1
Изобретение относится к технологическому оборудованию для изготовления витых разрезных ленточных магнитопроводов с окном прямоугольной формы и может использоваться в электротехнической и радиотехнической промдшленности.
Известны устройства для изготовления витых ленточных магнитопроводов типа НМ-4М, НМ-13 и др., содержащие смоточное устройство, навивочную оправку, установленную в гнезде шпинделя, механизм заправки, отрезки ленты и закрепления наружного витка навитой заготовки
Недостатком таких устройств является то, что закрепленне первого витка, образующего магнитопровод, производится в паз навивочной оправки, что удорожает изготовление оправок и требует дополнительной операции чистки пазов оправок от заправочных концов, либо удаления их с половинок магнитопроводов после разрезки заготовок на две половины. При изготовлении витых магнитопроводов на основе пропиточных компаундов заправочные концы требуется удалять до операции разрезки.
Известно также устройство для изготовления витых ленточных магнитопроводов, содержащее, с целью совмещения с навивкой магнитопровода,операцию перепрессовки оправок рЗТакое устройство также не исключает недостатков, указанных выше. Кроме того, как в первом, так и во втором случае применение навивочной
10 и калибровочной оправок отрицательно сказывается на распределение напряжений в навитой заготовке магнитопровсда.
В связи с тем, что калибровочная
15 оправка имеет несколько меньше по сечению геометрические размеры, то разность напряжений на внутренних и наружных витках, образующих заготовку магнитопровода, значительно
20 возрастает.
Операция термического отжига заготовок магнитопроводов в окислительной среде, KOTOpeiH приводится при 780-в20°С в течение 7-10 мин с боль25шей вероятностью нивелирует разность напряжений ДО, чем лСт.
Таким образом, целесообразней производить отжиг заготовок магнитопроводов на навивочной оправке без
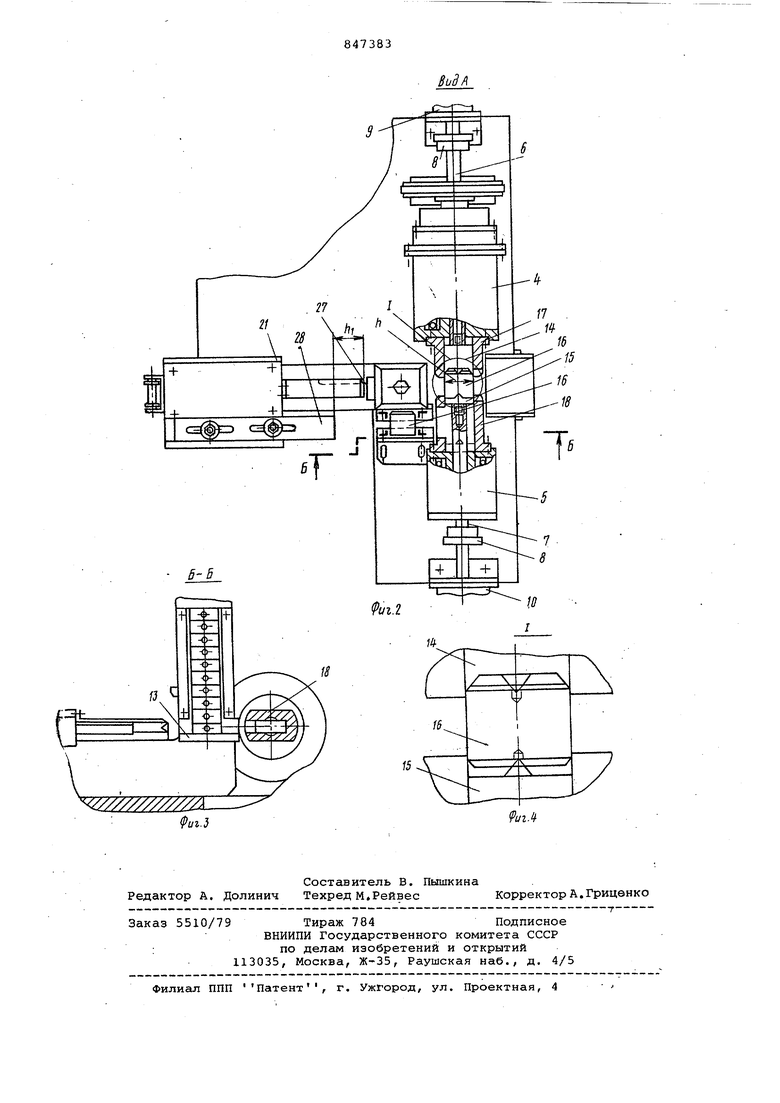
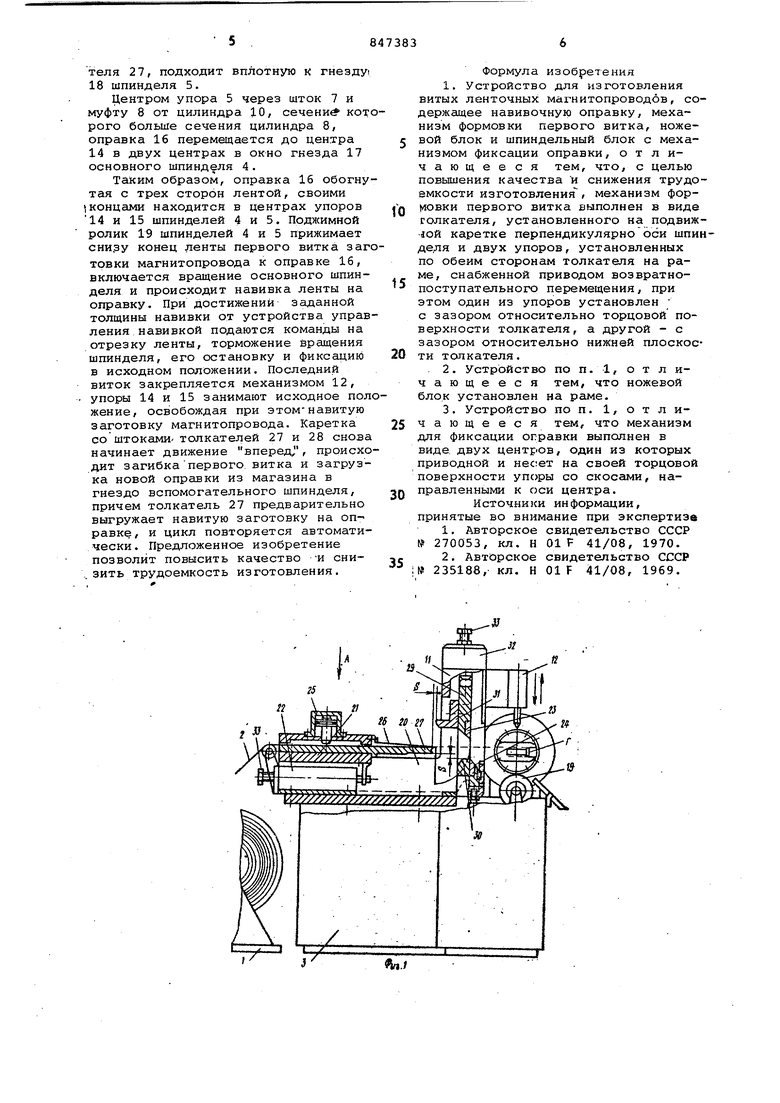
30 операции перепрессовки на калибройочную оправку, что позволяет получить более высокую монолитность готовых изделий. Цель изобретения - повышение качества изготовления магнитопроводов и снижение трудоемкости изготовлеПоставленная цель достигается тем, что механизм формовки первого витка выполнен в виде толкателя, установленного на подвижной каретке перпендикулярно оси шпинделя и двух упоров, установленных по обеим сторонам толкателя на раме, снабженной приводом возвратно-поступательного перемещения,при этом один из упоров установлен с зазором относительно торцовой поверхности толкателя, а другой - с алзором относительно нижней плоскости толкателя, причем ножевой блок установлен на раме, а механизм фиксации оправки выполнен в виде двух центров, один из которых приводной и несет на своей торцовой поверхности упоры до скосами, направленными к оси центра. На фиг. 1 изображено устройство, общий ВИД на фиг. 2 - вид А на фиг. Ij на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - узел I на фиг.2 Устройство для изготовления витых ленточных магнитопроводов состоит и смоточного устройства 1 с бобиной ле ты 2 и расположенной рядом со стани 3,на которой установлены соосно осно ной и вспомогательный шпиндели 4 и 5, соединенные штоками 6 и 7 чере : муфты 8 со штоками зажимных цилиндров 9 и 10, а также механизм 11 фор мовки первого витка с установленным на нем механизмом 12 закрепления последнего витка и магазин 13 накоп ления оправок. На штоках б и 7 закреплены упоры 14 и 15 для удержания и перемещения оправок 16 в гнездах 17 и 18, жестко закрепленных на шпинделях 4 и 5. Внутри станин разме щено пневмооборудование, электрообо рудование, привод основного шпинделя 4 и механизм поджимного ролика с устройством 19 контроля толщины навивки. Механизм 11 формовки первого вит состоит из корпуса 20, на котором установлена на направляющих каретка 21,связанная со штоком приводного ц линдра 22,и блока ножей 23 и 24,На ретке 21 установлены прижимной цилиндЬ 25, пружина 26 и толкатель 27 толидана которого равна толщине навивочной оправки, а ширина на 23 мм меньше ширины навиваемой ленты и толкатель 28, закрепленный в пазу каретки с возможностью регулировани размера 11 1i + 1, где h - ширин навивочной оправки. При этом толкатель 27, с целью учета упругих деформаций ленты имеет острые передние углы. Нож 24 поджат упругим эле лжгнтом к ножу 23, закрепленному на раме 29, имеющей упор 30 со скосом и жестко закрепленный упор 31. Рама 29 смонтирована подвижно в направляющих пазах корпуса 20 и соединена со штоком приводного цилиндра 32. Приводные цилиндры 22 и 32 содер,жат регулировочные винты 33 дл регулировки размера S между верхним положением упора 30 рамки 29 и нижней плоскостью толкателя 27 и крайншл положением толкателя 27 и упором 31. Устройство работает следующим образом. Перед пуском устройства в работу винтами 33 производится настройка зазоров S , которые должны быть равны толщине навиваемой ленты и размера h , определяющего положение торца толкателя 28 относительно торца толкателя 27. Лента 2, из которой изготавливается магнитопровод, со смоточного устройства 1 пропускается вручную по толкателю 27 под шток прижимного цилиндра и под пружину 26, далее через отверстие в раме 29. В плоскость цилиндра 25 подают сжатый воздух, который прижимает ленту 2 к поверхности толкателя 27, после чего подается сжатый воздух к приводному цилиндру 32, шток которого давит на раму 29 с ножом 23. При э-том ножами 23 и 24 производится отрезка конца ленты 2 и отгибка его на угол 9 О уюром 31 вокруг верхнего ребра толкателя 27. От устройства управления машиной получают команду на движение вперед цилиндр 22,который увлекает каретку 21 с толкателями 27 и 28 с прижатой к нему-лентой. Отогнутый конец ленты на торце толкателя 27 при движении набегает на упор 30 рамы 29 и отгибает еще на 90 вокруг нижнего ребра толкателя 27. При дальнейшем движении каретки толкатель 28 захва1тывает из магазина 13 оправку и подает ее в гнездо 18 вспомогательного шпинделя 5, при этом толкатель 27 с формированным первым витком П-образной формы занимает крайнее положение, причем торец толкателя выступает на 1 мм дальше ребра окна гнезда 17 основного шпинделя 4. В это время подается команда на движение вперед приводному цилиндру 9, который перемещает через муфту 8 шток 6 с упором 14 до контакта последнено со штоком 27, после чего каретка 21 со штоками 27 и 28 возвращается в исходное положение, а лента с отогнутым П-образным концом оказывается перекрыто; упором 14, который при отходе толкателя 27, подходит вплотную к гнезду 18 шпинделя 5.
Центром упора 5 через шток 7 и муфту 8 от цилиндра 10, сечений которого больше сечения цилиндра 8, оправка 16 перемещается до центра 14 в двух центрах в окно гнезда 17 основного шпинделя 4.
Таким образом, оправка 16 обогнутая с трех сторон лентой, своими
концами находится в центрах упоров
14 и 15 шпинделей 4 и 5. Поджимной ролик 19 шпинделей 4 и 5 прижимает СНИЗУ конец ленты первого витка заготовки магнитопровода к оправке 16, включается вращение основного шпинделя и происходит навивка ленты на оправку. При достижений заданной толщины навивки от устройства управления навивкой подаются команды на отрезку ленты, торможение вращения шпинделя, его остановку и фиксацию в исходном положении. Последний виток закрепляется механизмом 12, упоры 14 и 15 занимают исходное положение, освобождая при этомнавитую заготовку магнитопровода. Каретка со штоками- толкателей 27 и 28 снова начинает движение вперед , происходит загибкапервого витка и загрузка новой оправки из магазина в гнездо вспомогательного шпинделя, причем толкатель 27 предварительно выгружает навитую заготовку на оправке, и цикл повторяется автоматически. Предложенное изобретение позволит повысить качество И снизить трудоемкость изготовления.
Формула изобретения 1. Устройство для изготовления витых ленточных магнитопроводов, содержащее навивочную оправку, механизм формовки первого витка, ножевой блок и шпиндельный блок с механизмом фиксации оправки, отличающееся тем, что, с целью повышения качества и снижения трудоемкости изготовления, механизм формовки первого витка выполнен в виде толкателя, установленного на подвиж1ОЙ каретке перпендикулярно оси шпиделя и двух упоров, установленных по обеим сторонам толкателя на раме, снабженной приводом возвратнопоступательного перемещения, при этом один из упоров установлен с зазором относительно торцовой поверхности толкателя, а другой - с зазором относительно нижней плоскости толкателя.
. 2. Устройство по п. 1, о т л ичающееся тем, что ножевой блок установлен на раме.
3. Устройство по п. 1, о т л ичающееся тем, что механизм для фиксации оправки выполнен в виде двух центров, один из которых приводной и несет на своей торцовой поверхности упоры со скосами, направленными к оси центра.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 270053, кл. Н GIF 41/08, 1970.
2.Авторское свидетельство СССР ;№ 235188, кл. Н 01F 41/08, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОНРОВОДОВ | 1969 |
|
SU235188A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1978 |
|
SU942178A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1981 |
|
SU983770A1 |
| Поточно-механизированная линия для изготовления витых ленточных магнитопроводов | 1980 |
|
SU959172A1 |
| Поточно-механизированная линия для изготовления витых ленточных магнитопродов | 1974 |
|
SU541208A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1984 |
|
SU1309096A1 |
| Автомат для навивки магнитопроводов | 1983 |
|
SU1191958A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1981 |
|
SU1026177A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |