Известив устройства для автоматической электродуговой приварки штуперов к цилиндрам большого диаметра. Они содержат каитователь, сварочный аппарат, смеииый копир, повторяющий форму сварного шва, и вращающуюся головку, закрепляемую на привариваемом штуцере,
Для автоматизации процесса приварки штуцера изделия на вращающейся головке укреплен отвес-регулятор. Ои содержит груз, взаимодействующий с системой микропереключателей, управляющих приводами наклона платформы и вращения изделия.
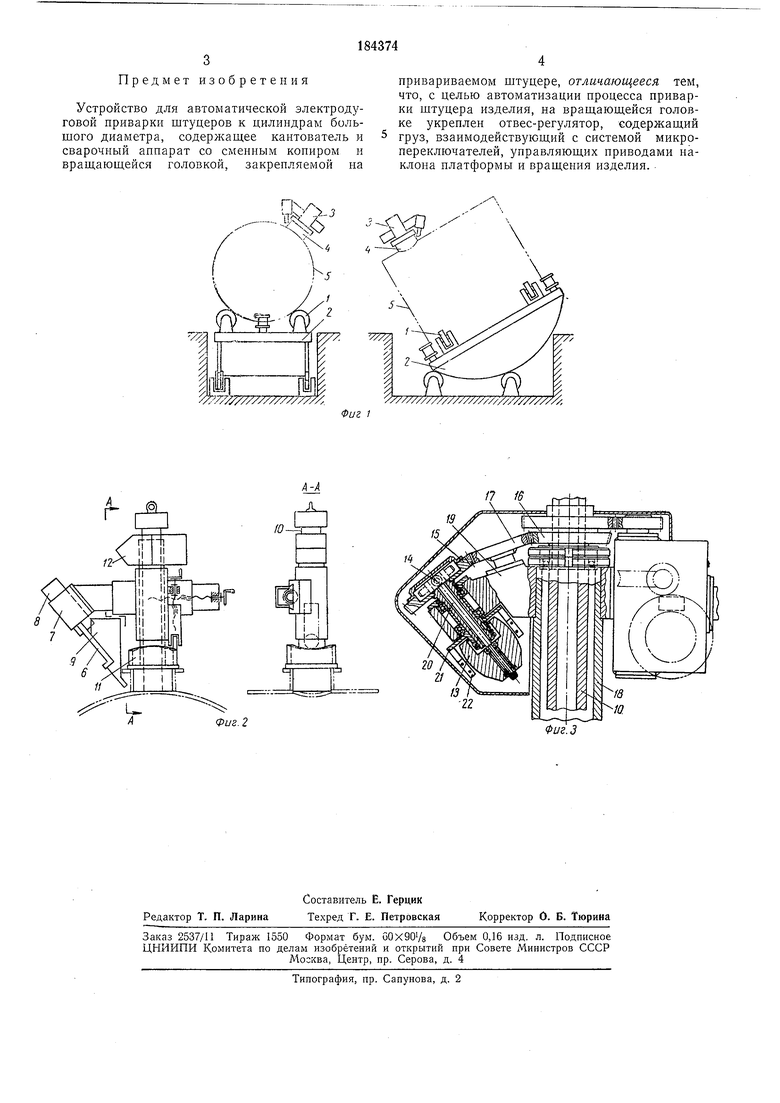
На фиг. 1 схематически изображено предлагаемое устройство; на фиг. 2 представлен сварочный аппарат, общий вид; на фиг. 3- отвес-регулятор, вертикальный разрез.
Устройство содержит роликовый кантователь /, наклоняющуюся платформу 2, сварочный анпарат 3. Последний крепится к привариваемому штуцеру 4, предварительно соединенному с барабаном 5 прихватами (на чертеже не показаны). Сварочный аппарат 3 состоит из мундщтука 5, механизма подачи электродной проволоки 7, катушки 8 и бункера для флюса 9. Он может врашаться относительно неподвижной колонки 10 и перемещаться вдоль нее при помощи копира 11, профиль которого соответствует линии пересечения штуцера 4 и барабана 5. Этим достигается
перемещение сварочного электрода вдоль линии шва. Отвес-регулятор 12 имеет груз /, висящий на подвеске 14, имитирующей универсальный шарнир. Точка крепления этого шарнира лежит на оси конической шестерни 15, находящейся в зацеплении с конической шестерней 16 через паразитную коническую щестерню 17. Шестерня 16 закреплена на неподвижной колонке 18, а шестерни 15 и 17- в корпусе 19. Ось шестерни 15 и ось 20 отвеса-регулятора параллельны оси электрода. При перемещении поворотной колонки 18 на один оборот шестерня 15 вследствие равенства числа зубьев у нее и у шестерни 16 также повернется на один оборот, но в противоположном направлении. Вокруг груза 13, на фланце 21, равномерно, через 90°, расположены четыре микропереключателя 22, управляющие приводами наклона платформы и вращения изделия. Каждый микропереключатель управляет только одним приводом.
Таким образом, одновременно со сваркой происходит подкантовка изделия вокруг двух взаимно перпендикулярных осей так, чтобы груз 13 отвеса-регулятора 12 располагался вертикально. Ось 20 груза 13 параллельна оси электрода, так как электрод при сварке находится все время в вертикальном положении, чем обеспечивается сварка «в лодочку в нижнем положении.
Предмет изобретения
Устройство для автоматической электродуговой приварки штуцеров к цилиндрам большого диаметра, содержаш,ее кантователь и сварочный аппарат со сменным копиром и вращаюш.ейся головкой, закрепляемой на
привариваемом штуцере, отличающееся тем, что, с целью автоматизации процесса приварки штуцера изделия, на враш,аюш,ейся головке укреплен отвес-регулятор, €одержаш,ий груз, взацмодействуюш;ий с системой микропереключателей, управляюш,их приводами наклона платформы и враш;ения изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ШТУЦЕРОВ | 1970 |
|
SU271692A1 |
| Устройство для автоматической дуговой приварки штуцеров | 1960 |
|
SU137208A1 |
| Установка для сварки труб в трубных досках | 1986 |
|
SU1412919A1 |
| Устройство для автоматической электродуговой приварки штуцеров к цилиндрическим и шаровым поверхностям | 1976 |
|
SU625873A1 |
| Устройство для автоматической сварки криволинейных швов | 1985 |
|
SU1379040A1 |
| Способ сварки нерадиальных патрубков с обечайкой | 1985 |
|
SU1271697A1 |
| Устройство для автоматической приварки штуцеров | 1981 |
|
SU959960A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 1970 |
|
SU276286A1 |
| ПОТОЧНАЯ ЛИНИЯ СБОРКИ И СВАРКИ ТОПЛИВНЫХ БАКОВ | 1973 |
|
SU399351A1 |
| Способ изготовления сложно-комбинированного осесимметричного сварного изделия | 2020 |
|
RU2741737C1 |
Г
Фиг. 2
4
Фиг.З
