Составные песчаные литейные стержни, применяемые при изготовлении крупногабаритных тонкостенных отливок, не обеспечивают необходимой точности литья.
Описываемый способ изготовления литейных стержней из песчаных смесей увеличивает точность отливок и снижает трудоемкость сборки литейных форм.
Достигается это тем, что знаки, т. е. посадочные поверхности, посредством которых стыкуются отдельпые стержни, входящие в состав составного стержня, выполняют из металла, причем верхний и знаки соединяют между собой болтами, что создает жесткий металлический каркас, обеспечивающий постоянство размеров и повышение прочности входящих стержней.
Верхний знак (посадочная поверхность) снабжен коническим углублением, а нижний - соответствующим коническим выступом. При сборке составного стержня конический выступ нижнего знака одного из входящих стержней входит в коническое углубление верхнего знака нижерасположенного входящего стержня.
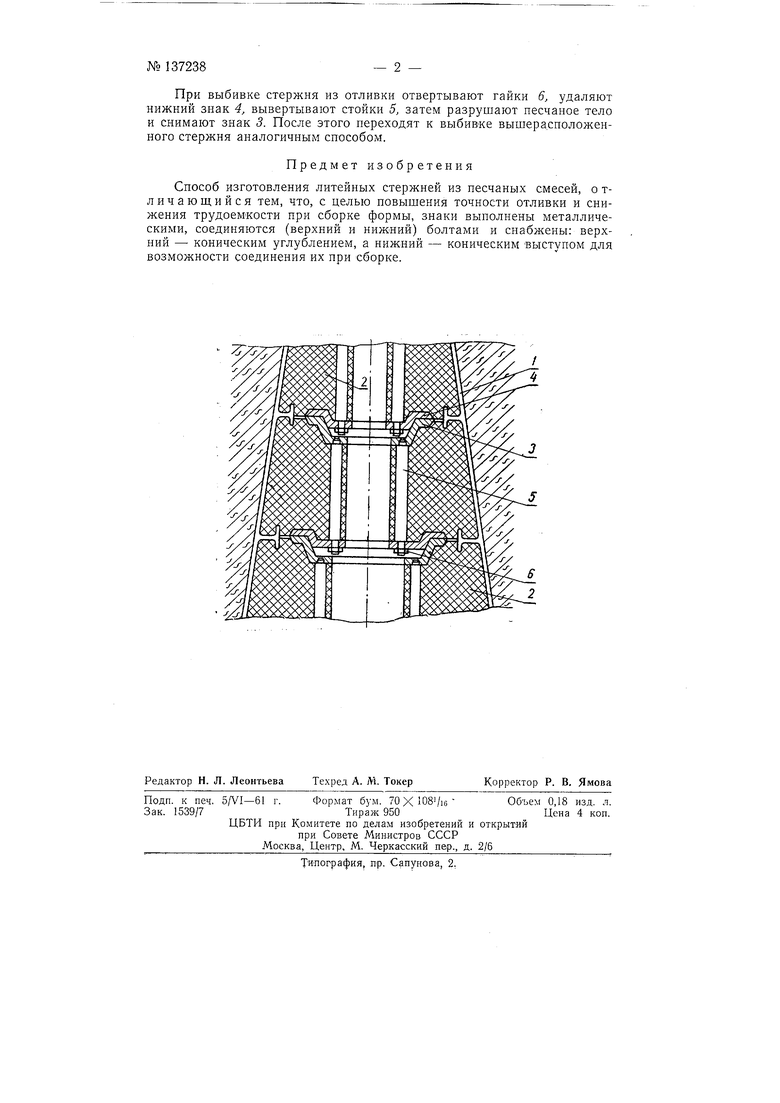
На чертеже показан схематический разрез литейной формы для отливки крупногабаритных тонкостенных деталей 1, внутренний контур которых формируется составным песчаным стержнем, собранным из входящих стержней 2. Каждый входящий стержень 2 имеет знаки - верхний 3 и нижний 4.
Для предотвращения оседания входящих стержней при их набивке и сушке, а также для предохранения их от разрушения и деформации от давления выщерасположенных стержней при эксплуатации литейной формы, верхний и нижний знаки одного и того же входящего стержня жестко соединяют между собою точеными стойками 5, высота которых строго соответствует высоте входящего стержня.
Для повышения точности сборки конические поверхности выступов нижних знаков выполняют точеными,
№ 137238
При выбивке стержня из отливки отвертывают гайки 6, удаляют нижний знак 4, вывертывают стойки 5, затем разрушают песчаное тело и снимают знак 5. После этого переходят к выбивке вышерасположенного стержня аналогичным способом.
Предмет изобретения
Способ изготовления литейных стержней из песчаных смесей, о тличающийся тем, что, с целью повышения точности отливки и снижения трудоемкости при сборке формы, знаки выполнены металлическими, соединяются (верхний и нижний) болтами и снабжены: верхний - коническим углублением, а нижний - коническим выступом для возможности соединения их при сборке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения крупногабаритных, преимущественно тонкостенных отливок | 1958 |
|
SU135601A1 |
| Способ получения отливок | 1960 |
|
SU132779A1 |
| Песчаный стержень для литья в кокиль | 1987 |
|
SU1502159A1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Комбинированная литейная жеребейка | 1991 |
|
SU1790466A3 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
| Стопочная форма | 1981 |
|
SU988443A1 |
