1241294
пружинами 30 на величину в. Благода- ственио друг за другом без каких-ли- ря этому несущие узлы можно .распола- бо ограничений по условиям резания, г-ать по периметру барабана непосред- 8 ил.
f
Изобретение относится к технологическому оборудованию для изготовления витых разрезных ленточных сердечников и может быть использовано в электротехнической, радиотехнической и других отраслях народного хозяйства.
Цель изобретё ния - упрощение конструкции устройства, повьшение производительности и качества изделий за Счет исключения деформации половинок разрезных магнитопроводов. .
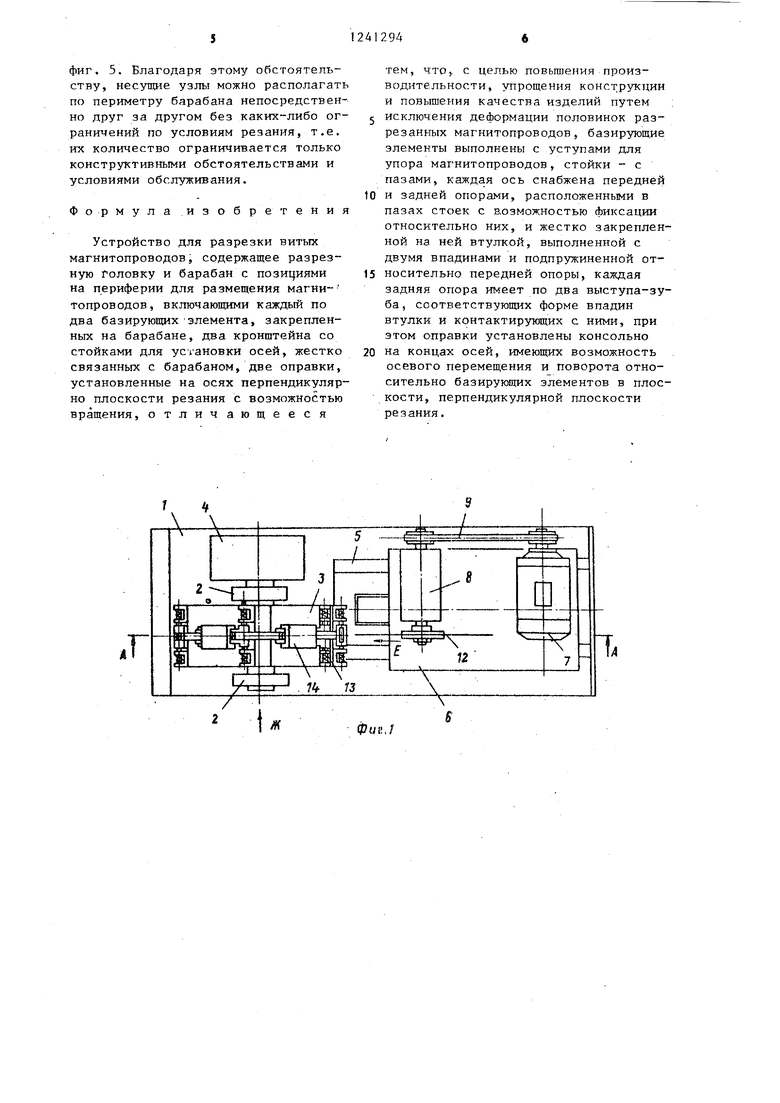
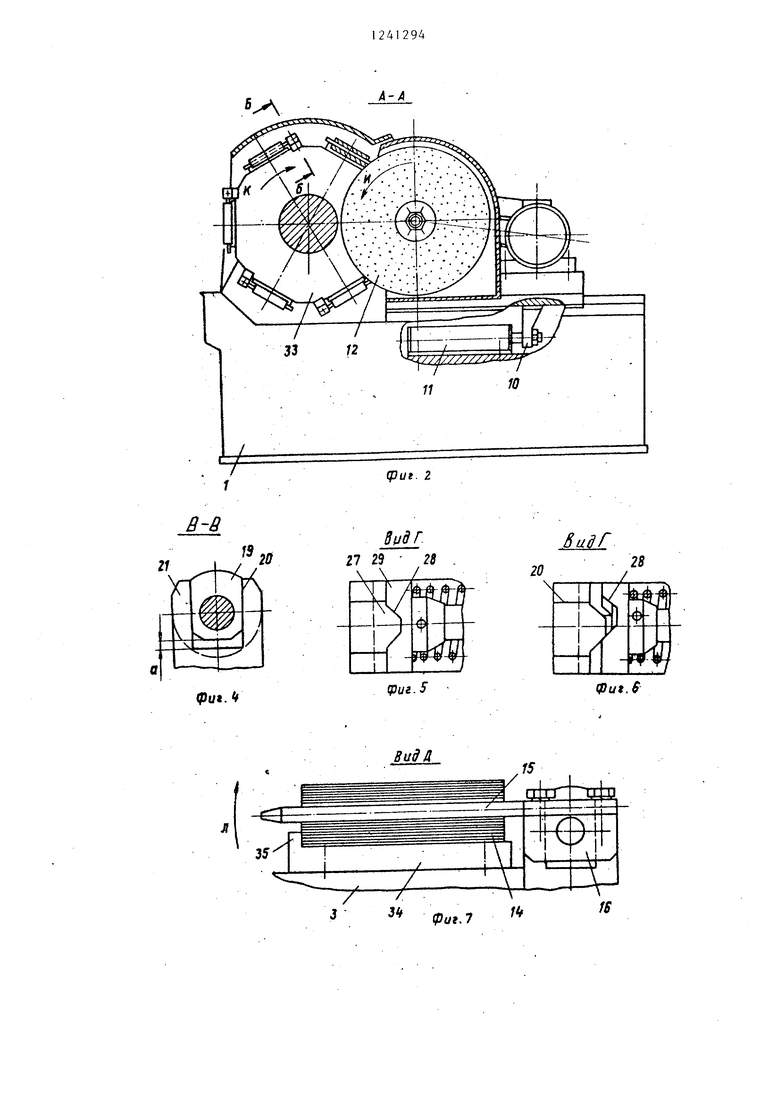
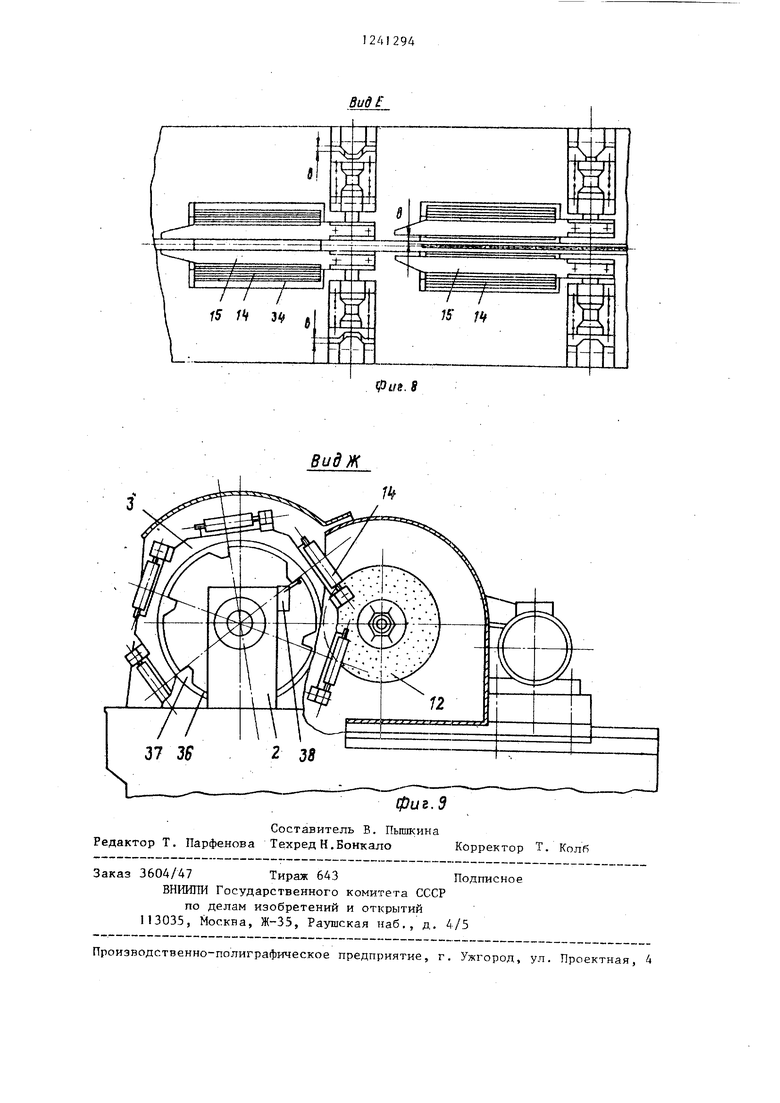
На фиг. 1 изображено устройство, общий вид сверху; на фиг. 2 - разрез А-А на фиг. ; на фиг. 3 - разрез Б- Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - вид Г на фиг. 3; на фиг. 6 - то же, при повернутой оправке; на фиг. 7 - вид Д на фиг. 3 при установленном магнитопро- воде; на фиг. 8 - вид Е на фиг. 1 (на две позиции барабана, до и после разрезки магнитопровода) ; на фиг. 9- вид Ж на фиг. 1 (ц момент врезания магнитопровода в предельно изношенный круг).
Устройство для разрезки витых магнитопроводов сост оит из основания 1,.на котором в подшипниковых опорах 2 установлен барабан 3 и регулируемый по скорости, привод его вращения 4. На направляющих 5 основания установлена разрезная головка 6 содержащая электродвигатель 7, шпиндельный узел 8 и соединительный ремень 9. Разрезная головка соединена через консоль 10 с цилиндром I1 привода, закрепленным на основании. На валу шпиндельного узла закреплен режущий круг 12,.а на барабане имеются позиции 13 для установки магнитопроводов 14. На позициях 13 установлены спаренные оправки 15, закрепленные на бобышках 16, напрессованных и за- штифтованных на Осях 17, которые установлены в передней и задней опорах 18 и 19, размещенных в пазах 20
5
0
5
0
5
0
5
кронштейнов 21, закрепленных попарно друг против друга на позициях барабана. Стойки 22 кронштейнов выполнены с выступами 23, а опоры 18 и 19 с ответными уступами 24 и 25. Задние опоры 19 установлены на стойках 22 неподвижно., а передние опоры 18 - с возможностью перемещения в пазах 20 на величину зазора а (фиг. 4). Ось 17 сферическим концом 26 установлена в отверстии опоры 19, имеющей два трапецеидальных выступа-зуба 27, фиксирующих через аналогичной формы впадины 28 заштифтованной на оси 17 вту.пки 29 оправку 15 под действием установленной между передней опорой 18 и втулкой 29 пружины 30 сжатия- кручения, входящей своими зацепами 31 и 32 в ответные отверстия втулки 29 и опоры 18. На каждой позиции барабана по обе стороны от паза 33 для прохода режущего круга 12 закреплены по два базирующих элемента 34 с уступами 3.5, в которые упирается магнкто- про)зод после его надевания на спаренные оправки 15 и прижатия к элементам 34. На торце барабана закреплен диск 36 с флажками 37, взаимо- действующими с датчиком 38, закрепленным на опоре 2 барабана 3. Устройство снабжено системой подачи СОЖ в зону резания,, которая размещена в основании. Там же расположен блок управления скоростью вращения барабана, связанный с двигателями привода режущего круга и барабана.
Устройство работает следующим образом.
Режущий круг 12 закрепляют на валу шпиндельного узла 8 а затем включают устройство в работу. При этом приводится во вращение по стрелке И (фиг. 2) от электродвигателя 7 через ременную передачу 9 режущий круг 12. От приводного цилиндра 11 через консоль 10 разрезная головка 6 по нап- равляюасим 5 основания 1 переводится
3 .1
из исходного положения (фиг. 1) в рабочее положение (фиг. 2 и 9), при этом режущий круг 12 входит в паз 33 барабана 3 на глубину, ограниченную лишь необходимыми гарантированными зазорами между подвижными и неподвижными элементами барабана и шпиндельного узла 8. После этого включают привод 4, обеспечивающий вращение барабана по стрелке К. На загрузоч- ной позиции подлежащие разгрузке магнитопроводы 14 устанавливают на оправки 15 и опускают на элементы 34 упирая в уступы.35. При установке магнитопроводов оправки поворачивают по направлению стрелки Л (фиг. 7),
при этом за счет взаимодействия между выступами 27 опоры 19 и впадинами 28 втулки 29,. последняя совместно с осью 17, бобышкой 16 и оправкой 15 сжимая и закручивая через зацепы 31 и 32 пружину 30, смещается к пазу 33 барабана. В результате этого размер между оправками уменьшается, что позволяет свободно надевать на них магнитопровод своим внутренним окном
При опускании магнитопровода на базирующие элементы 34 обе оправки 15, находясь в едином окне, синхронно расходятся за счет взаимодействия между выступами 27 опор 18 и впадинами 28 втулок 29. Этим обеспечивается симметричное базирование магнитопровода -относительно паза барабану, по плоскости симметрии которого уста- новлен режущий круг 12, а следовательно качественная разрезка магнитопровода. Охватьгоающий оправки 15 размер в зафиксированном положении (фиг. 3) делается на несколько мил- лиметров больще, чем максимально возможный размер окна магнитопровода, в результате чего после базирования и прижатия магнитопровода к элементам 34 между втулками 29 и опорами 18 занимающими положение, показанное на фиг. 8 остается зазор в. Перемещаясь совместно t барабаном, магнитопроводы врезаются, во вращающийся круг 12 и разрезаются, после чего половинки магнитопроводов пружинами 30 отводятся от-круга .12 с зазорами в (фиг. 8). При врезании магнитопровода в круг 12 на ускоренной
подаче нагрузка на двигатель 7 резко повьппается, что фиксируется блоком управления, и частота вращения барабана 3 с ускоренной переключается
94.4
на регулируемую рабочую. По окончании разрезки нагрузка на двигателе 7 привода круга резко уменьшается, и вращение барабана 3 блоком управления переводится на ускоренное до встречи с очередным магнитопроводом и т.д. При неизменном круге импульс повышения нагрузки от его врезания в магнитопровод поступает в блок управления раньше, чем сигнал от срабатьшания датчика 38, взаимодейст- вующет о с флажками 37 диска 36 (фиг. 9), расположенными против каждой рабочей позиции барабана. Это обеспечивается за счет того, что взаимное расположение датчика 38 и флажков 37 выставляется так, чтобы сигнал от их взаимодействия возникал в момент врезания магнитопровода в изношенный до минимально допустимого диаметра режущий круг 12 (расположение элементов, показанное на фиг. 9), На основе очередности появления этих сигналов формируется команда о предельном износе круга 12 и разрезная головка 6 отводится приводным цилиндром 11 в исходное положение для замены круга. Для компенсации в пределах допусков на толщину навивки магнитопроводов 14 передние опоры 1 8 имеют возможность перемещаться по пазам 20 к элементам 34, при этом оси 17 наклон5тются вокруг сферических концов 26 в отверстиях задних опор 19. Базирующие узлы 13 удерживаются на рабочих позици;;х стойками 22 кронштейнов 21 через выступы 23, с которыми сцеплены уступы 24 и 25 опор 18 и 19, разжатых пружинами 30. Для съема несущих оправки 15, узлов, достаточно сблизить, сжимая пружину 30, опоры 18 и 19 и вьшести их из зацепления с выступами 23 стоек кронштейнов 21, постоянно закрепленных на барабане 3 с возможностью регулирования расположения относительно паза 33 для компенсации допусков изготовления деталей несущих узлов. Возникающие при разрезке усилия, резания совместно с пружинами 30 и элементами 34 с уступами 35 надежно удерживают магнитопроводы на рабочих позициях в любом положении вращающегося барабана,- Сразу после разрезки половинки магнитопровода отводятся от круга 12 пружинами 30 на величину зазора в до положения деталей 19 и 29, показанного на
фиг. 5. Благодаря этому обстоятельству, несущие узлы можно располагать по периметру барабана непосредственно друг за другом без каких-либо ограничений по условиям резания, т.е. их количество ограничивается только конструктивными обстоятельствами и условиями обслуживания.
Формула изобретения
Устройство для разрезки витых магнитопроводов, содержащее разрезную Головку и барабан с позициями на периферии для размещения магни- топроводов, включающими каждый по два базирующих элемента, закрепленных на барабане, два кронщтейна со стойками для установки осей, жестко связанных с барабаном, две оправки, установленные на осях перпендикулярно плоскости резания с возможностью Вращения, отлич ающееся
тем, что,, с целью повышения производительности, упрощения конструкции и повышения качества изделий путем исключения деформации половинок разрезанных магнитопроводов5 базирующие элементы выполнены с уступами для упора магнитопроводов, стойки - с пазами, каждая ось снабжена передней
и задней опорами, расположенными в пазах стоек с возможностью фиксации относительно них, и жестко закрепленной на ней втулкой, выполненной с двумя впадинами и подпружиненной относительно передней опоры, каждая задняя опора им:еет по два выступа-зуба, соответствующих форме впадин втулки и контактирующих с ними, при этом оправки установлены консольно
на концах осей, имеющих возможность осевого перемеш;ения и поворота относительно базирующих элементов в плоскости, перпендикулярной плоскости резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разрезки витых магнитопроводов | 1977 |
|
SU744748A1 |
| Полуавтомат для обработки торцов витых ленточных разрезных магнитопроводов | 1990 |
|
SU1742875A2 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Устройство для изготовления разрезного ленточного магнитопровода | 1990 |
|
SU1815682A1 |
| Способ разрезки ленточных витых магнитопроводов | 1987 |
|
SU1515214A1 |
| Способ изготовления трансформатора | 1987 |
|
SU1495864A1 |
| Устройство для разрезки кольцевых магнитопроводов | 1988 |
|
SU1631618A1 |
| Устройство для разрезки магнитопроводов | 1986 |
|
SU1372392A1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1986 |
|
SU1399827A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРНОЙ ОБРАБОТКИ ГОРНОЙ ПОРОДЫ И ДРУГИХ МАТЕРИАЛОВ, А ТАКЖЕ СПОСОБ ФРЕЗЕРОВАНИЯ ГОРНОЙ ПОРОДЫ ИЛИ ПОДОБНЫХ МАТЕРИАЛОВ С ПРИМЕНЕНИЕМ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2358104C1 |
Изобретение относится к технологическому оборудованию для изготовления витых разрезных ленточных сердечников. Цель изобретения состоит в упрощении конструкции устройства, повышении производительности и качества изделий за счет исключения деформации половинок разрезных магни- топроводов. Устройство содержит барабан, раз7 езную головку, режущий круг. на барабане имеются позиции для установки магнитопроводов, на которых установлены спаренные оправки 15, оси 17, установленные в передней и задней опорах 18 и 19, размещенных в пазах кронштейнов. Стойки 22 кронштейнов выполнены с выступами 23, а опоры 18 и 19 - с ответными выступами. Задние опоры 19 установлены . стойках неподвижно, а передние с.поры 18 - с возможностью перемещения в пазах на величину зазора а. При работе устройства при опускании магни- топровода на базирующие элементы обе оправки 15, находясь в данном окне, синхронно расходятся за счет взаимодействия между выступами опор 18 и впадинами втулок 29. Этим обеспечива ется симметричное базирование магни- топровода относительно паза барабана, по плоскости симметрии которого установлен режущий круг, а следовательно, качественная разрезка магни- топровода. После разрезки половинки магнитопровода отводятся от круга с и сл иЛ йГ fj 1 г 30 П J2 IS Р /5 J6 23 2V 25. гЗ te-«-i h-V дзт.з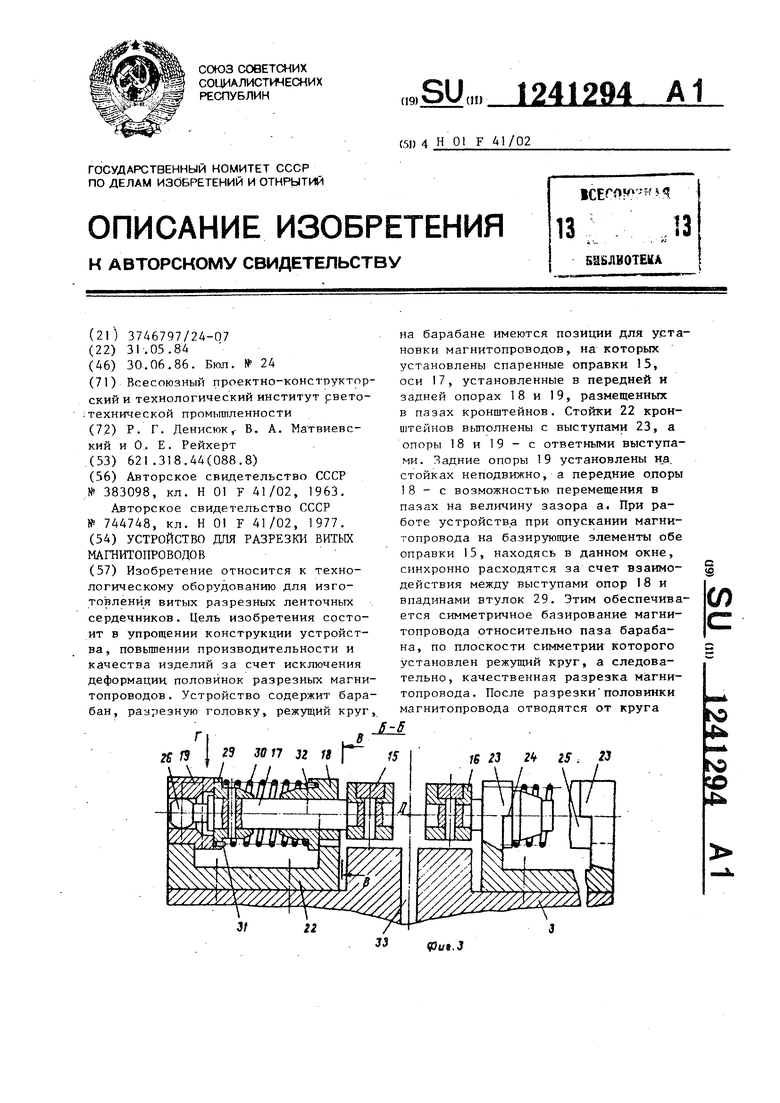
Ж
0Ui,/
А-А
(put. 2
B-Q
уЖ
я
A
IQ
ipt/i.
Siidr.
27 29 - 25
/
-IM/T
Щ
фиг. 5
Фиг,5
Budf
фиа. 8
Вид Ж
фиг.Э
Составитель В. Пышкина Редактор Т, Парфенова Техред Н.Бонкало Корректор Т. Колб
Заказ 3604/47 Тираж 643Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| УСТРОЙСТВО ДЛЯ РАЗРЕЗКИ КОЛЬЦЕВЫХ МАГНИТОПРОВОДОВ | 0 |
|
SU383098A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для разрезки витых магнитопроводов | 1977 |
|
SU744748A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
