Настоящее изобретение относится к устройствам для автоматической дуговой -приварки штуцеров к барабану котла, содержащим сварочную головку с механизмами подачи электрода и вращения ее вокруг штуцера, корпус с опорами для установки его на барабан и копир, повторяющий форму свариваемого шва.
Предлагаемое устройство отличается от известных тем, что сварочная головка выполнена двухэлектродной, а ее мундштуки расположены с двух сторон от привариваемого щтуцера.
Такое выполнение устройства позволяет повысить производительность при сварке двухслойных швов.
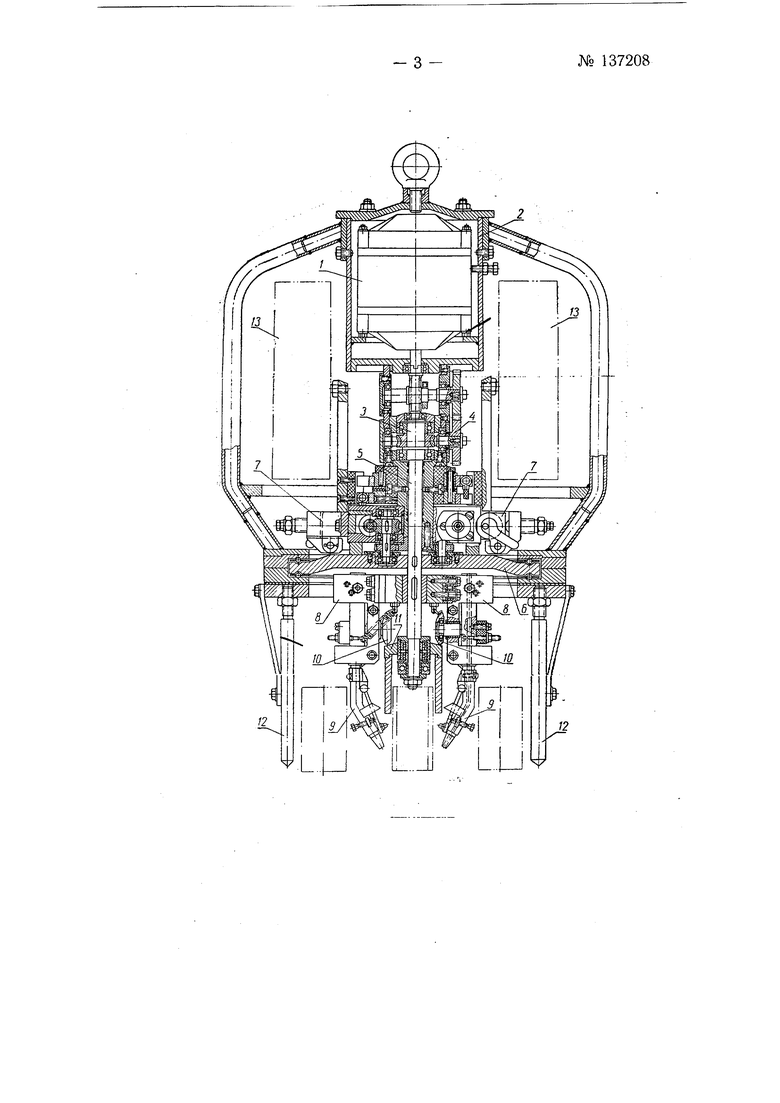
Ниже изображено предлагаемое устройство. Устройство имеет электродвигатель /, установленный в гильзе 2, и двухступенчатый редуктор 3 со сменными шестернями 4. На выходной вал 5 редуктора нйсажена тарелка 6, на которую опираются левый и правый механизмы 7 для подачи электродной проволоки. В держателях 8 укреплены мундштуки Я через которые в зону сварки подается электродная проволока. Мундштуки с электродной проволокой могут поворачиваться вокруг свариваемого штуцера посредством роликов 10, перемещающихся по копиру //.
В процессе сварки устройство опирается на барабан котла опорами 12. Электродная проволока подается к мундштукам с катушек 13.
Устройство подвешивается на специальной каретке-пневмоподъемника и может -перемещаться вдоль барабана котла в вертикальном направлении.
После установки устройства на привариваемый штуцер регулируется положение электродов, а затем засыпается флюсом место сварки 1яда штуцеров и нажатием кнопки на пульте управления, устройство пускается в ход. При этом осуществляется приварка первого штуцера к барабану.
№ 137208- 2 Для приварки последующих штуцеров достаточно поднять устройство пневмоподъемником, передвинуть его на каретке до следующего штуцера и вновь пустить в ход.
Электродвигатель / обеспечивает вращение механизмов подачи электродной проволоки и подачу ее в зону сварки независимо от количества мупдщтуков с электродами. Описываемое устройство имеет два механизма для подачи электродной проволоки; однако в зависимости от диаметра штуцеров число таких механизмов может быть увеличено.
Устройство за одия оборот мундштука обеспечивает двухслойную сварку, то есть при прохождении первой половины окружности каждый электрод приваривает штуцер первым слоем, а при прохождении второй половины окружности штуцера процесс сварки ведется поверх первого слоя по затвердевшему, но не остывШему шлаку. Таким образом осуществляется качественная двухслойная сварка, не требующая после каждого слоя прерывать сварку для удаления затвердевшего шлака и зачистки в процессе сварки.
П|редмет изобретения
Устройство для автоматической дуговой приварки штуцеров к барабану котла, содержащее сварочную головку с механизмами подачи электрода и вращения ее вокруг штуцера, «орпус с опорами для установки его на барабан и копир, повторяющий форму свариваемого шва, отличающееся тем, что, с целью повышения производительности при сварке двухслойных швов, сварочная головка выполнена двухэлектродной, а ее мундштуки расположены с двух сторон от привариваемого штуцера.
| название | год | авторы | номер документа |
|---|---|---|---|
| АППАРАТ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ ШТУЦЕРОВ С БАРАБАНОМ (ИЛИ КОЛЛЕКТОРОМ) КОТЛА | 1949 |
|
SU85472A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ШТУЦЕРОВ К ЦИЛИНДРАМ БОЛЬШОГОДИАМЕТРА | 1966 |
|
SU184374A1 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| Устройство для сварки криволинейных замкнутых швов | 1967 |
|
SU287728A1 |
| Малогабаритный сварочный трактор для автоматической сварки под флюсом | 2018 |
|
RU2681070C1 |
| Двухэлектродное устройство,преимущественно для дуговой конденсаторной сварки | 1976 |
|
SU662295A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ПРИВАРКИ РАДИУСНЫХ ЛОПАТОК К КОНУСНОМУ ДИСКУ | 1971 |
|
SU305970A1 |
| Устройство для автоматической приварки штуцеров | 1981 |
|
SU959960A1 |
| Устройство для сварки кольцевых швов | 1961 |
|
SU140929A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 1966 |
|
SU184375A1 |