(21)4040303/25-27
(22)18.02.86
(46) 15.02.88. Бюл. № 6
(71)Воронежское производственное объединение по выпуску тяжелых механических прессов и Производственное объединение Ижсталь им. 50-летия СССР
(72)В.И.Авилов, В.И.Бурдин, А.И.Гончаров, Н.Н.Кохан, П.М.Ляшенко и Л.Я.Макшанов
(53)621.73 (088.8)
(56)Авторское свидетельство СССР № 1063526, кл. В 21 J 13/02, 1982.
(54)ШТАМП ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ТИПА ТОПОРА
(57)Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для штамповки деталей типа топора. Целью изобретения
является экономия материала и повышение производительности. Для этого штамп снабжен механизмом горизонтального перемещения дорна в виде установленного на нижней плите корпуса с коленчатым валом, связанньм с верхней плитой системой рычагов и дорном посредством кулисного соединения с разъемным камнем, а также подвижной в горизонтальном направлении ползушки. Дорн установлен в ползушке с возможностью относительного вертикального перемещения и подпружинен относительно нее. Нижняя матрица выполнена из двух подпружиненных между собой частей. Конструкция обеспечивает формирование изделия выдавливанием, что позволяет экономить материал заготовок при повышении производительности за счет обеспечения возможности применения средств автоматизации. 5 ил.
(Л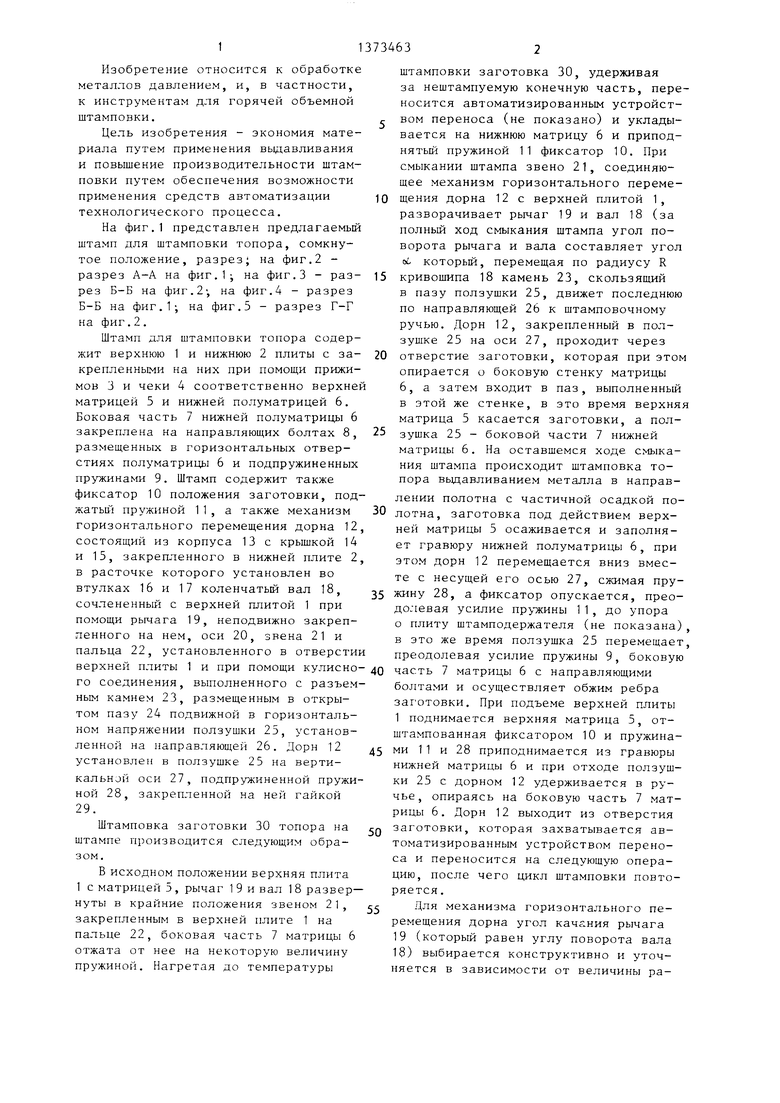

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для формирования элементов пустотелых деталей типа обуха топора | 1986 |
|
SU1315097A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| Способ объемной штамповки топоров | 1986 |
|
SU1382577A1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1538964A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1983 |
|
SU1174137A1 |
| Штамп для штамповки крупногабаритных коленчатых валов | 1991 |
|
SU1819183A3 |
| Штамп для высадки утолщений на стержневых заготовках | 1991 |
|
SU1792782A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |


00
со
4
05
со
Изобретение относится к обработке металлов давлением, и, в частности, к инструментам для горячей объемной штамповки.
Цель изобретения - экономия материала путем применения выдавливания и повышение производительности штамповки путем обеспечения возможности применения средств автоматизации технологического процесса.
На фиг.1 представлен предлагаемый штамп для штамповки топора, сомкнутое положение, разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез Б-Б на фиг.1-, на фиг.З - разрез Г-Г на фиг.2.
Штамп для штамповки топора содержит верхнюю 1 и нижнюю 2 плиты с закрепленными на них при помощи прижимов 3 и чеки 4 соответственно верхней матрицей 5 и нижней полуматрицей 6. Боковая часть 7 нижней полуматрицы 6 закреплена на направляющих болтах 8, размещенных в горизонтальных отверстиях полуматрицы 6 и подпружиненных пружинами 9. Штамп содержит также фиксатор 10 положения заготовки, поджатый пружиной 11, а также механизм горизонтального перемещения дорна 12 состоящий из корпуса 13 с крышкой 14 и 15, закрепленного в нижней плите 2 в расточке которого установлен во втулках 16 и 17 коленчатый вал 18, сочлененный с верхней плитой 1 при помощи рычага 19, неподвижно закрепленного на нем, оси 20, звена 21 и пальца 22 установленного в отверстии
штамповки заготовка 30, удерживая за нештампуемую конечную часть, п носится автоматизированным устрой вом переноса (не показано) и уклад вается на нижнюю матрицу 6 и прип нятый пружиной 11 фиксатор 10. Пр смыкании штампа звено 21, соединя щее механизм горизонтального пере щения дорна 12 с верхней плитой 1 разворачивает рычаг 19 и вал 18 ( полньй ход смыкания штампа угол п ворота рычага и вала составляет у 00 которьй, перемещая по радиусу кривошипа 18 камень 23, скользящи в пазу ползушки 25, движет послед по направляющей 26 к штамповочном ручью. Дорн 12, закрепленный в пол зушке 25 на оси 27, проходит чере отверстие заготовки, которая при э опирается о боковую стенку матриц 6, а затем входит в паз, выполнен в этой же стенке, в это время вер матрица 5 касается заготовки, а п зушка 25 - боковой части 7 нижней матрицы 6. На оставшемся ходе смы ния штампа происходит штамповка т пора выдавливанием металла в напр лении полотна с частичной осадкой лотна, заготовка под действием вер ней матрицы 5 осаживается и заполн ет гравюру нижней полуматрицы 6, п этом дорн 12 перемещается вниз вме те с несущей его осью 27, сжимая п 35 живу 28, а фиксатор опускается, пр долевая усилие прз. жины 1 1 , до упор о плиту штамподержателя (не показа в это же время ползушка 25 перемещ преодолевая усилие пружины 9, боко
верхней плиты 1 и при помощи кулисно- дО часть 7 матрицы 6 с направляющими
го соединения, выполненного с разъемным камнем 23, размещенным в открытом пазу 24 подвижной в горизонтальном напряжении ползушки 25, установленной на направляющей 26. Дорн 12 установлен в ползушке 25 на вертикальной оси 27, подпружиненной пружиной 28, закрепленной на ней гайкой 29.
Штамповка заготовки 30 топора на штампе производится следующим образом.
В исходном положении верхняя плита 1 с матрицей 5 , рычаг 1 9 и вал 18 развернуты в крайние положения звеном 21, закрепленным в верхней плите 1 на пальце 22, боковая часть 7 матрицы 6 отжата от нее на некоторую величину пружиной. Нагретая до температуры
0
5
0
штамповки заготовка 30, удерживая за нештампуемую конечную часть, переносится автоматизированным устройством переноса (не показано) и укладывается на нижнюю матрицу 6 и приподнятый пружиной 11 фиксатор 10. При смыкании штампа звено 21, соединяющее механизм горизонтального перемещения дорна 12 с верхней плитой 1, разворачивает рычаг 19 и вал 18 (за полньй ход смыкания штампа угол поворота рычага и вала составляет угол 00 которьй, перемещая по радиусу R кривошипа 18 камень 23, скользящий в пазу ползушки 25, движет последнюю по направляющей 26 к штамповочному ручью. Дорн 12, закрепленный в пол- зушке 25 на оси 27, проходит через отверстие заготовки, которая при этом опирается о боковую стенку матрицы 6, а затем входит в паз, выполненный в этой же стенке, в это время верхняя матрица 5 касается заготовки, а пол- зушка 25 - боковой части 7 нижней матрицы 6. На оставшемся ходе смыкания штампа происходит штамповка топора выдавливанием металла в направлении полотна с частичной осадкой полотна, заготовка под действием верхней матрицы 5 осаживается и заполняет гравюру нижней полуматрицы 6, при этом дорн 12 перемещается вниз вместе с несущей его осью 27, сжимая пру- 5 живу 28, а фиксатор опускается, преодолевая усилие прз. жины 1 1 , до упора о плиту штамподержателя (не показана) , в это же время ползушка 25 перемещает, преодолевая усилие пружины 9, боковую
5
0
болтами и осуществляет обжим ребра заготовки. При подъеме верхней плиты 1 поднимается верхняя матрица 5, отштампованная фиксатором 10 и пружинами 11 и 28 приподнимается из гравюры нижней матрицы 6 и при отходе ползушки 25 с дорном 12 удерживается в ручье, опираясь на боковую часть 7 матрицы 6. Дорн 12 выходит из отверстия
заготовки, которая захватывается автоматизированным устройством переноса и переносится на следующую операцию, после чего цикл штамповки повторяется .
Для механизма горизонтального перемещения дорна угол качания рычага 19 (который равен углу поворота вала 18) выбирается конструктивно и уточняется в зависимости от величины радиуса R кривошипа вала, хода Н смыкания штампа и хода L дорна за счет изменения длины г качающегося рычага 19 или лругих указанных величин.
Формула изобретения
Штамп для штамповки деталей типа топора, содержащий верхнюю плиту с закрепленной на ней верхней матрицей и нижнюю плиту с нижней матрицей, дорн, а также фиксатор положения заготовки, отличающийся тем, что, с целью экономии металла и повышения производительности, он снабжен механизмом горизонтального
1 § к
;/V(,
Фиг.1
30
перемещения дорна, выполненным в виде установленного на нижней плите корпуса с коленчатым валом, связанным с верхней плитой посредством системы рычагов и дорном посредством кулисного соединения с разъемным камнем, а также подвижной в горизонтальном направлении ползушки, причем дорн установлен в ползушке с возможностью относительного вертикального перемещения и подпружинен относительно нее, а нижняя матрицы выполнены с вертикальным разъемом, при этом одна из ее
частей установлена в направляющих и подпружинена относительно другой.
29 2it
/J
13
17
Фиг.2
Z2
Фиг,
В- В
Фиг. 4.
20
г-г
аг, S
