дочныё ползушки с клиновым механизмом их относительного перемещения, секции высадочной матрицы установлены на мат- рицедержателе по обе стороны от пуансона и подпружинены одна относительно другой, клиновой механизм относительного пере мёщения высадочных ползушек выполнен в виде подпружиненной плиты, на которой размещены высадочные ползушки. Недостатки штампа:
1) низкая надежность в работе, т.к. высадочные ползушки возвращаются в исходное положение усилием винтовых пружин сжатия, которые во время работы может заклинить; .
2) необходимость использования прее- с.а повышенной мощности, т.к. часть энергии привода пресса затрачивается на сжатие пружин механизма возврата высадочных ползушек..
Наиболее близким к предлагаемому техническому решению является штамп для штамповки крупногабаритных коленчатых валов/содержащий нижнюю плиту со смонтированными на ней с возможностью горизонтального перемещения нижними секциями матриц и подвижный в вертикальном направлении прижим, верхние секции матриц, а также закрепленный в верхней части штампа с клиновыми боковыми поверхностями гибочный пуансон, который снабжен сменной надставкой для предотвращения сжатия щек. а верхние секции матриц смонтированы в верхней части штампа и выполнены с соответствующими клиновыми поверхностями. Возврат в исходное положение верхних матриц осуществляется за счет откатных профильных планок. Возврат нижних матриц в исходное положение осуществляется пружинами и прижимом через выталкиватель пресса.
Недостатками известного штампа являются:
1) необходимость использованияi пресса повышенной мощности, т.к. часть энергий привода пресса затрачивается на сжатие пружин Механизма возврата высадочных ползушек;
2) сложность конструктивного исполнения, т.к. штамп снабжен дополнительным механизмом прижима, назначение которого состоит также в том, что после операции высадки он с помощью пружин раздвигает ползушки.
Целью изобретения является повышение надежности..
Для достижения цели в штампе, содержащем верхний корпус с размещенными в нем секциями высадочных ползушек, нижний корпус с размещенными в нём с возможностью поступательного перемещения вдоль оси высадки нижними секциями высадочных ползушек, ограничиваемых регулируемыми упорами, привод раскрытия верхних
секций ползушек и механизм раскрытия нижних секций ползушек, связанный с выталкивателем пресса, клиновой элемент для зажима и встречного перемещения верхних и нижних секций ползушек (общие с прототипом
признаки), нижние секции высадочных ползушек снабжены дополнительными регулируемыми упорами и съемными штангами; упоры закреплены на штангах; штанги закреплены на ползушках; механизм раскры5 тия нижних ползушек выполнен в виде системы рычагов и вилок, установленной в сквозных продольных пазах, выполненных в нижнем корпусе штампа.
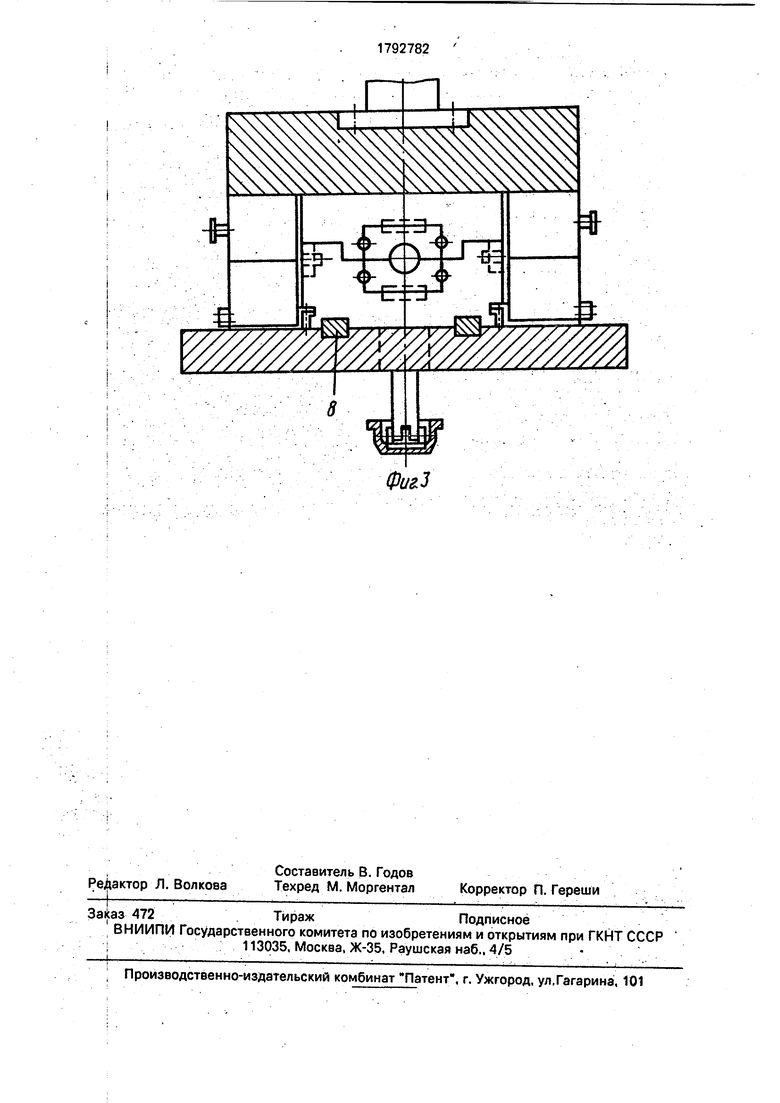
На фиг. 1 изображен предлагаемый
0 штамп в конечной стадии высадки, общий вид; на фиг. 2 - штамп в раскрытом положении, общий вид; на фиг. 3 - поперечный разрез штампа.
Штамп содержит верхний 1 и нижний 2
5 корпуса. В верхнем корпусе 1 выполнен клиновой элемент 3 зажима и относительного перемещения верхних А и нижних секций высадочных ползушек 5. В верхних секциях высадочных ползушек 4 установлены верх0 ние сменные секции разъемных полуматриц 6. В нижних секциях высадочных ползушек 5 установлены нижние сменные секции разъемных полуматриц 7. Нижние секции высадочных ползушек 5 размещаются на на5 правляющих 8, установленных на нижнем корпусе 2, и снабжены съемными штангами 9 и дополнительными регулируемыми упорами 10. Упоры 10 закреплены на штангах 9, а штанги 9 закреплены на ползушках 5. На
0 торцах нижнего корпуса 2 установлены регулируемые упоры 11. К нижним секциям высадочных ползушек 5 крепятся две вилки 12, установленные в сквозных продольных пазах нижнего корпуса 2, Вилки 12 посред5 ством рычагов 13 связаны через подпятник 14 со стаканом 15 выталкивателя пресса (не показан). К верхнему корпусу 1 крепятся планки откатные 16, которые удерживают верхние высадочные ползушки 4 посредст0 вом роликовых цапф 17.
Штамп работает следующим образом. Нагретую заготовку укладывают в нижние секции разъемных noflyMatpH4 7 между упорами 10, которые удерживаются штанга5 ми 9. при этом нижние секции высадочных ползушек 5 находятся в раскрытом положении, .ограниченные упорами 11. Верхние секции высадочных ползушек 4 под собственным .весом висят на цапфах 17 на откатных планках 16 и находятся в раскрытом
положении. При движении верхнего корпуса 1 вниз верхние секции разъемных полу- ма|гриц 6 смыкаются с нижними секциями разъемных полуматриц 7, в результате чего зажимаются участки заготовки, непосредсТ- венно примыкающие к зоне высадки. При да 1ьнейшем перемещении вниз верхнего ко пуса 1 клиновой элемент 3 преобразует вертикальное перемещение траверсы пр есса во встречное горизонтальное пе- реЦещение высадочных ползушек 4-и 5. Осуществляется процесс высадки объема металла, зажатого секциями полуматриц 6 и 7. Вместе с высадочными полуматрицами 6 и перемещаются упоры 10, создавая до- попнительное усилие на торцы заготовки, с цетью исключения проскальзывания заготовки в высадочных полуматрицах 6 и 7. После завершения операции высадки верхний корпус 1 возвращается в исходное по- ло жение, верхние секции высадочных
ползушёк 4 под собственным весом по наклонным поверхностям планки откатной 16 возвращаются в исходное положение и повисают на цапфах 17. Затем при ходе вверх нижнего выталкивателя пресса движется вверх стакан 15 с подпятником 14, под действием которого рычаги 13, проходящие через сквозные продольные пазы нижнего корпуса 2, раздвигают нижние секции высадочных ползушёк 5 с размещенными в них сменными секциями прлуматрйц 7, в крайние точки исходного положения до упоров 11. Происходит раскрытие полуматриц для извлечения отштампованной поковки и для осуществления операции высадки бурта на следующей поковке. - - Предлагаемая конструкция штампа позволяет за счет повышения его надежности снизить простои оборудования по причинам неисправности штампа.. /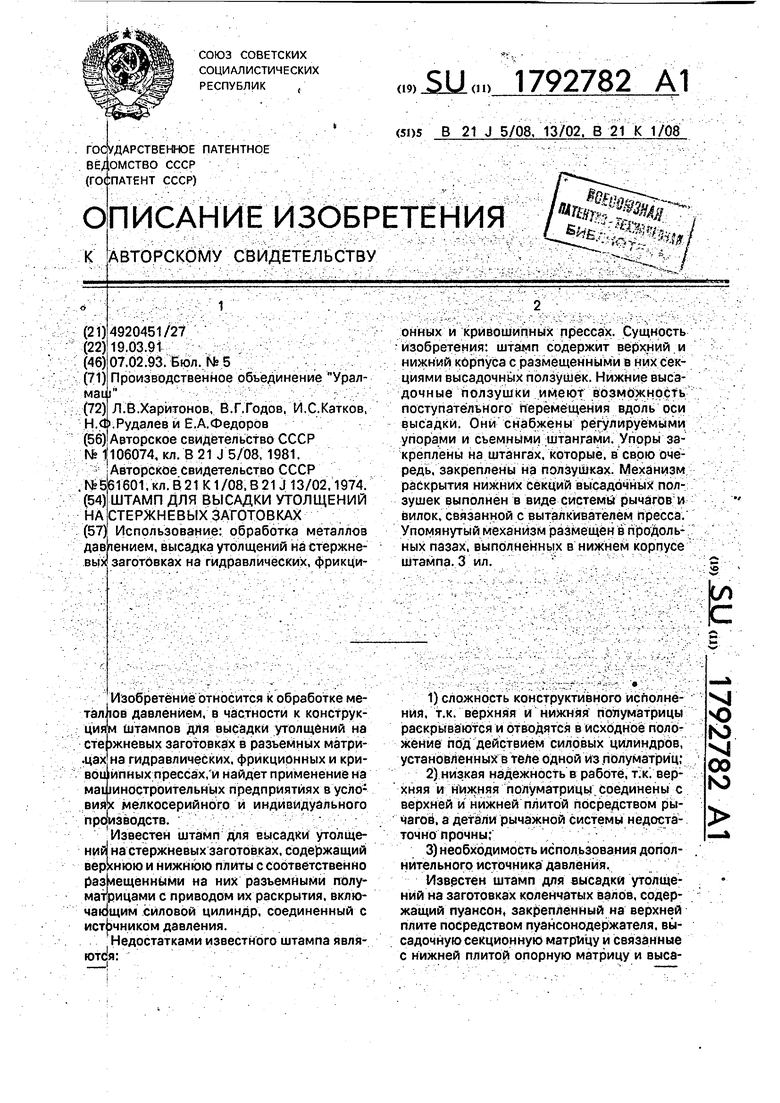
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РАДИАЛЬНОГО ВЫДАВЛИВАНИЯ | 2001 |
|
RU2183528C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Штамп для обрезки полых деталей | 1979 |
|
SU829355A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для штамповки крупногабаритных коленчатых валов | 1991 |
|
SU1819183A3 |
| Штамп для однопереходной высадки утолщений на стержневых заготовках | 1982 |
|
SU1049155A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Штамп для объемной штамповки | 1991 |
|
SU1821283A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ПОКОВОКKr-f '"'-",:-f>&''-!J- '• 'с:- f»*V.-^^-^-* <J-^••''•. •« ;^L„ < inAШTH04LлШI^^••^friБИБЯИО -i^K^ I | 1970 |
|
SU275691A1 |
Формула изобретения
Штамп для высадки утолщений на стер- жгевых заготовках, содержащий верхний коэпус с размещенными в нем секциями вьсадочных ползушёк, нижний корпусе раз- ме щеннымй в нем.с возможностью поступательного перемещения вдоль оси высадки нижними секциями высадочных ползушёк, or заничиваемых регулируемыми упорами, привод раскрытия верхних секций ползу- и механизм раскрытия нижних секций ползушек, связанный с выталкивателем
пресса, клиновой элемент для зажима и встречного перемещения верхних и нижних секций ползушёк, отличающийся тем, что, с целью повышения надежности, нижние секции высадочных ползушёк снабжены дополнительными регулируемыми упорами и съемными штангами, при этом упоры закреплены на штангах, а штанги закреплены на ползущках, механизм раскрытия нижних ползушёк выполнен в виде системы рычагов и вилок, установленной в сквозных продольных пазах, выполненных в нижнем корпусе штампа.
ФигЗ
