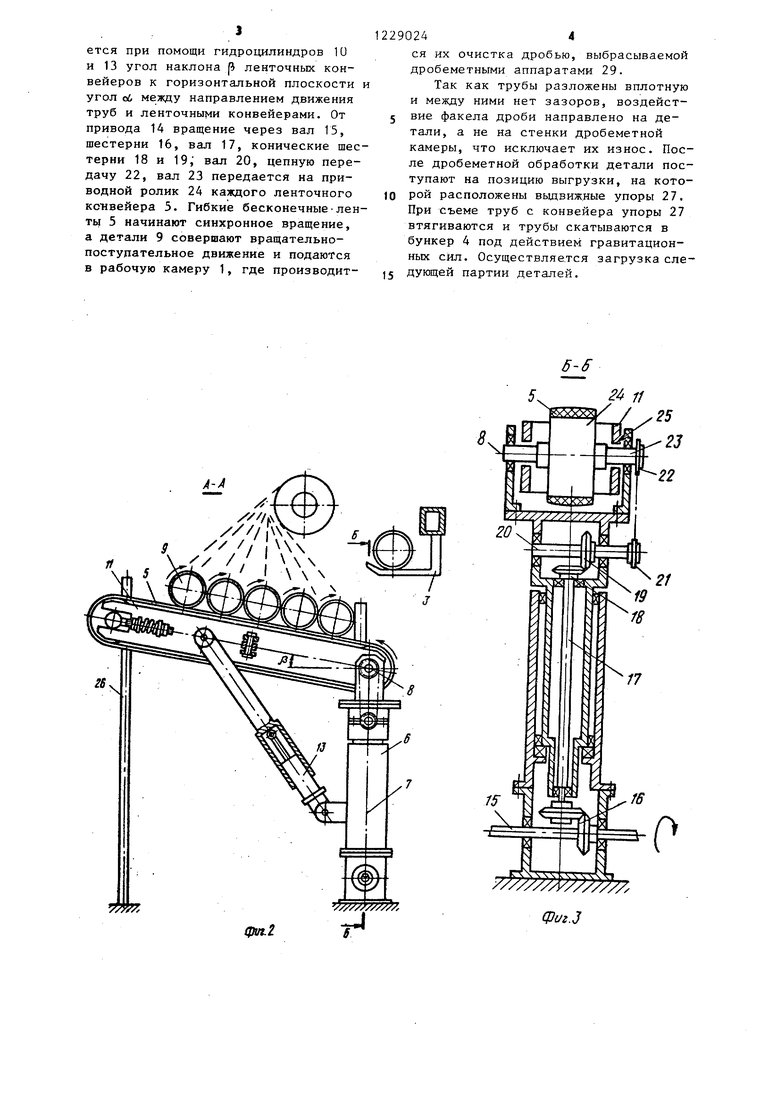
На фиг. 1 изображена установка для очистки наружных поверхностей цилиндрических деталей, вид сверху,- на фиг. 2 - сечение А-А на фиг. 1; на
фиг. 3 - сечение Б-Б на фиг..2, на фиг.4 - 15 вейеров 5 вокруг вертикальных осей
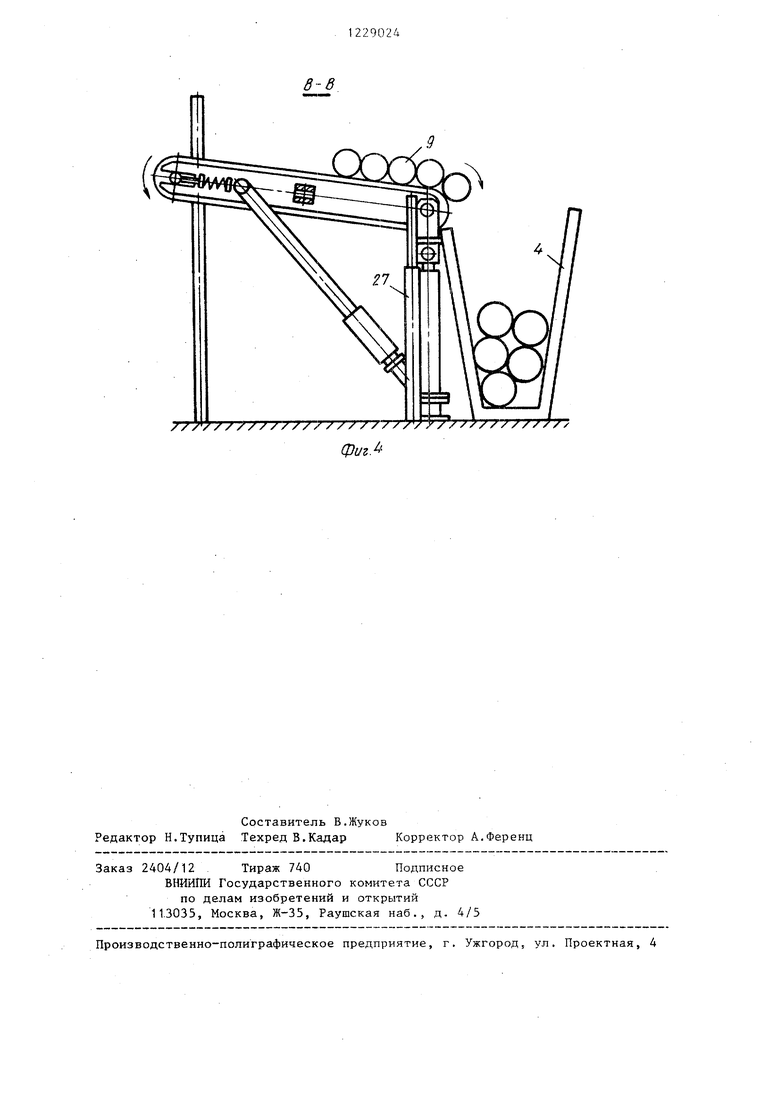
сечение В-В на фиг. 1.
Установка содержит дробеметную камеру 1, средство 2 для вращения и перемещения, изделий, проходящее через камеру 1, устройство 3 загрузочное и бункер Д.Механизм 2 вращения и перемещения изделий-выполнен в виде нескольких параллельно расположенных бесконечных гибких транспортных лент 5, представ- ляющих собой, например, ленточные конвейеры, установленные на опорах 6 с возможностью поворота вокруг вер- тикальной оси 7 и горизонтальной оси 8.
Каждый ленточный конвейер 5 установлен под углом oi к направлению движения деталей 9, при этом для обеспечения вращения и поступательного перемещения деталей угол должен удовлетворять следующему условию:
d arctg
I. D
MB
(1)
где В - ширина факела дроби; D - диаметр изделия, М - коэффициент перекрытия факелом дроби поверхности пакета деталей, которьм зависит от типа дробеметного аппарата, прочности сцепления окалины с металлом и может быть установлен в диапазоне 0,5-0,9.
Для обеспечения устойчивого движения изделий и их раскатки в один слой ленточный конвейер 5 наклонен к горизонтальной плоскости на угол р, который определяется с учетом диаметра деталей, коэффициента трения между бгсконечнын элементом и деталями.
При минимальном значении угла р наблюдается минимальное трение скол12290242
жения изделий по поверхности гибких бесконечных элемен гов, а также между деталями и, соответственно, минимальный износ рабочей поверхности 5 ленточного конвейера. Угол jb следует принимать с учетом неравенства
р г arctg
2k D
(2)
где k - коэффициент трения качения изделий по поверхности элемента,
D - диаметр изделия. Синхронньй поворот ленточных кон
7 осуществляется гидроцилиндром 10, который кинематически связан с одной из рам 11 ленточных конвейеров. Рамы 11 шарнирно соединены тягой 12 между собой.
Изменение угла наклона лент 5 в горизонтальной плоскости осуществляется от гидроцилиндров 13, установленных на опорах 6.
Ленточные конвейеры имеют привод 14, с которым соединен вал 15, кинематически связанный через шестерни 16, вал 17, конические шестерни 18 и 19, вал 20, звездочку 21 цепной передачи, цепную передачу 22 и вал 23 с приводным роликом 24. На ролике 24, имеющем выпуклую форму, установлен гибкий бесконечный элемент, имеющий за счет формы ролика 24 также выпуклую наружную поверхность, которая позволяет свободно заходить на его наружную поверхность деталям, перемещающимся по конвейеру. На валу 23 устанавливается в подшипниках 25 скольжения рама 11, имеющая возможность поворота относительно вала 23.
Между ленточными конвейерами расположены неподвижные упоры 26 и под- вижные упоры 27, вьшолненные в виде вертикально установленных гидроцилиндров деталей и предназначенные для предотвращения скатывания деталей 9 при их транспортировке. Очистка деталей осуществляется в рабочей камере 28, снабженной дробеметными аппаратами 29.
Установка работает следующим образом.
Загрузочное устройство 3 опускает между рядами упоров 26 и 27 партию деталей 9 (например, труб) заданного диаметра, для которого устанавливается при помощи гидроцилиндров 10 и 13 угол наклона р ленточных конвейеров к горизонтальной плоскости и угол OU между направлением движения труб и ленточными конвейерами. От привода 14 вращение через вал 15, шестерни 16, вал 17, конические шестерни 18 и 19; вал 20, цепную передачу 22, вал 23 передается на приводной ролик 24 каждого ленточного кс-нвейера 5. Гибкие бесконечные-ленты 5 начинают синхронное вращение, а детали 9 совершают вращательно- поступательное движение и подаются в рабочую камеру 1, где производит229024
ся их очистка дробью, выбрасываемой дробеметными аппаратами 29.
Так как трубы разложены вплотную и между ними нет зазоров, воздейст- 5 вие факела дроби направлено на детали, а не на стенки дробеметной камеры, что исключает их износ. После дробеметной обработки детали поступают на позицию выгрузки, на кото- 10 рой расположены выдвижные упоры 27. При съеме труб с конвейера упоры 27 втягиваются и трубы скатываются в бункер 4 под действием гравитационных сил. Осуществляется загрузка сле- ,5 дующей партии деталей.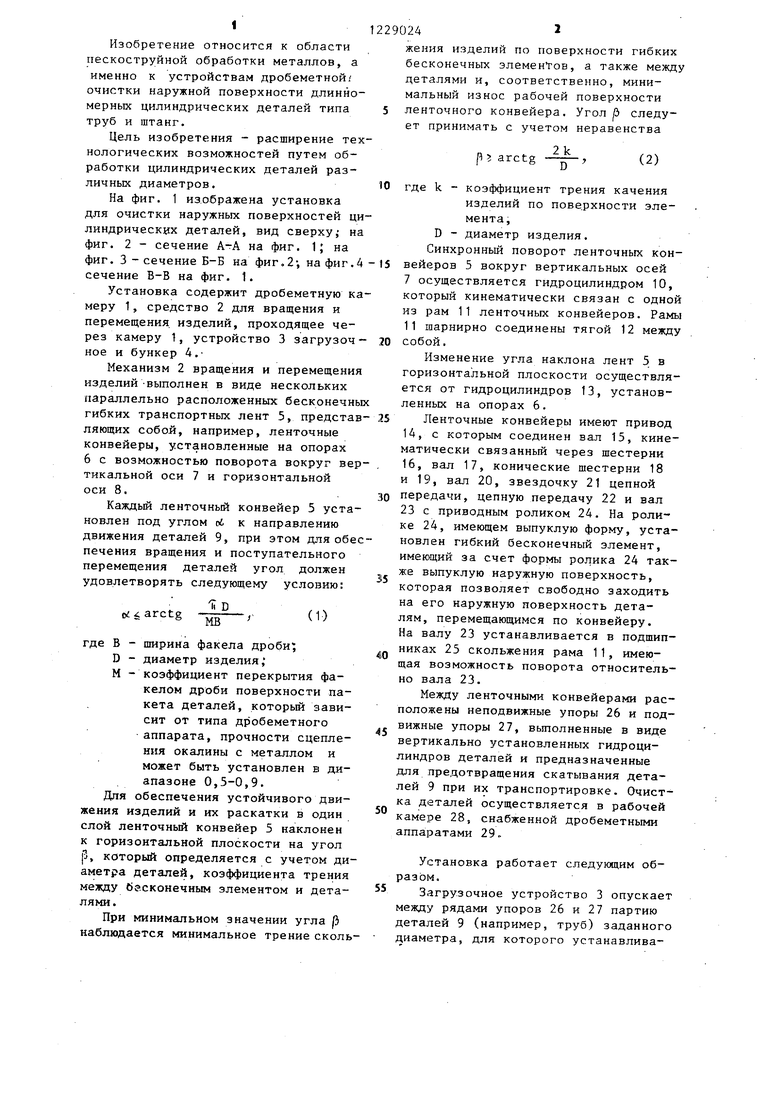
| название | год | авторы | номер документа |
|---|---|---|---|
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| Дробеметная камера периодического действия | 1988 |
|
SU1645119A1 |
| Дробеметная установка для очистки наружной поверхности цилиндрических изделий | 1986 |
|
SU1433779A1 |
| ДРОБЕМЕТНАЯ УСТАНОВКА | 1969 |
|
SU234096A1 |
| Автоматическая линия для изготовления пружин | 1980 |
|
SU929403A1 |
| УСТАНОВКА ДЛЯ Очистки ДРОБЬЮ Анодных штыйЕй | 1972 |
|
SU345234A1 |
| Дробеметная установка для упрочнения деталей | 1988 |
|
SU1801729A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДРОБЕМЕТНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU301265A1 |
| Дробеметный аппарат с магнитным удержанием дроби | 1976 |
|
SU625913A1 |
| СУШИЛКА РОЛИКОВАЯ СЕКЦИОННАЯ С СОПЛОВЫМИ КОРОБАМИ, ПРИВОДОМ И МЕХАНИЗМАМИ ЗАГРУЗКИ И ВЫГРУЗКИ С ЛЕНТОЧНЫМ КОНВЕЙЕРОМ | 2009 |
|
RU2430004C1 |
А-Л
/f
////л ////
/V/i V
фп.2
2 11
фиг.З
8-8
/ / / / / / / //// /////// / / /у/ /
| Способ и станок для обработки насосных штанг дробью | 1949 |
|
SU81481A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| о | |||
