Изобретение относится к металлургии и используется при выполнении футеровки сталеразливочных и чугуновозных ковшей.
Цель изобретения - повышение стойкости футеровки, снижение расхода огнеупорных материалов.
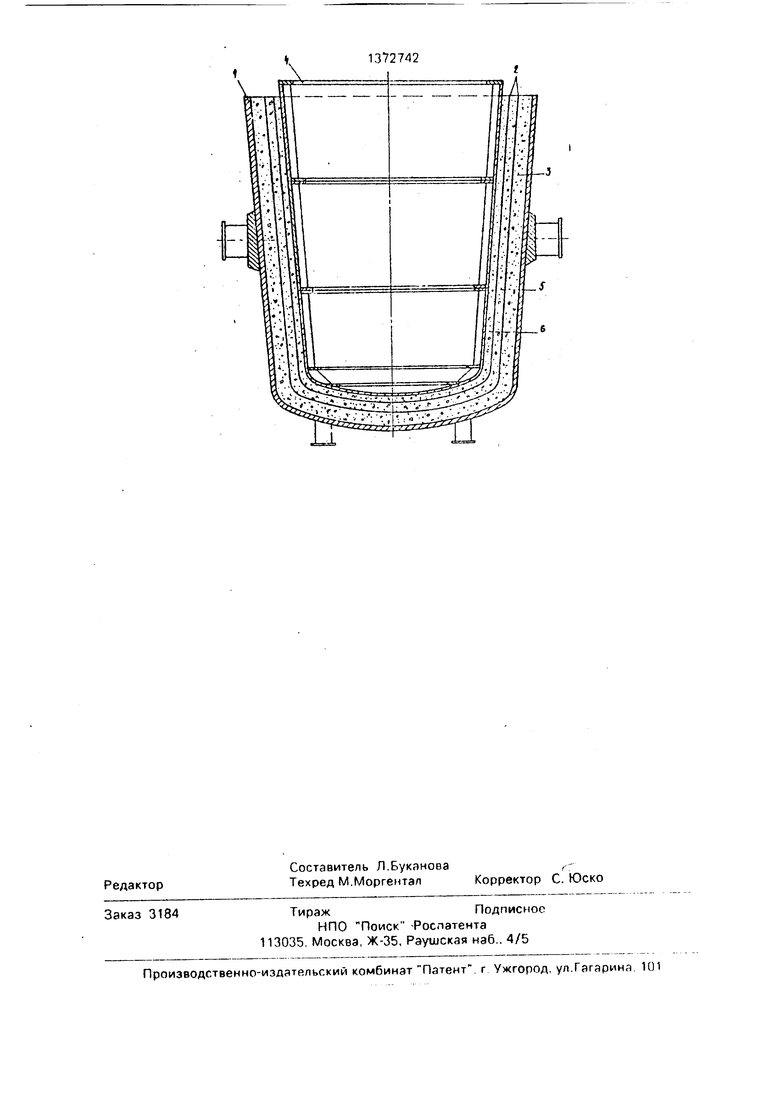
На чертеже изображен сталеразливоч- ный ковш с многослойной огнеупорной футеровкой.
Способ заключается в следующем.
Перед выполнением футеровки внутреннюю поверхность корпуса ковша 1 по- крыоают слоем (0.5-5,0 мм) 2 графитовой эмульсии. Слой наносят на футеровку торкретированием. Далее арматурный слой 3 футерог; ;и выполняют путем заливки огнеупорною бетона между корпусом ковша 1 и ме1 алл1 ческим шаблоном 4, Бетон представляет собой смесь кварцитового порошка (96-98 %}, шлака феррохромового производства (2-4 %) и раствора жидкого стекла.
После заливки и отверждения огнеупорного бетона шаблон извлекают и футеровку cyuiar газовыми горелками в течение 12-14 ч. Ковш с первичной монолитной футеровкой подают под разливку стали. После раз- липкм 1В -20 ппавок до износа арматурного слоя 3 на 60-70 % оставшуюся часть арматурного слоя 3 покрывают слоем 2 неспека- юш.егосяпокрытия,наиболее
предпочтительным составом для которого является следующий. %:
Кварцевая мука40-80
Песок18-50
Алюминат, силикат,
метафосфат натрия0.5-5
Мо/1отая глина0.5-5
Толщина второго покрытия 2 слоя 5-25 мм, его наносят на футеровку, охлажденную до температуры не ниже . Затем формируют промежуточный слой 5 футеровки, для чего вторично заливают огнеупорный бетон первоначального состава между шаблоном 4 и оставшимся слоем 3 до восстаиовления начальной толщины арматурного слоя 3, после чего ковш сушат по прежнему режиму и подают под разливку.
После износа в процессе разливки полученной футеровки на 40-50 % оставшуюся
футеровку вновь восстанавливают до перво- начальной толщины, формируя рабочий слой 6 футеровки путем нанесения неспекающегося слоя 2 на оставшуюся часть футеровки и заливки бетона между этой частью
и шаблоном 4. Таким образом следовательно в три этапа создают многослойную огне- упорную футеровку, состоящую из арматурного 3, промежуточного 5 и рабочего 6 слоев.
Рабочий слой 6 Футеровки в процессе эксплуатации ковша изнашивается, его периодически восстанавливают при износе на 20-30 % путем нанесения слоя 2 на оставшуюся часть и заливкой огнеупорного бетона
между этой частью и шаблоном 4.
Способ позволяет вдвое сократить расход огнеупорных материалов с 7-8 до 3,5 кг/т стали, обеспечить следующую стойкость ковшей: арматурный слой 500-600
разливок, промежуточный слой 60-70 разливок и рабочий слой 9-16 разливок. Кроме того, позволяет уменьшить время оборачиваемости ковшей между разливками, а также полностью механизировать процесс
изготовления и ремонта футеровок стале- разливочных и чугуновозных ковшей.
(56) Заявка ФРГ N; 2628135, кл. В 22 D41/02. 1971,
Заявка Великобритании № 1477632,
кл. В 22 041/02. 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ КОВША, ОГНЕУПОРНАЯ МАССА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И КОВШ ДЛЯ ПЕРЕВОЗКИ ЖИДКОГО МЕТАЛЛА | 1999 |
|
RU2147485C1 |
| СПОСОБ ЗАЩИТЫ ЧУГУНОВОЗНЫХ КОВШЕЙ ОТ ЗАРАСТАНИЯ ПРИ ВЫПЛАВКЕ ЧУГУНОВ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ ТИТАНОМАГНЕТИТОВ | 2000 |
|
RU2179908C1 |
| СПОСОБ УДАЛЕНИЯ ШЛАКОВЫХ НАСТЫЛЕЙ В ЧУГУНОВОЗНЫХ КОВШАХ | 1994 |
|
RU2080962C1 |
| СПОСОБ ТОРКРЕТИРОВАНИЯ ПРОМЕЖУТОЧНЫХ КОВШЕЙ | 2006 |
|
RU2297901C1 |
| Чугуновозный ковш | 2022 |
|
RU2804210C1 |
| СПОСОБ ТОРКРЕТИРОВАНИЯ ФУТЕРОВКИ ПРОМЕЖУТОЧНЫХ КОВШЕЙ | 1991 |
|
RU2047419C1 |
| ФУТЕРОВКА ЕМКОСТИ ДЛЯ ТРАНСПОРТИРОВКИ И РАЗЛИВКИ ЖИДКОГО АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1998 |
|
RU2139773C1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ ПАТРУБКА ВАКУУМАТОРА | 2011 |
|
RU2469101C1 |
| Огнеупорная бетонная смесь | 1981 |
|
SU977429A1 |
| ОГНЕУПОРНАЯ ТОРКРЕТ-МАССА | 2010 |
|
RU2424213C1 |
Изобретение относится к черной металлургии. конкретнее к выполнению футеровки сталеразпи- вочных и чугуновозных ковшей. Цель изобретения - повышение аойкости футеровки, снижение рас- хода огнеупорных материалов. Внутреннюю поверхность ковша покрывают неспекающимся покрытием, далее выполняют арматурный слой футеровки путем заливки огнеупорного бетона между корпусом ковша и шаблоном. Ковш с первичной монолитной футеровкой подают под разливку металла. После разливки при износе армат ного слоя на 60 - 70% оставшуюся часть арматурного слоя покрывают неспекаюицим слоем, затем формируют промежуточный слой футеровки, для чего вновь заливают бетон между оставшейся частью футеровки и шаблоном. Рабочий слой оформляют при износе футеровки на 40 -. 50% путем нанесения неспекающегося покрытия и заливкой бетона В дальнейшем ковш эксплуатируют до износа рабочего слоя на 20 - 30% и периодически восстанавливают рабочий слоя Способ позволяет вдвое сократить расход огнеупорных материалов, повысить аойкость ковшей, механизировать процесс изготовления и ремонта футеровки. 2 з.пф-лы, 1 ил.
Формула изобретения
1, Способ изготовления и ремонта многослойной футеровки металлургических емкостей, включающий изготовление арматурного и рабочего слоев, о т л и ч а ю- г, щ и и с я тем, что, с целью повышения стойкости футеровки, снижения расхода огнеупорных материалов, после нанзсения арматурного слоя ковш эксплуатируют до износа арматурного слоя на 60-70%, фор- мируют промежуточный слой футеровки, эксплуатируют ковш до износа полученной Футеровки на 40-50% и наносят рабочий
слой до восстановления первоначальной толщины футеровки, в дальнейшем ковш эксплуатируют до износа рабочего слоя на 20-30% от первоначальной толщины футеровки и периодически восстанавливают рабочий слой,
2,Способ поп, 1.отличающийся тем, что перед изготовлением каждого слоя на поверхность футеровки наносят неспека- ющеесй покрытие.
3,Способ поп, 1,отличающийся том, что футеровку выполняют из огнеупорного бетона.
1372742
