Предлагается аппарат для электродуговой сварки штуцеров с барабаном (или коллектором) котла.
Существующие автоматические головки не обеспечивают возможности копирования электродом пространственных кривых, образованных пересечением цилиндрических поверхностей штуцера и барабана.
Предлагаемая головка позволяет осуществить такое копирование благодаря тому, что копирный ролик головки выполнен опирающимся на кромку цилиндрического стакана, составляющего опорную часть держателя головки и надеваемого на штуцер, а форма указанной кромки повторяет пространственную кривую пересечения штуцера с барабаном.
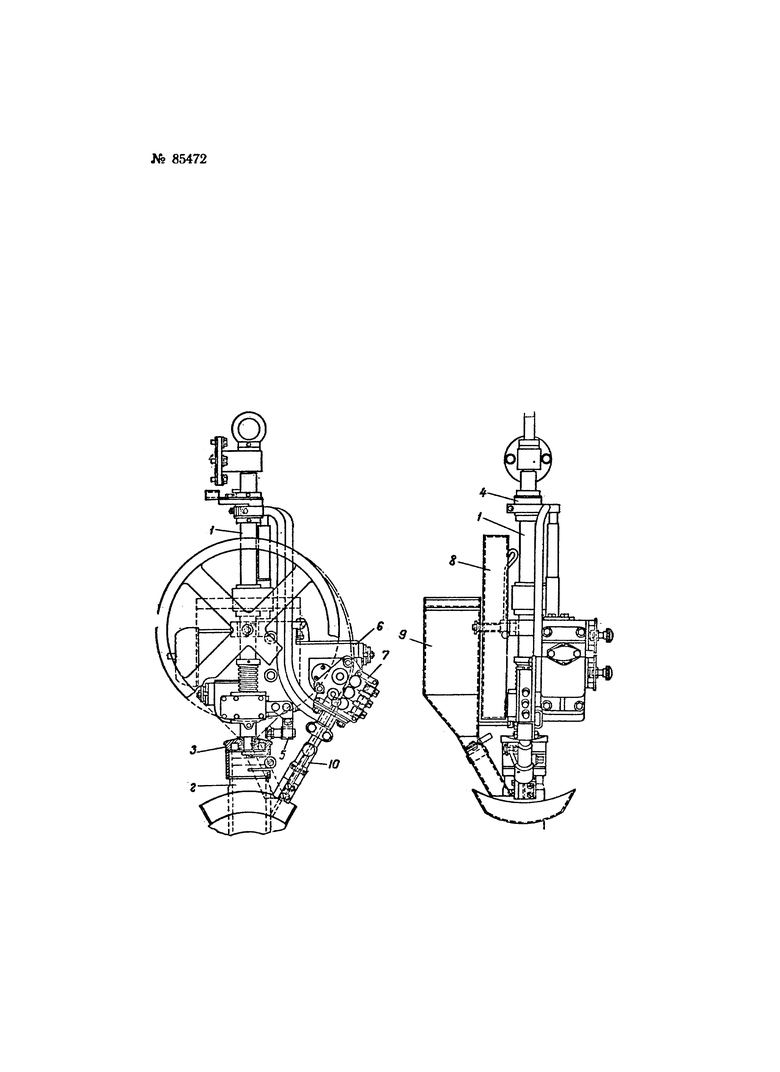
Самоходная сварочная головка подвешена на штанге 1 (см. чертеж), являющейся держателем головки, при помощи кольцевой подвески 4 со скользящим токоподводом. Головка при сварке вращается вокруг штуцера 2 и центрируется относительно его оси при помощи цилиндрического стакана 3, составляющего опорную часть держателя (штанги) и надеваемого на верхнюю часть штуцера. Головка снабжена копирным роликом 5, опирающимся на верхнюю кромку стакана 3, очертание которой повторяет пространственную кривую пересечения цилиндрических поверхностей штуцера и барабана.
Для вращения головки вокруг штуцера служит моторный привод 6 со сдвоенной фрикционной передачей, позволяющей осуществлять бесступенчатое регулирование скорости вращения головки вокруг штуцера и скорости подачи электродной проволоки. Головка снабжена также механизмом 7 для подачи и правки электродной проволоки, кассетой 8 для проволоки и бункером 9 для флюса.
Процесс сварки происходит следующим образом. Головку, подвешенную в состоянии безразличного равновесия, опускают на изделие, а стакан 3 надевают на верхний конец штуцера. Регулируя наклон мундштука 10, направляют конец электродной проволоки в угол свариваемого соединения. После возбуждения дуги головка начинает вращаться вокруг штуцера и сваривать шов. Поскольку поверхность верхней части стакана 3 имеет профиль свариваемого контура, ролик 5 при своем качении по стакану 3 перемещает головку так, что сохраняется требуемое положение конца электрода относительно свариваемых кромок.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| Устройство для автоматической дуговой приварки штуцеров | 1960 |
|
SU137208A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙШВОВ | 1971 |
|
SU312699A1 |
| Устройство для автоматической электродуговой сварки прямолинейных швов ограниченной длины | 1975 |
|
SU605708A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для сварки кольцевых швов | 1977 |
|
SU637216A1 |
| Автомат для электродуговой сварки под флюсом одновременно двух смежных угловых швов тавровых соединений | 1954 |
|
SU100112A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 1966 |
|
SU185427A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU778973A1 |
Аппарат для электродуговой сварки штуцеров с барабаном (или коллектором) котла, имеющий самоходную сварочную головку, отличающийся тем, что, с целью автоматизации процесса выполнения углового шва, соединяющего штуцер с барабаном, копирный ролик головки выполнен опирающимся на кромку цилиндрического стакана, составляющего опорную часть держателя головки и надеваемого на штуцер, а форма указанной кромки повторяет пространственную кривую пересечения цилиндрических поверхностей штуцера и барабана с тем, чтобы при вращении головки вокруг штуцера поддерживалось неизменным расстояние от электродного мундштука головки до свариваемых деталей.
