4
СО
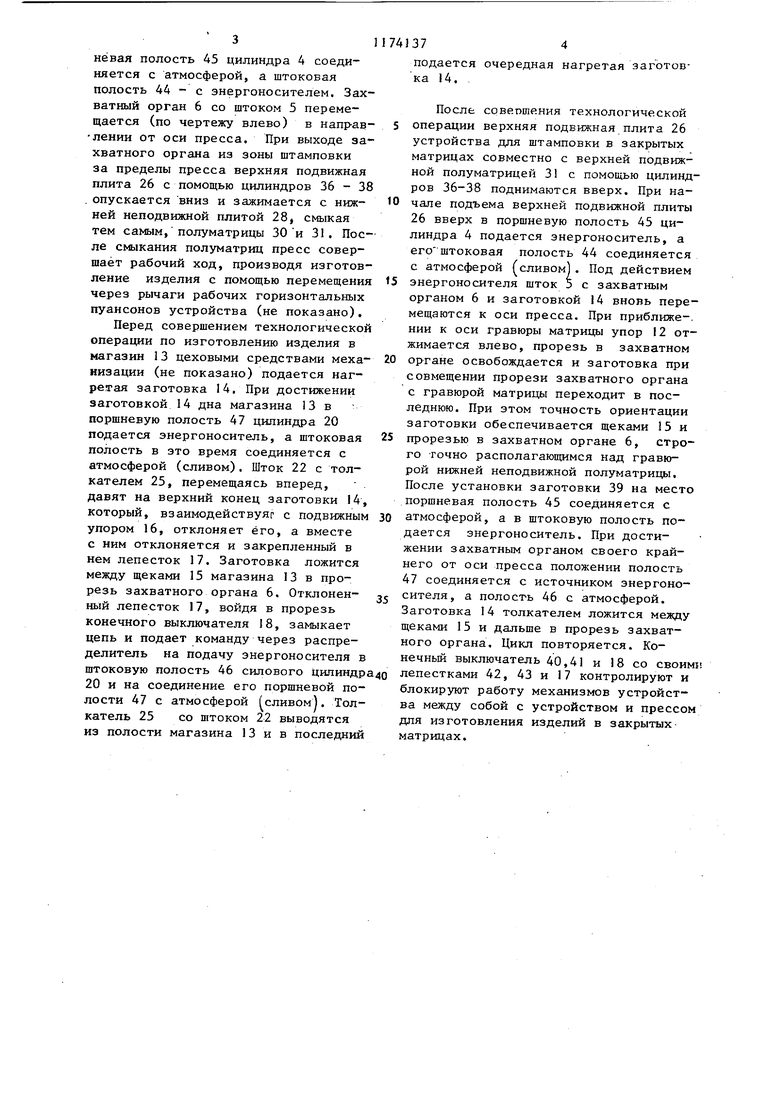
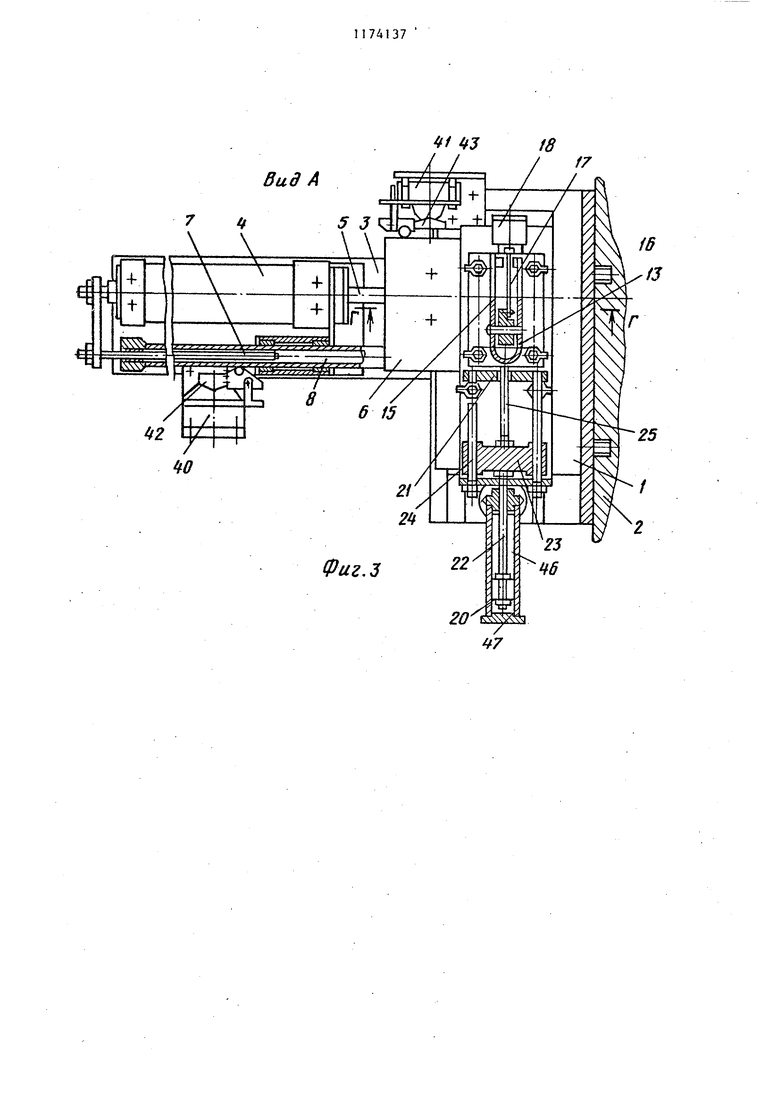
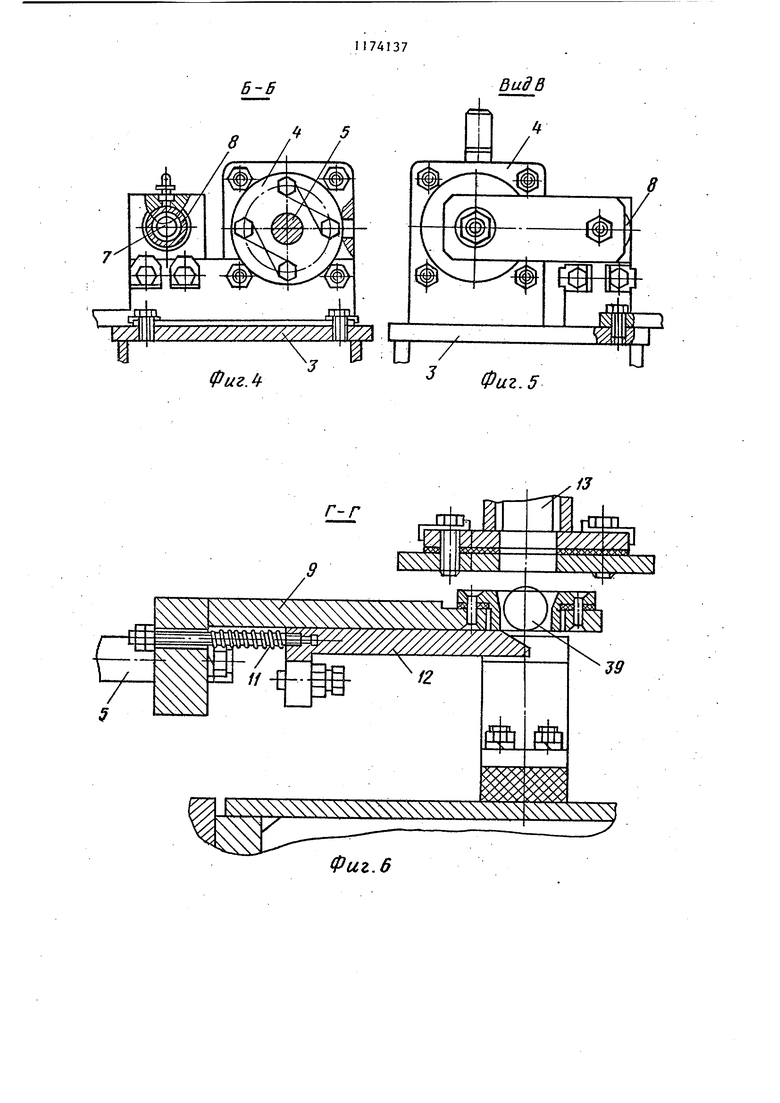
Изобретение относится к механизации штамповочного производства и может быть использовано для автоматической подачи в штампы штучных заготовок. Цельюизобретения является расширение технологических возможносте устройства за счет ориентации заготовок относительно ручья штампа во время движения заготовки к этому ручью. На фиг.1 изображена кинематичес кая схема устройства для подачи шту ных заготовок в штамп с привязкой его к кинематической схеме устройства для безоблойной штамповки в |разъемных матрицах на прессе; на фиг.2 - то же, частичный продольный разрез; на фиг, 3 - вид А на фиг.2; на фиг. 4 - разрез Б-Б на фиг.2; на фиг. 5 вид В на фиг.2; на фиг.6разрез Г-Г на фиг.З; на фиг.7 разрез Д-Д на фиг.2. Устройство для подачи штучных заготовок в штамп содержит опору 1, которая крепится к столу 2 пресса, К опоре 1 прикреплен кронштейн 3, На кронштейше 3 установлен силовой цилиндр 4 со штоком 5, к которому прикреплен захватный орган 6. Корпу силового цилиндра 4 л естко связан с направляющей штангой 7. Направляюща штанга 7 охватывается пустотелой скалкой 8, которая соединена с захватным органом 6. Направляющая штан 7 и пустотелая скалка 8 предотвращает поворот захватного органа в мо мент возвратно-поступательного его перемещения. Захватный орган включа корпус 9 с направляющими 10 и подпру-40
додиеиный пружиной 11 упор 12,
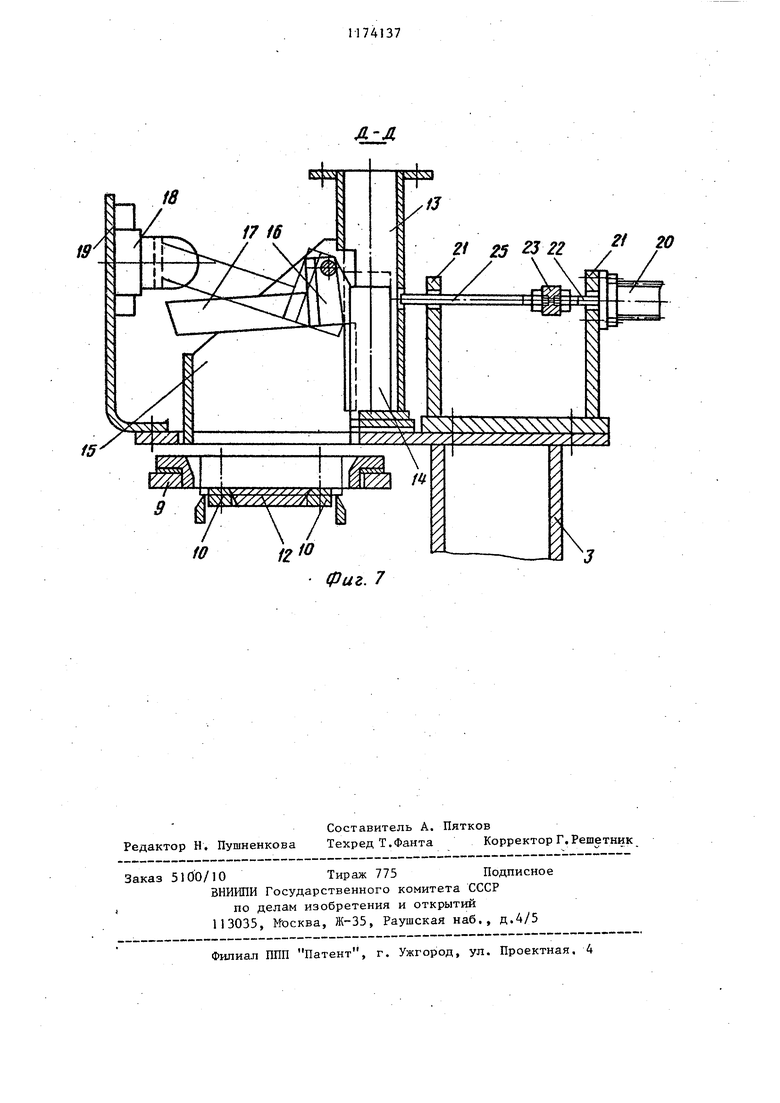
В верхней части крошитейна 3 над захватным органом смонтирован магазин 13 под заготовку 14. В окне магазина на щеках 15 шарнирно смонтирован подвижный упор 16 с лепестками 17 под конечный выключатель 18. Последний установлен на стойке 19 Кронитейна 3. Перпендикулярно основ- . номуприводу, v,e. силовому цилиндру 4, на кронштейне установлен вспомогательный привод. Вспомогательный привод содержит силовой цилиндр 20, прикрепленный к стойке 21 крон1итейна 3, Шток 22 силового цилиндра снабжен рамкой 23, которая установлена на направляющих стержнях 24, закрепленных в стойке 21, Для взаимодейст6, несущим заготовку 39, перемещается к оси пресса, т.е. по чертежу вправо . Заготовка от выпадания на всем пути перемещения из гнезда
удерживается за счет перекрытия последнего упором 12. При соприкосновении упора 12 со штампом он оста- навливается, а захватное устройство 6 продолжает перемещаться к оси
пресса. Пружина 11 сжимается и лепесток 42 за счет вхождения его в прорезь конечного выключателя дает команду на останов захватного органа. Окно захватного органа освобождается от упора 12 и заготовка 14 ; подает в гравюру нижней неподвижной полуматрицы 30. После освобождения захватного органа от заготовки порш-. ВИЯ штока 22 .с подвижным упором 16 магазина 13 на рамке смонтирован толкатель 25, Верхняя подвшкная плита 26 устройства для изготовления изделий колонками 27, пропущенными через нижнюю неподвижную плиту 28 этого же устройства, связана с помощью механизма 29 нижней подвижной шдатой 28,Позицией 30 условно обозначена нижняя неподвижная полуматрица, а позицией 31 верхняя подвижная полуматрица. Через центральное отверстие полуматриц имеют возможность проходить нижний 32 и верхний 33 выталкиватели с приводом соответственно от силовых цилиндров 34 и 35. На чертеже показаны также цилиндры 36 - 38 механизма зажима полуматриц, деталь 39 после установки ее в штамп, конечные выключатели 40 и 41, их лепестки соответственно 42 и 43. Цилиндр 4 имеет штоковую 44 и поршневую 45 полости, силовой цилиндр 20 - штоковую 46 и поршневую 47 полости. Устройство для подачи штучных заготовок работает следующим образом. В исходном положении захватный орган 6 устройства находится вне зоны сомкнутых между собой полуматриц 30 и 31, т,е., устройство выведено штоком 5 силового цилиндра 4 по чертежу влево и располагается в этом случае под магазином 13 для заготовок 14. Цри поднятии цилиндрами 36 - 38 через систему рычагов (не обозначены) колонки 27 верхней подвижной плиты 26 Б полость 45 подается энергоноситель, под действием которого шток 5 совместно с захватным органом нёвая полость 45 цилиндра 4 соединяется с атмосферой, а штоковая полость 44 - с энергоносителем. Захватный орган 6 со штоком 5 перемещается (по чертежу влево) в направлении от оси пресса. При выходе захватного органа из зоны штамповки за пределы пресса верхняя подвижная плита 26 с помощью цилиндров 36 - 38 опускается вниз и зажимается с нижней неподвижной плитой 28, смыкая тем самым,полуматрицы 30и 31. После смыкания полуматриц пресс совершает рабочий ход, производя изготовление изделия с помощью перемещения через рычаги рабочих горизонтальных пуансонов устройства (не показано), Перед совершением технологической операции по изготовлению изделия в магазин 13 цеховыми средствами механизации (не показано) подается нагретая заготовка 14. При достижении заготовкой 14 дна магазина 13 в поршневую полость 47 цилиндра 20 подается энергоноситель, а штоковая полость в зто время соединяется с атмосферой (сливом). Шток 22 с толкателем 25, перемещаясь вперед, . давят на верхний конец заготовки 14, который, взаимодействуяг с подвижным упором 16, отклоняет его, а вместе с ним отклоняется и закрепленный в нем лепесток 17. Заготовка ложится между щеками 15 магазина 13 в прорезь захватного органа 6. Отклоненный лепесток 17, войдя в прорезь конечного выключателя 18, замыкает цепь и подает команду через распределитель на подачу энергоносителя в штоковую полость 46 силового Ципиндр 20 и на соединение его поршневой полости 47 с атмосферой (сливом. Толкатель 25 со штоком 22 выводятся из полости магазина 13 и в последний подается очередная нагретая заготовка 14. После совепшения технологической операции верхняя подвижная плита 26 устройства для штамповки в закрытых матрицах совместно с верхней подвижной полуматрицей 31 с помощью цилиндров 36-38 поднимаются вверх. При начале подъема верхней подвижной плиты 26 вверх в поршневую полость 45 цилиндра 4 подается энергоноситель, а его штоковая полость 44 соединяется с атмосферой (сливом. Под действием энергоносителя шток 5 с захватным органом 6 и заготовкой 14 вновь перемещаются к оси пресса. При приближе-, НИИ к оси гравюры матрицы упор I2 отжимается влево, прорезь в захватном органе освобождается и заготовка при совмещении прорези захватного органа с гравюрой матрицы переходит в последнюю. При этом точность ориентации заготовки обеспечивается щеками 15 и прорезью в захватном органе 6, строго точно располагающимся над гравюрой нижней неподвижной полуматрицы. После установки заготовки 39 на место поршневая полость 45 соединяется с атмосферой, а в штоковую полость подается энергоноситель. При достижении захватным органом своего крайнего от оси пресса положении полость 47 соединяется с источником энергоносителя, а полость 46 с атмосферой. Заготовка 14 толкателем ложится между щеками 15 и дальше в прорезь захватного органа. Цикл повторяется. Конечный выключатель 40,41 и 18 со своими лепестками 42, 43 и 17 контролируют и блокируют работу механизмов устройства между собой с устройством и прессом для изготовления изделий в закрытыхматрицах.
TLTJ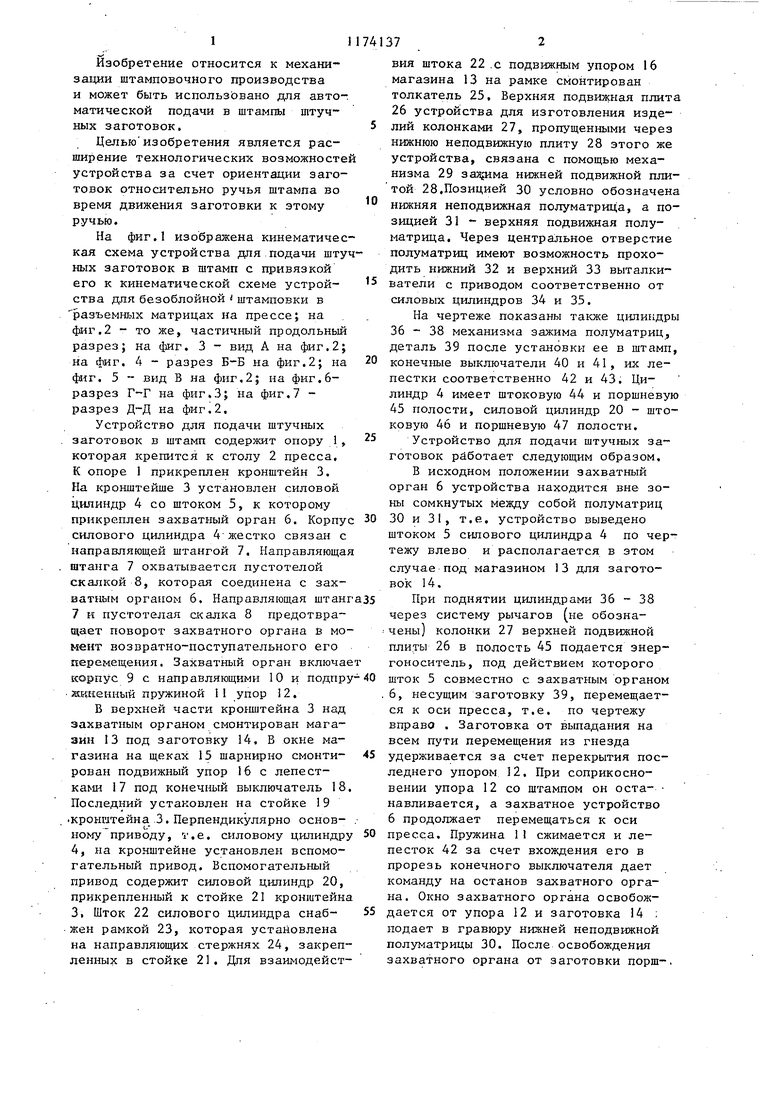
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| Устройство для отделения листовых заготовок от стопы и подачи их в зону обработки | 1991 |
|
SU1821269A1 |
| Устройство для подачи штучных заготовок в зону обработки и удаления деталей и отходов | 1985 |
|
SU1268258A1 |
| Грейферное устройство для перемещения штучных заготовок между рабочими позициями многопозиционного штампа | 1990 |
|
SU1731373A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1538964A1 |
| Устройство для подачи штучных заготовок в рабочую зону пресса | 1988 |
|
SU1551455A1 |
| Клещевая подача к горячештамповочному прессу | 1989 |
|
SU1690920A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
УСТРОЙСТВО ДЛЯ ПОДАЧИ ШТУЧНЫХ ЗАГОТОВОК В РАБОЧУЮ ЗОНУ ШТАМПА, содержащее магазин под заготовки и захватный орган в виде шибера с приводом возвратно-поступательного перемещения, размещенный под магазином, отличающееся тем, что, с целью расширения технологиче- :; ских возможностей, оно снабжено узлом переориентации заготовок, выполненным в виде приводного толкателя, закрепленного на магазине, поворот-ного упора,закрепленного на магазине оппозитно толкателю, при этом захватный орган выполнен со сквозным гнездом под заготовку и снабжен подпружиненным упором, размещенным на шибере со стороны, противоположной магазину. (Л С
36
Фиг.2
Вид А
Фиг,3 Фиг.
Фиг. В ВадВ
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ШТУЧНЫХ ЗАГОТОВОК в РАБОЧУЮ ЗОНУ ШТАМПА | 0 |
|
SU329937A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
