Изобретение относится к технологическому оборудованию для изготовления витых ленточных магнитопроводов и может быть использовано в электро- технической и радиотехнической промышленности.
Цель изобретения - повышение качества магнитопроводов путем исключения распушения витков,
На фиг, 1 схематично изображено предлагаемое устройство; на фиг, 2 - вид А на фиг. ; на фиг, 3 - вид Б на фиг, 1,
Устройство (фиг, 1) содержит фик- сирующие элементы:поджимные губки 1 узлов фиксации и зажима, технологическую или расклинивающуюся оправку 2, а также абразивный диск 3 с приводом 4 и кожухом 5 охлаждения,Уст- ройство резки содержит также два кронштейна 6 и 7, установленных над разрезаемой заготовкой 8 симметрично относительно абразивного диска 3. На кронштейнах 6 и 7 установлены две пары упоров 9 и 10 и 11 и 12, торцовые поверхности которых изготовлены из материала с твердостью выше, чем твердость зерен абразивного диска (например, Эльбора), и гположен под углом 1 - 3° к плоскости резания причем вершина угла направлена в сторону вращения абразивного диска 3 Упоры 9-12 установлены на кронштейнах 6 и 7 с возможностью регу- лировки за зоров относительно абразивного диска.
Устройство для разрезки магнитопроводов работает следующим образом.
торцовыми поверхностями упоров-9 - 12 происходит его базировка (исправление формы), причем между абразивным диском 3 и наклонными торцовыми поверхностями упоров 9-12 создается водяной клин, который отталкивает абразивный диск 3 от упоров 9 - 12, уменьшая вероятность выкрапнваиия и разрушения зерен из торцовых поверхностей абразивного диска 3 во время контакта с твердой поверхностью упоров,
Сбазированный абразивный диск (абразивный диск с исправленной формой) 1 врезается в заготовку магнито- провода под углом близким к 90, создавая в заготовке паз, который при дальнейшем врезании круга сам начинает играть роль направляющих.
Таким образом, величина увода абразивного диска из плоскости резания при условии принудительной ориентации диска в момент врезания значительно сокращается, что дает возможность не только сохранить фиксирующие элементы, но и повысить качество резки, так как при этом наружные виттси магнитопровода фиксиру1отся ближе к зоне резания, что позволяет увеличить производительность операции резки.
Формула изобретения
Устройство для разрезки магнитопроводов, содержащее отрезной абразивный диск с приводом и механизм зажима магнитопроводов с фиксирующими элементами, отличающееся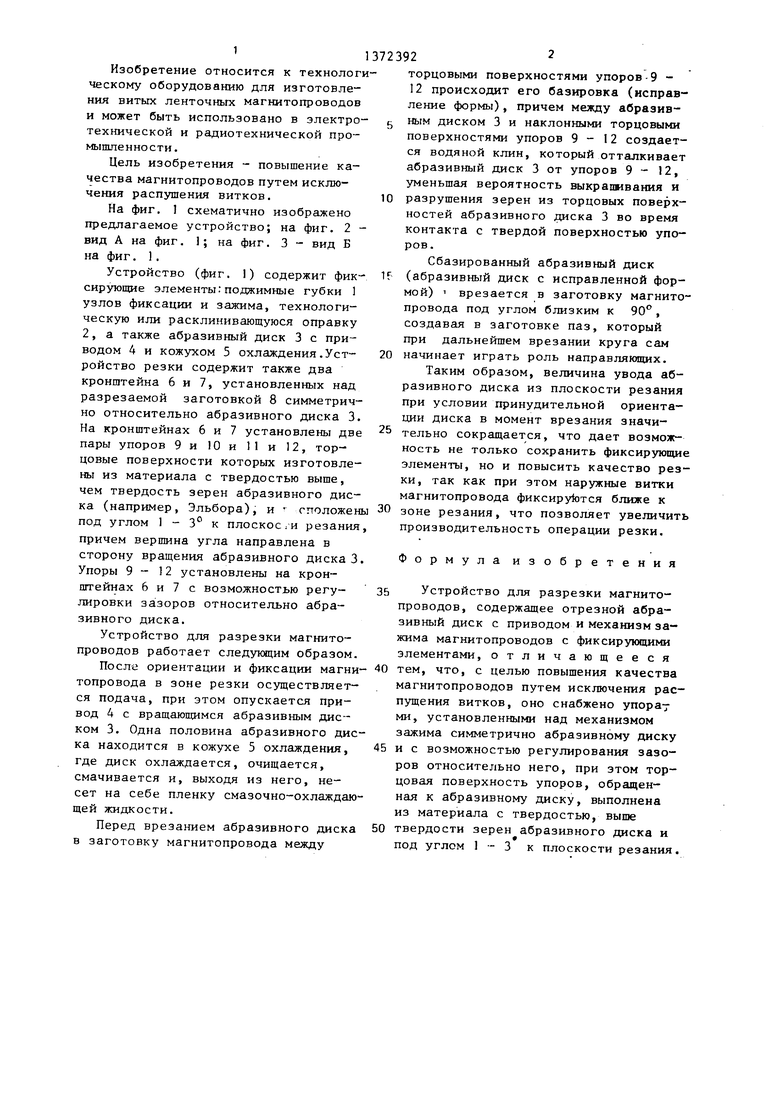
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки магнитопроводов | 1990 |
|
SU1767557A2 |
| Устройство для разрезки кольцевых магнитопроводов | 1976 |
|
SU660105A1 |
| Полуавтомат для обработки торцовВиТыХ лЕНТОчНыХ РАзРЕзНыХ МАгНиТО-пРОВОдОВ | 1979 |
|
SU838780A1 |
| Способ разрезки кольцевых магнитопроводов | 1974 |
|
SU494778A1 |
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU982108A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Устройство для разрезки витых магнитопроводов | 1984 |
|
SU1241294A1 |
| Полуавтомат для обработки торцов витых ленточных магнитопроводов | 1984 |
|
SU1216808A1 |
| Способ изготовления витых ленточных магнитопроводов | 1984 |
|
SU1358011A1 |
| Устройство для фиксации витого ленточного магнитопровода | 1990 |
|
SU1760570A1 |
Изобретение относится к технологическому оборудованию для изготовления витых ленточных магнитопроводов и м.б. использовано в электротехнической и радиотехнической областях. Целью изобретения является повышение качества путем исключения расширения витков. Долговечность фиксирующих элементов достигается за счет принудительной ориентации абразивного диска в момент врезания его в заготовку магнитопровода. В устройстве ориентацию осуществляют упоры, установленные над заготовкой магнитопровода с возможностью регулировки зазоров относительно абразивного диска и симметрично ему. Торцовые поверхности упоров, обращенные к абразивному диску, выполнены из материалов с твердостью более высокой, чем твердость зерен абразивного диска, и находятся под углом 1 - З к плоскости резания. 3 ил.
После ориентации и фиксации магни- 40 тем, что, с целью повышения качества топровода в зоне резки осуществляет- магнитопроводов путем исключения распри
ся подача, при этом опускается привод 4 с вращающимся абразивным диском 3, Одна половина абразивного диска находится в кожухе 5 охлаждения, где диск охлаждается, очищается, смачивается и, выходя из него, несет на себе пленку смазочно-охлаждаю- щей жидкости.
Перед врезанием абразивного диска в заготовку магнитопровода между
пущения витков, оно снабжено упорами, установленными над механизмом зажима симметрично абразивному диску
45 и с возможностью регулирования зазоров относительно него, при этом торцовая поверхность упоров, обращенная к абразивному диску, выполнена из материала с твердостью, выше
50 твердости зерен абразивного диска и под углом 1-3 к плоскости резания.
тем, что, с целью повышения качества магнитопроводов путем исключения распущения витков, оно снабжено упорами, установленными над механизмом зажима симметрично абразивному диску
и с возможностью регулирования зазоров относительно него, при этом торцовая поверхность упоров, обращенная к абразивному диску, выполнена из материала с твердостью, выше
твердости зерен абразивного диска и под углом 1-3 к плоскости резания.
SiidA
°
Фиг.2
9
Фиг.1
дидб J -чАу
гг
Ч
(риг.З
| Устройство для разрезки магнитопроводов | 1979 |
|
SU978209A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
