При этом ЦП 27 фиксирует внутренние витки М, а ЦП 26, прижимая iM к кронштейну 25, осуществляет фиксацию внешних витков. При дальн(5йшем пеИзобретение относится к технологческому оборудованию для изготовления витых ленточных разрезных магни , топроводов и может быть использован в электротехнической и радиотс5хни- ческой промышленности.
Целью изобретения является повышение качества магнитопроводов за счет исключения расслоения витков.
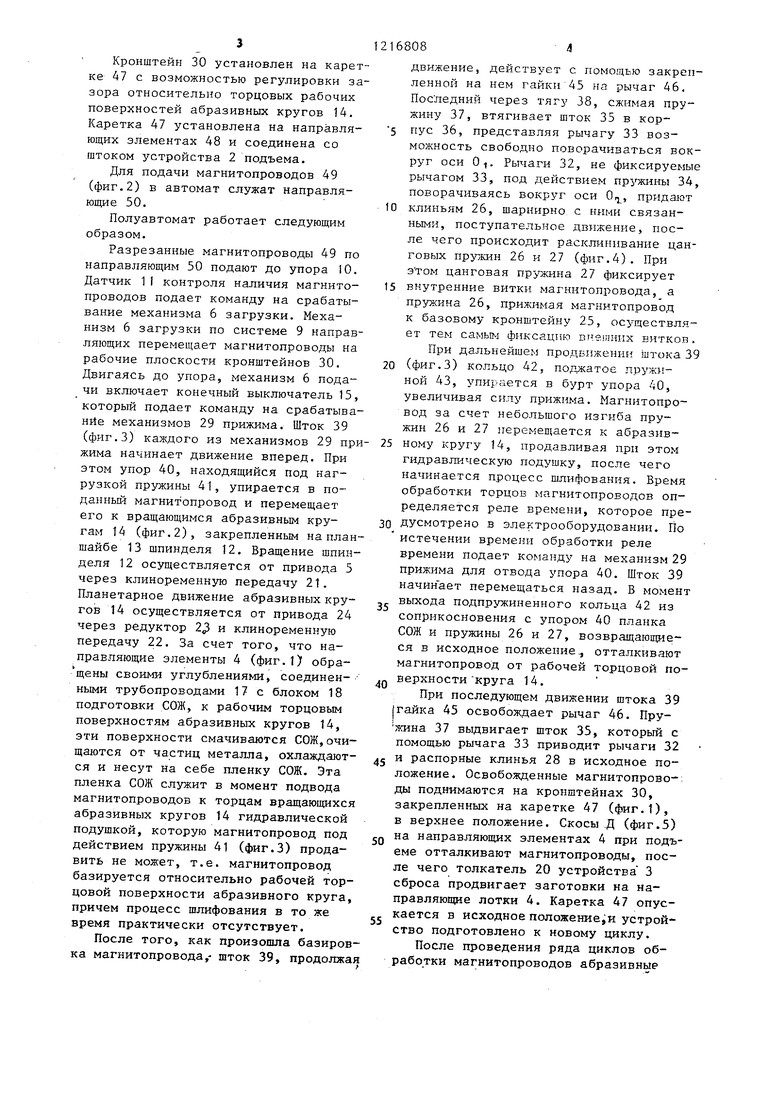
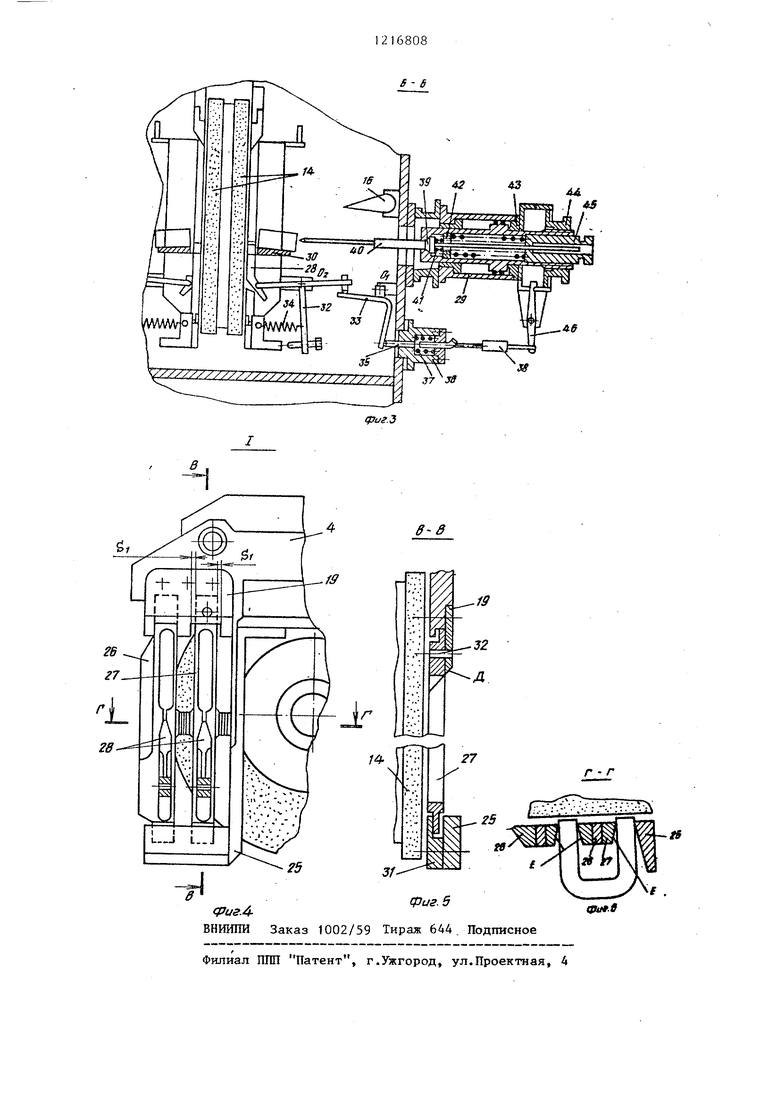
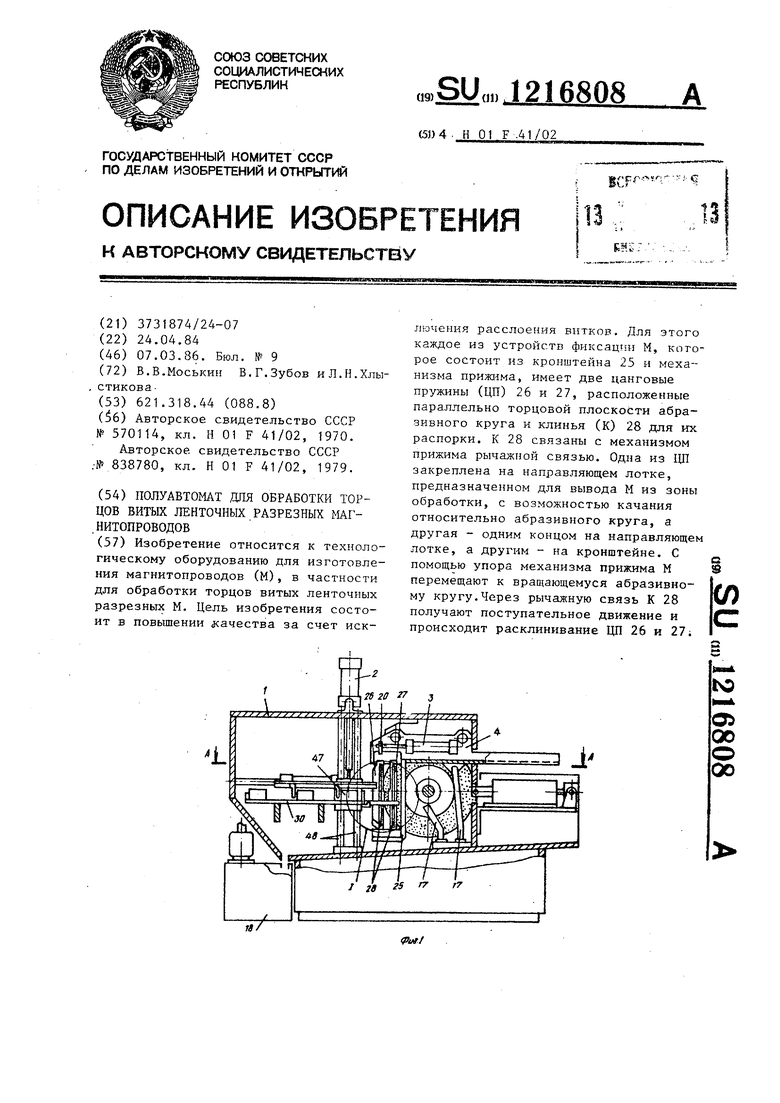
Ца фиг.1 Изображен полуавтомат, обш;ий вид; на фиг. 2 - разрез А-Л на фиг.1; на фиг.З - разрез Б--Б на фиг. 2; на фиг,4 узел I на фиг ,1; на фиг.З - сечение В-В на фиг.4; на фиг.6 - сечение Г-Г на фиг,.4.
Полуавтомат для обработки торцов витых ленточных магнитопроводов состоит из. станины 1 (фиг.1) 5 на которой установлены устройство 2 подъема, два устройства 3 сброса, размещенных на направляющих лотках 4, привод 5 (фиг.2), механизм 6 загрузки, механизм 7 автоматической правки абразивных кругов с алмазныг-ги инструментами 8, система 9 направляющих элементов с закрепленными на ней упором 10 и датчиком 11 контроля наличия магнитопроводов, составной шпиндель 12, на планшайбе 13 которого установлены два абразивных круга 14, конечный выключатель 15, два сопла 16 (фиг.З). В направляющи лотках 4 (фиг.1) выполнены углубления со стороны рабочих торцовых поверхностей абразивных кругов 14, ко как сопла 16 соединены трубопроводами 17 (фиГоО с блоком 18 очистки СОЖ. К направляющим лоткам 4 закреплены планки 19 со скосами Д (фиг.5). Устройство сброса (фиг.1) содержит толкатель 20. Шпиндель 12 (фиг.2) соединен через клиноремен- ную передачу 21 с приводом 5, а также через клиноременную передачу 22 и редуктор 23 с приводом 24 планетарного движения.
ремещении М за счет небольшого изгиба ЦП 26 и 27 прижимается к абразивному кругу и начинается процесс шли(hoвaния. 6 ил.
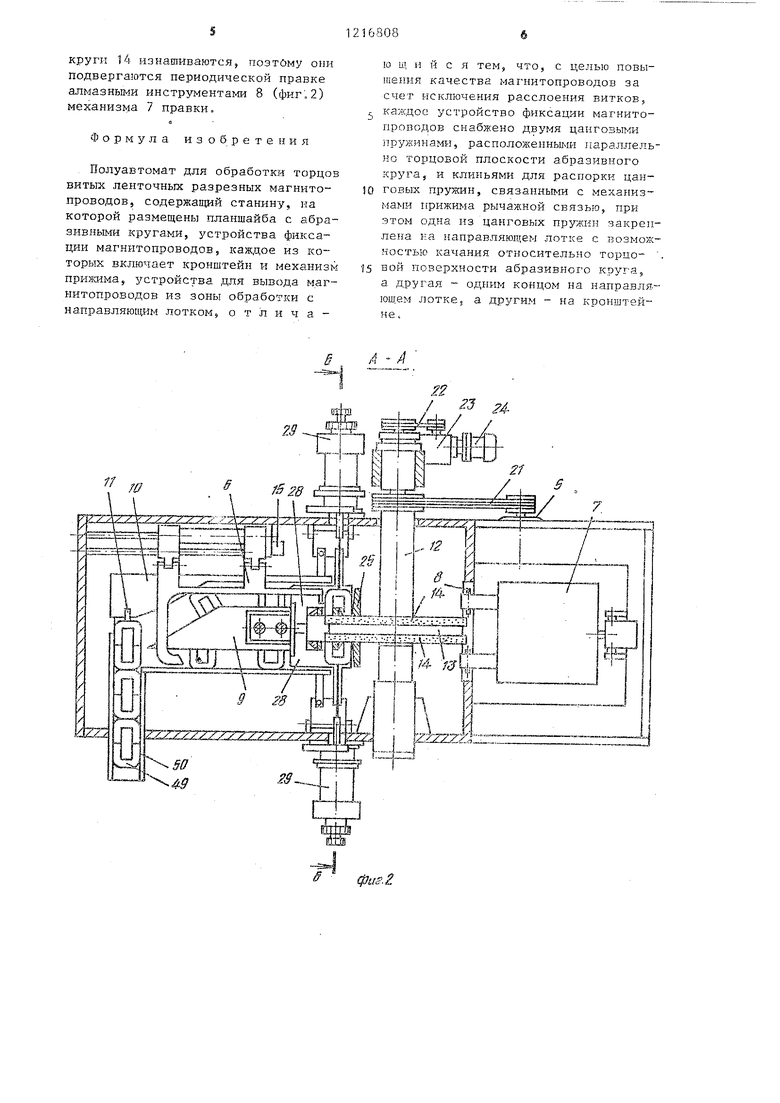
Полуавтомат содержит также два устройства фиксации, каждое из которых включает базовый кронштейн 25 (фиг.З), закрепленный к лоткам 4, цанговые пружины 26 и 27 со скосами Е (фиг.6) и входящие в них распорные клинья 28, механизм 29 при.жима (фиг.2) и кронштейн 30 (фиг.1). Цанговые пружины 26 и 27 (фиг.4) закреплены параллельно торцовой рабочей плоскости абразивных кругов 14, причем пружина 26 закреплена жестко одним концом к направляющей 4 с помощью планки 19, другим - к базовому кронштейну 25 планкой 31. Пружина 27 установлена на оси, закрепленной в планке 19, и имеет возможность качания (перемещения) вокруг нее только в плоскости, параллельной торцовой рабочей плоскости абразивных кругов 14 в пределах зазоров, так как второй конец ее находится в пазу, образованном планкой 31 и базовым кронштейном 25.
Распорные клинья 28 (фиг.4) связаны через рычаги 32 и 33 (фиг.З), находящиеся под действием пружины 34, со штоком 35J который находится в корпусе 36 под действием пружины 37
и имеет кинематическую связь через тягу 38 с механизмом 29 прижима. Причем момент, который имеет рычаг 33 под действием штока 35 вокруг оси 0.,-, значительно больше момента на рычаге механизма 29 прижима, который развивает пружина 34 вокруг оси 0.. Механизм 29 прижима содержит полый шток 39, внутри которого помещен упор 40, поджатый пружиной 41, а
также кольцо 41, поджатое пружиной 43. Усилие пружин 41 и 43 регулируется винтом 44. Для ограничения хода ттока 39 служит гайка 45. В механизм 29 прижима входит рычаг 46,
кинематически связывающий гайку 45 с тягой 38.
31216808
30 установлен на каретдвле По жи
ке 47 с возможностью регулировки зазора относительно торцовых рабочих поверхностей абразивных кругов 14. Каретка 47 установлена на направляющих элементах 48 и соединена со штоком устройства 2 подъема.
Для подачи магнитопроводов 49 (фиг,2) в автомат служат направляющие 50.
Полуавтомат работает следующим образом.
Разрезанные магнитопроводы 49 по направляющим 50 подают до упора 10. Датчик 1I контроля наличия магнитопроводов подает команду на срабатывание механизма 6 загрузки. Механизм 6 загрузки по системе 9 направляющих перемещает магнитопроводы на рабочие плоскости кронштейнов 30. Двигаясь до упора, механизм 6 подачи включает конечный выключатель 15, который подает команду на срабатывание механизмов 29 прижима. Шток 39 (фиг.З) каждого из механизмов 29 прижима начинает движение вперед. При этом упор 40, находящийся под нагрузкой пружины 41, упирается в поданный магнитопровод и перемещает его к вращающимся абразивным кругам 14 (фиг.2), закрепленным на план щайбе 13 шпинделя 12. Вращение шпинделя 12 осуществляется от привода 5 через клиноременную передачу 21. Планетарное движение абразивных кругов 14 осуществляется от привода 24 через редуктор 2 и клиноременную передачу 22. За счет того, что направляющие элементы 4 (фиг.) обра- щены своими углублениями, соединен- ньми трубопроводами 17 с блоком 18 подготовки СОЖ, к рабочим торцовым поверхностям абразивных кругов 14, эти поверхности смачиваются СОЖ,очищаются от частиц металла, охлаждаются и несут на себе пленку СОЖ. Эта пленка СОЖ служит в момент подвода магнитопроводов к торцам вращающихся абразивных кругов 14 гидравлической подушкой, которую магнитопровод под действием пружины 41 (фиг.З) продавить не может, т.е. магнитопровод базируется относительно рабочей торцовой поверхности абразивного круга, причем процесс шлифования в то же время практически отсутствует.
После того, как произошла базировка магнитопровода,- шток 39, продолжа
i
движение, действует с помоядью закрепленной на нем гайки 45 на рычаг 46, Последний через тягу 38, сжимая пружину 37, втягивает шток 35 в корпус 36, представляя рычагу 33 возможность свободно поворачиваться вокруг оси 0. Рычаги 32, не фиксируемые рычагом 33, под действием пружины 34, поворачиваясь вокруг оси 0, придают
клиньям 26, шарнирно с ними связанными, поступательное движение, после чего происходит расклинивание цанговых пружин 26 и 27 (фиг.4). При э том цанговая пружина 27 фиксирует
внутренние витки магнитопровода, а пружина 26, прижимая магнитопровод к базовому кронштейну 25, осуществляет тем самым фиксацию вг ешних витков. При дальнейшем продЕНженин штока 39
(фиг.З) кольцо 42, поджатое пружиной 43, упирается в бурт упора 40, увеличивая силу прижима. Магнитопровод за счет небольшого изгиба пружин 26 и 27 1еремеи1ается к абразивному кругу 14, продавливая при этом гидравлическую подушку, после чего начинается процесс шлифования. Время обработки торцов магнитопроводов определяется реле времени, которое предусмотрено в электрооборудовании. По истечении времени обработки реле времени подает команду на механизм 29 прижима для отвода упора 40. Шток 39 начин ает перемещаться назад. В момент выхода подпружиненного кольца 42 из соприкосновения с упором 40 планка СОЖ и пружины 26 и 27, возвращающиеся в исходное положение,, отталкивают магнитопровод от рабочей торцовой поверхности круга 14.
При последующем движении штока 39 (гайка 45 освобождает рычаг 46. Пру- жина 37 вьщвигает шток 35, который с помощью рычага 33 приводит рычаги 32
и распорные клинья 28 в исходное положение. Освобожденные магнитопроводы поднимаются на кронштейнах 30, закрепленных на каретке 47 (фиг.1), в верхнее положение. Скосы ,Д (фиг.З)
на направляющих элементах 4 при подъеме отталкивают магнитопроводы, после чего толкатель 20 устройства 3 сброса продвигает заготовки на направляющие лотки 4. Каретка 47 опускается в исходное положение и устройство подготовлено к новому циклу.
После проведения ряда циклов обработки магнитопроводов абразивные
круги 14 изнашиваются, поэтому они подвергаются периодической правке апмазньши инструментами 8 (фиг . 2) механизма 7 правки.
Формула изобретения
Полуавтомат для обработки торцов витых ленточных разрезных магнито- проводов, содержащий станину, на которой размещены планшайба с абразивными кругами, устройства фиксации магнитопроводов, каж,цое из которых включает кронштейн и механизм прижима, устройства для вывода магнитопроводов из зоны обработки с направляюп им лотком, о т л и ч а ю щ и и с я тем, что, с целью повышения качества магнитопроводов за счет исключения расслоения витков, каждое устройство фиксации магнитопроводов снабжено двумя цанговыми пружинами, располол енньши параллельно торцовой плоскости абразивного круга, и клиньями для распорки цанговых пружин, связанными с механизмами прижима рычажной связью, при этом одна из цанговых пружин закреплена ка направляюрдем лотке с возмож- кость О качания относительно ториовой поверхности абразивного круга, а другая - одпим концом на направляющем лотке, а другим - на кронштейне.
f/
S фа&.г.
S- 6
S
J
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для обработки торцовВиТыХ лЕНТОчНыХ РАзРЕзНыХ МАгНиТО-пРОВОдОВ | 1979 |
|
SU838780A1 |
| Полуавтомат для обработки торцов витых ленточных разрезных магнитопроводов | 1990 |
|
SU1742875A2 |
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
| Автооператор к автомату контроля магнитопроводов | 1984 |
|
SU1259347A1 |
| Устройство для разрезки кольцевых магнитопроводов | 1973 |
|
SU600623A2 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1002135A1 |
| Автомат для намотки электрических катушек | 1984 |
|
SU1244731A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ ЛЕНТОЧНЫХ ДЕЛИТЕЛЬНЫХ | 1967 |
|
SU205519A1 |
| Полуавтомат для доводки торцев магнитопроводов | 1974 |
|
SU570114A1 |
| Способ сборки электрической машины | 1985 |
|
SU1283898A1 |
фиг. 5 fpu3.4ВНйИПИ Заказ 1002/59 Тираж 644. Подписное
f
Филиал ППП Патент, г.Ужгород, ул,Проектная,
e-3
фаг.в
