Изобретение относится к области станкостроения и может быть использовано в зуборезных станках для обработки полуобкатных конических колес резцовой головкой по методу обката.
Известен зуборезный станок для нарезания полуобкатных конических колес со спиральным зубом резцовой головкой по методу обката (Кедринский В.Н., Писманик К.М. Станки для обработки конических зубчатых колес. - М.: Машиностроение, 1967. - 535 с., рис. 168, с. 419).
Недостатком является значительная протяженность цепи обката, составленной из механических звеньев, сложность конструкции, значительная металлоемкость.
Известен также зуборезный станок с гидравлической цепью обката для нарезания конических колес со спиральным зубом (Патент РФ 2146188. Опубл. Б.И. 2000, 7), цепь обката которого включает в себя узел заготовки, узел инструмента, гидравлические шаговые двигатели, размещенные в цепи обката и кинематически связанные с вращением заготовки и люльки с инструментом, звено настройки, выполненное в виде генераторов гидравлических импульсов, соединенных системой трубопроводов с соответствующим шаговым гидродвигателем.
Недостатком такой внутренней цепи является то, что она не обеспечивает обработку полуобкатных конических колес со спиральным зубом резцовой головкой по методу обката.
Технической задачей является обеспечение обработки конических полуобкатных колес резцовой головкой с применением гидравлической связи во внутренней цепи, упрощение кинематической цепи обката, снижение металлоемкости, повышение точности цепи станка.
Указанная техническая задача достигается тем, что зуборезный станок снабжен дифференциалом, установленным в цепи модификатора и связанным с инструментом, размещенным на люльке, дополнительным гидравлическим шаговым двигателем, предназначенным для привода дифференциала, и дополнительным генератором гидравлических импульсов, соединенным с ним посредством трубопроводов, при этом золотниковая втулка дополнительного генератора гидравлических импульсов установлена с возможностью вращения посредством зубчатого колеса, установленного на червяке привода вращения люльки с инструментом.
На чертеже представлена схема зуборезного станка с гидравлическими связями во внутренней цепи для нарезания конических полуобкатных колес со спиральным зубом резцовой головкой.
Станок включает в себя инструмент 1, размещенный на люльке 2 станка и совершающий вращательное движение от электродвигателя Д через звено настройки iv, заготовку 3, взаимодействующую с инструментом по цепи обката, генераторы гидравлических импульсов 4 и 5, кинематически связанные посредством шестерни 6, находящейся в зацеплении с внутренним периметром составного колеса 7 и шестерни 8, находящейся в зацеплении с внешним периметром вышеупомянутого составного колеса, и управляющие шаговыми гидродвигателями 9 и 10, осуществляющими вращение люльки с инструментом посредством червячной передачи 11 и заготовки соответственно, при этом золотниковая втулка с рабочими щелями генератора гидравлических импульсов привода люльки получает вращение от шестерни 8, связанной с внешним периметром составного колеса 7, а золотниковая втулка генератора гидравлических импульсов привода заготовки получает вращение от зубчатого колеса 12, закрепленного на одном валу с шестерней 6, находящейся в зацеплении с внутренним периметром вышеупомянутого составного колеса, получающей вращение от гидромотора 13, неравномерное вращение люльки с инструментом для получения требуемого профиля зуба полуобкатной шестерни получается за счет того, что червяк 11 в червячной передаче привода вращения люльки получает осевое перемещение от механизма модификации, и осуществляется шаговым гидродвигателем 14, кинематически связанным посредством червячной передачи 15 с суммирующим механизмом 16 в виде дифференциала с коническими колесами, движение от вращающего червяка 15 передается на диск модификатора 17 с эксцентрично расположенным роликом 18, который, поворачиваясь, воздействует через ползушку 19 на червяк 11, перемещая его на определенную величину, что вызывает дополнительный поворот люльки с инструментом; управление вышеуказанным шаговым гидродвигателем осуществляется генератором гидравлических импульсов 20, золотниковая втулка которого получает вращение от приводного зубчатого колеса 21, закрепленного на червяке 11, привода вращения люльки, при этом рабочая жидкость подводится к генераторам гидравлических импульсов от насосной установки 22 по трубопроводу 23.
Работа станка осуществляется следующим образом. Вращение люльки 2 с размещенным на ней режущим инструментом 1 и получающим вращение от электродвигателя Д через звено настройки iV связано с вращением заготовки 3 цепью обката и осуществляется от гидравлического шагового двигателя 9, кинематически связанного через суммирующий механизм 16 посредством червячной передачи 11 с люлькой и управляемого генератором гидравлических импульсов 5, золотниковая втулка с рабочими щелями которого получает вращение от шестерни 8, находящейся в зацеплении с внешним периметром составного зубчатого колеса 7. Вращение заготовки 3 осуществляется шаговым гидродвигателем 10, управляемым генератором гидравлических импульсов 4, золотниковая втулка с рабочими щелями которого получает вращение от приводного зубчатого колеса 12, закрепленного на одном валу с шестерней 6, находящейся в зацеплении с внутренним периметром вышеупомянутого составного колеса 7 и получающей вращение от гидромотора 13; неравномерное вращение люльки 2 с инструментом 1 для получения требуемого профиля зуба шестерни полуобкатной передачи получается за счет того, что червяк 11 в червячной передаче привода вращения люльки получает осевое перемещение от механизма модификации, которое осуществляется шаговым гидродвигателем 14, кинематически связанным посредством червячной передачи 15 с суммирующим механизмом 16 в виде дифференциала с коническими колесами и червячной передачи 11 с люлькой 2. Движение от вращающегося червяка 15 передается на диск модификатора 17 с эксцентрично расположенным роликом 18, который, поворачиваясь, воздействует через ползушку 19 на червяк 11 привода вращения люльки, перемещая его на определенную величину, что вызывает дополнительный поворот люльки с инструментом; управление вышеупомянутым шаговым гидродвигателем осуществляется генератором гидравлических импульсов 20, золотниковая втулка с рабочими щелями которого получает вращение от приводного зубчатого колеса 21, закрепленного на червяке 11 привода вращения люльки, при этом рабочая жидкость к генераторам гидравлических импульсов подводится от насосной установки 22 по трубопроводу 23.
Предлагаемое изобретение позволит упростить конструкцию станка, повысить точность кинематической цепи за счет сокращения ее протяженности путем исключения из нее значительного числа механических элементов, снизить металлоемкость станка.
Изобретение относится к области станкостроения, зуборезным станкам для обработки полуобкатных конических колес резцовой головкой по методу обката. Станок содержит узел инструмента, размещенный на люльке, узел заготовки, звено настройки, узел составного колеса и гидравлическую цепь обката. Для упрощения кинематической цепи обката, снижения металлоемкости и повышения точности цепи обката он снабжен дифференциалом, установленным в цепи модификатора и связанным с люлькой, на которой размещен инструмент, дополнительным шаговым гидравлическим двигателем, предназначенным для привода дифференциала, и дополнительным генератором гидравлических импульсов, соединенным с ним посредством трубопроводов. При этом золотниковая втулка дополнительного генератора гидравлических импульсов установлена с возможностью вращения посредством зубчатого колеса, установленного на червяке привода вращения люльки с инструментом. 1 ил.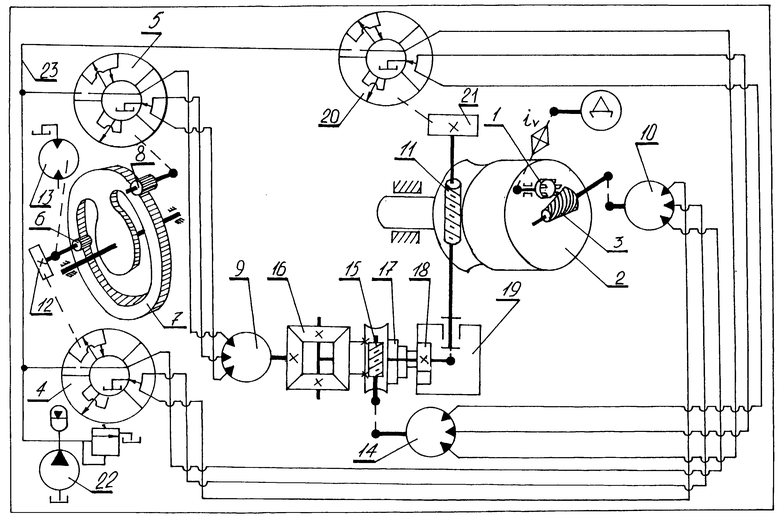
Зуборезный станок с гидравлическими связями для нарезания конических колес резцовой головкой по методу обката, содержащий узел инструмента, размещенный на люльке, узел заготовки, звено настройки, узел составного колеса и гидравлическую цепь обката, отличающийся тем, что он снабжен дифференциалом, установленным в цепи модификатора и связанным с люлькой, на которой размещен инструмент, дополнительным шаговым гидравлическим двигателем, предназначенным для привода дифференциала, и дополнительным генератором гидравлических импульсов, соединенным с ним посредством трубопроводов, при этом золотниковая втулка дополнительного генератора гидравлических импульсов установлена с возможностью вращения посредством зубчатого колеса, установленного на червяке привода вращения люльки с инструментом.
| ЦЕПЬ ОБКАТА ЗУБОРЕЗНОГО СТАНКА ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС СО СПИРАЛЬНЫМ ЗУБОМ | 1998 |
|
RU2146188C1 |
| Станок для нарезания конических и гипоидных зубчатых колес | 1976 |
|
SU617193A1 |
| Торцовая фреза | 1988 |
|
SU1558574A1 |
| Зуборезный станок для нарезания конических колес | 1991 |
|
SU1815025A1 |
| US 2972912, 28.02.1961 | |||
| КЕДРИНСКИЙ В.Н | |||
| и др | |||
| Станки для обработки конических зубчатых колес | |||
| - М.: Машиностроение, 1967, c.442, рис | |||
| Переносный кухонный очаг | 1919 |
|
SU180A1 |
