1
(21)А069651/22-02
(22)22.05.86
(46) 23.07,89. Бюл. № 27
(71)Всесоюзный научно-исследовательский и проектно-конструкторский институт металлургического машиностроения
(72)С.Д.Гарцман, А.А.Филатов,
Ю.С.Чехлов, Л.И.Данилов, Ю.В.Липухин, А.М.Сорокин и 3.П.Каретный
(53)621.771.237(088.8)
(56)Авторское свидетельство СССР fr 1318582, кл. В 21 В 1/00, 1985.
(54)СПОСОБ НАСТРОЙКИ ПРИВОДНЫХ РАБОЧИХ ВАЛКОВ В ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ ПРОКАТНОГО СТАНА
(57)Изобретение относится к прокатному производству, в частности к способам настройки смещения приводных рабочих, валков в клети кварто листового стана горячей прокатки. Цепь изобретения - повьшение срока службы подшипниковых узлов валков и элементов станины путем снижения динамических нагрузок в клети. Обеспечение стабильного положени } подушек валков в проемах станины прокатной клети при прокатке путем регулируемого
2
свала, величина которого определяется по результатам замеров усилия прокатки и горизонтальных сил клети по
формуле: Г 0,25(По„-Ю;,) (5
г
где cJj - свал рабочих валков в направлении входа полосы в клеть; Don Dp - диаметры опорного, рабочего - валков; Q(t) - суммарное горизонтальное усилие взаимодействия подушек рабочих валков со станиной со стороны выхода полосы из клети в момент времени t; P(t) - усилие прокатки в момент времени t; f - свал рабочих валков в направлении выхода полосы из клети. Способ предполагает пробную прокатку партии полос одинаковой массы, геометрических размеров и материала при которой определяют усилие прокатки при произвольной величине смещения плоскости осей рабочих валков в направлении выхода полосы из клети Г/ . По определенным усилие P(t), Qj(t) и сГ, , устанавливают с(. Использование способа настройки рабочих валков позволяет увеличить срок службы подушек и сменных планок станин для стана 2000 горячей прокат- ки до 5 лет вместо 1-го года.
9
СЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки приводных рабочих валков в четырехвалковой клети прокатного стана | 1985 |
|
SU1586804A1 |
| ОПОРНЫЙ УЗЕЛ РАБОЧЕГО ВАЛКА ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2147473C1 |
| КОМПЛЕКТ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1992 |
|
RU2025158C1 |
| Способ настройки рабочей клети кварто листового прокатного стана | 1985 |
|
SU1329848A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1570810A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1997 |
|
RU2121898C1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| РАБОЧАЯ КЛЕТЬ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1992 |
|
RU2014919C1 |
| Прокатная клеть | 1980 |
|
SU984519A1 |
Изобретение относится к прокатному производству, в частности к способам настройки приводных рабочих валков в четырехвалковой рабочей клети листового стана горячей прокатки.
Цель изобретения - повышение срока службы подшипниковых узлов валков
и элементов станины путем снижения динамических нагрузок в клети.
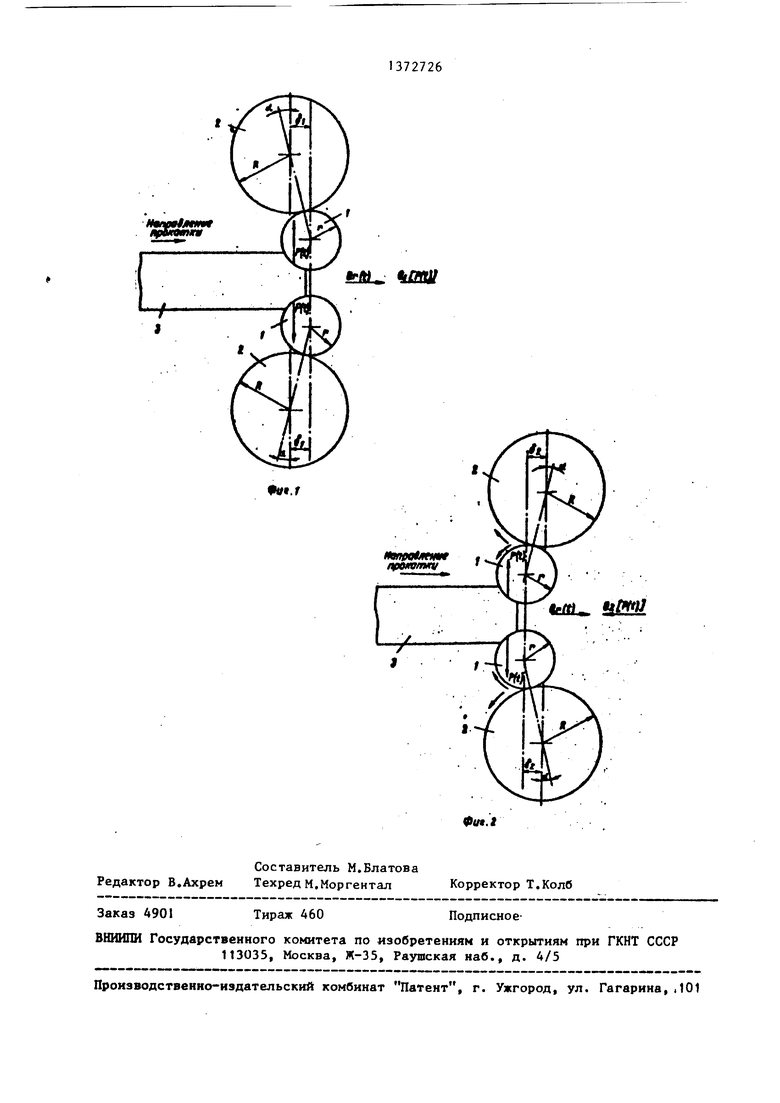
На фиг. 1 изображена схема взаимодействия рабочих,опорных валков и полосы при смещении плоскости осей рабочих валков относительно плоскости осей опорных валков в направлении выхода полосы из клети; на фиг. 2 схема взаимодействия рабочих, опорны валков и полосы при смещении (свале) осей рабочих валков относительно плоскости осей опорных валков в на- праЬлении входа полосы в клеть.
На чертеже показаны рабочие валки 1, опорные валки 2, прокатываемая полоса 3,
Суть способа заключается в определении величины смещения осей рабочих валков в зависимости от суммарного горизонтального усилия, действующего на рабочие валки, включающего как инерционные нагрузки, формирующиеся в зонах контакта рабочих и опорных валков, так и нагрузки, возникакяцие в результате взаимодействия смежных клетей непрерывной группы.
Рассмотрим нагрузки, действующие на рабочие валки и их опорные узлы при захвате полосы, и сформулируем условие постоянного прижатия поду- шек рабочих валков к стойкам станины Первоначально учтем, что при«Г 0,4К с погрешностью, не превьшающей 3%, можно принять:
-;cosJ.,
(I) 30
где J. - острый угол между вертикалью и прямой, соединяющей центры . рабочего и опорного валков
(см. фиг. 1 и 2);
г и R - соответственно радиусы рабочего и опорного валков; «Г- величина смещения рабочих
валков относительно плоскости опорных валков.
Поскольку реальные значения f существенно меньше, чем 0,4 R, то с погрешностью менее 3% можно использовать зависимость (I),
В процессе прокатки пробной полосы на подшипниковые узлы рабочих валков и стойки станин будет действовать в функции от времени t горизонтальное усилие Q(t), не зависящее от смещения Г. Это усилие возникает в результате подпора или натяжения полосы, ее разгона или торможения, а также вследствие разгона или торможения рабочих и опорных валков.
Кроме того, при смещении Г| осей рабочих валков в направлении выхода полосы из клети (см. фиг. 1) под действием усилий P(t) прокатки в зонах контакта рабочих и опорных
валков возникают усилия P(t)/cos«(, направленные вдоль линии, соединяющей центры валков. Суммарная горизонтальная составляющая этих, усилий Q.((P(t)) согласио формуле (1) связана с усилиями P(t) следующей зависимостью:
10 Q,(P(t))-2P(t)tg.2P(t) r+R
-4P(t) Dp+Uon
(2)
15
где Dp,Don соответственио диаметры рабочего и опорного валков.
Суммарное горизонтальное усилие взаимодействия подушек рабочих, валков со стойками стании со стороны выхода полосы из клети составляет
Qj(t)-Q,(t)+Q,(P(t)), (3)
Из зависимостей (2) и (3) нетрудно получить, что
- . D il +Dp
. В случае смещения осей рабочих валков в направлении входа полосы в клеть (см, фиг. 2), в процессе прокатки партии полос, имеющих ту же массу, геометрические размеры, материал и режимы прокатки, что и пробная полоса, будут формироваться усилия P(t) и Q(t), практически равные этим же усилиям, полученным при прокатке пробной полосы. Это объясняется тем, что параметры очага деформаQ,(t)Q5(t)-4p(t)
(4)
ции, а следовательно, и силовые параметры не связаны с величиной и направлением смещения осей рабочих вал- iKOB. Отсюда следует, что при смещении г в направлении входа полосы в клеть на подшипниковые узлы рабочих валков и стойки станин будут действовать горизонтап1 ные усилия Q{(t) и )), равное по аналогии с зависимостью (2):
Ji
Q,(P(t)).4P(t)
(5)
При этом направление усилия Qjt(t) бу- дет такое же, как и при прокатке пробной полосы, а усилие Q(P(t)) будет направлено против движения полосы. Очевидно, что для обеспечения постоянного контакта подушек рабочих валков со стойками станины необходиМО, ч1-обы для любого момента времени t соблюдалось условие
Q2(P(t))(t),
(6)
Подставив зависимости (4) и (5) в выражение (6), получим, что для вы- по;1нения условия (6) величина с должна удовлетворять соотношению
,25(В,„+Вр) -с/;. (7)
Из выражения (7) следует, что постоянное прижатие подушек рабочего валка к стойкам станин будет реализовано, если величина смещения Q будет равна
Qt(t)
cr,0,25(D,,-bD,)(i )мл..
(8)
где Ы ,
МАКС максимальное значение отношения силовых параметров
Qsit)
Q-(t) и P(t).
Величину () можно определить
путем замера величин Q(t) суммарного горизонтального усипия взаимодействия подушек со стойками станин и усилия прокатки P(t) для любого значения времени t процесса прокатки и последующего вычисления отношения
Qiit) P(t)
Из изложенного следует, что, если перед прокаткой пробной полосы сместить оси рабочих валков в направлении выхода полосы из клети на величину , определить при прокатке
пробной полосы величину (-т )
и подставить полученные значения в зависимость (8), адекватную заявляемой, то получим величину смещения осей рабочих валков етносительно осей опорных валков в направлении входа полосы в клеть, обеспечивающего постоянный контакт подушек рабочего валка со стойками станины, не конкрети.- зируя при этом величину подпора или натяжения полосы и ее массу в межкле- тьевом промежутке. Это позволяет использовать заявляемый способ для клетей непрерывных групп, в том числе и для первых клетей, а также для отдельно стоящих клетей.
Пример. В рабочей клети, имеющей диаметр Don опорного валка
1600 мм и диаметр D рабочего валка 1200 мм перед лрокаткой партии полог из стали марки ЗСП шириной 1500 мм и одинаковой массы, равной 30000 , смещают на величину t 16 мм оси рабочих валков относительно оси опорных валков в направлении выхода полосы из клети. В процессе прокатки
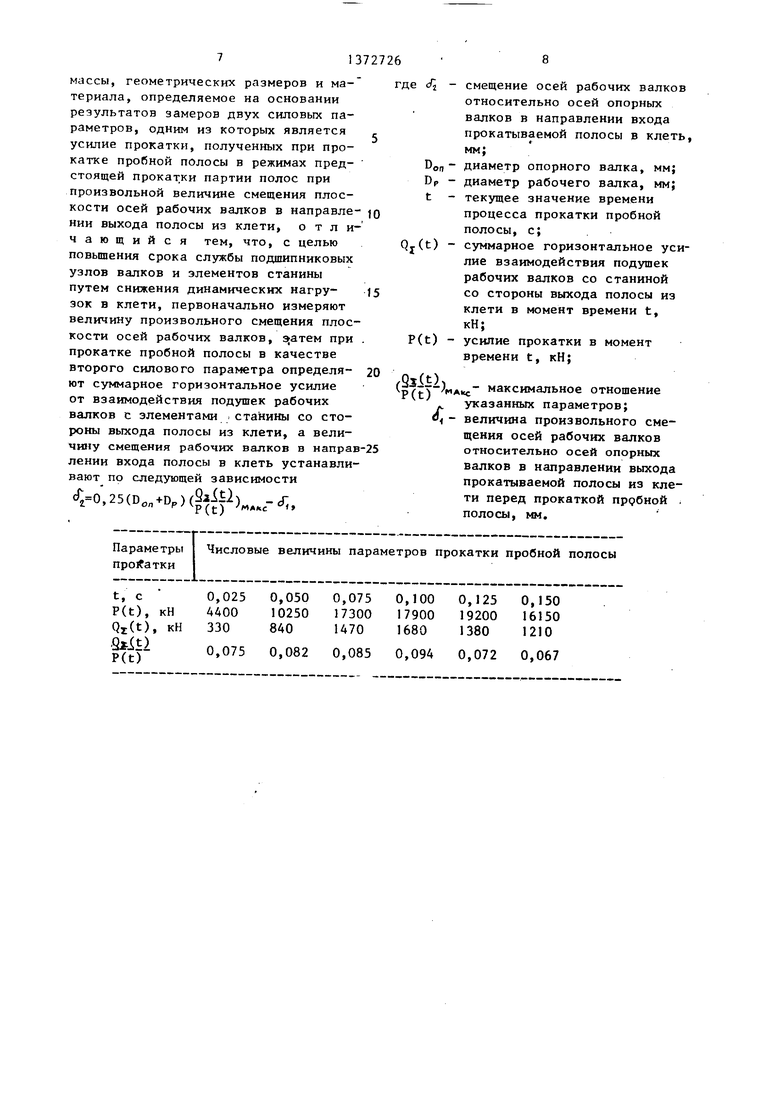
пробной полосы замеряют в функции от времени t усилие P(t) прокатки и суммарное горизонтальное усилие Q..(t) взаимодействия подушек рабочих валков со стойками станин со сто5 роны выхода полосы из клети. Результаты замеров приведены в таблице. Из таблицы следует, что величина
() равна 0,09А и соответству0 ет моменту времени ,1 сек, считая от момента начала роста усилий P(t) и QrCt).
5
Затем определяют величину зависимости
(Г 0,25(0,,+DP) ()„лкг 1
j;
г по
0,25(1600+1200) 0,094-16 49,82Г50 мм
Далее перед прокаткой партии полос
0 смещают оси рабочих валков на величину (/2 50 мм в направлении входа полосы в клеть.
Использование предлагаемого способа настройки рабочих валков обеспечи5 вает, по сравнению с существующими способами, снижение динамических нагрузок в клетях непрерывных групп Ш1фокополосовьгх станов горячей прокатки и повьш ение долговечности эле0 ментов станин и подшипниковых узлов рабочих валков. Использование предложенного способа только для рабочих клетей непрерывной черновой группы стана 2000 горячей прокатки базового
5 объекта, где срок службы подушек и сменных планок станин составляет примерно 1 год, позволит увеличить срок их службы до 5 лет.
Формула изобретения Q Способ настройки приводных рабочих валков в четырехвалковой клети прокатного стана, включающий регулируемое смещение вдоль оси прокатки подушек рабочих валков, оси которых 5 расположены в одной плоскости относительно плоскости, проходящей через оси опорных валков, в направлении входа прокатываемой полосы в клеть пе- .ред прокаткой партии полос одинаковой
массы, геометрических размеров и материала, определяемое на основании результатов замеров двух силовых параметров, одним из которых является усилие прокатки, полученных при прокатке пройной полосы в режимах пред- стоящей прокатки партии полос при произвольной величине смещения плоскости осей рабочих валков в направле- НИИ выхода полосы из клети, отличающийся тем, что, с целью повышения срока службы подшипниковых узлов валков и элементов станины путем снижения динамических нагру- зок в клети, первоначально измеряют величину произвольного смещения плоскости осей рабочих валков, при прокатке пробной полосы в качестве второго силового параметра определя- ют суммарное горизонтальное усилие от взаимодействия подушек рабочих валков с элементами станины со сто- роаы выхода полосы из клети, а величину смещения рабочих валков в направ лении входа полосы в клеть устанавливают по следующей зависимости
де (Ti - смещение осей рабочих валков относительно осей опорных валков в направлении входа прокатываемой полосы в клеть, мм;
Dor/ - диаметр опорного валка, мм;
Dp - диаметр рабочего валка, мм;
t - текущее значение времени процесса прокатки пробной полосы, с;
Qj(t) - суммарное горизонтальное усилие взаимодействия подушек рабочих валков со станиной со стороны выхода полосы из клети в момент времени t, кН;
P(t) - усилие прокатки в момент времени t, кН;
-т-) максимальное отношение . указанных параметров; величина произвольного смещения осей рабочих валков относительно осей опорных валков в направлении выхода прокатываемой полосы из кле4Hft.r
frM itfrnff
leflL lf fJ
