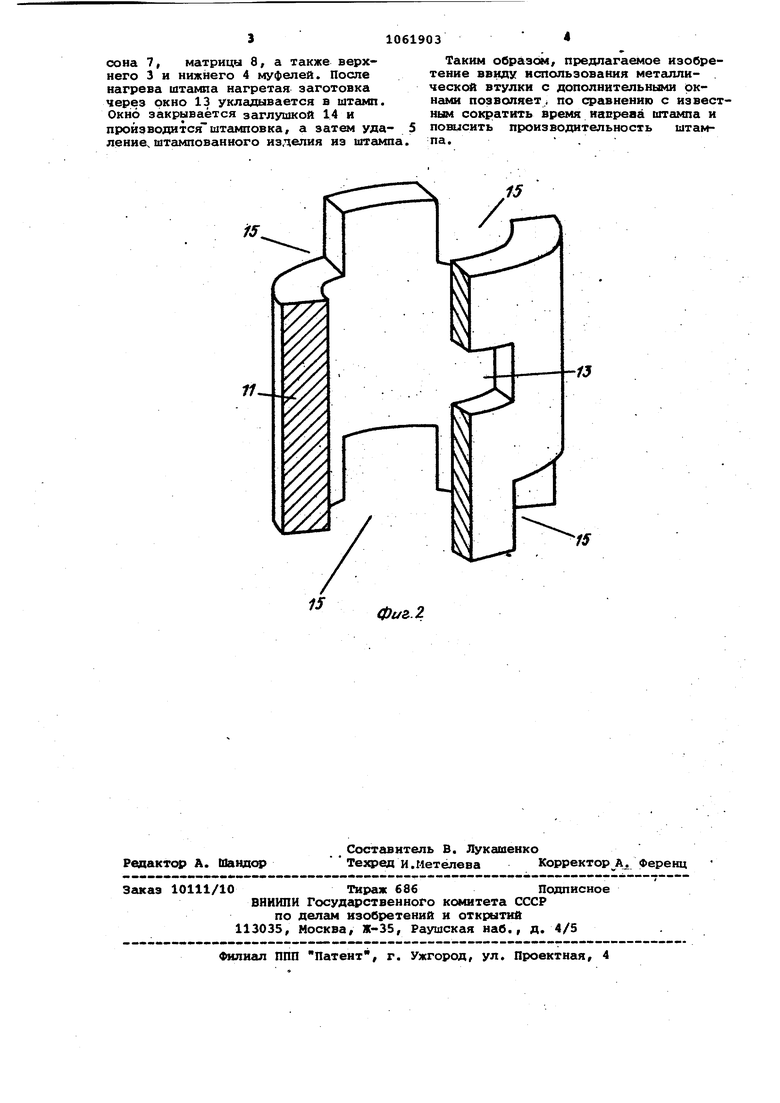
Изобретение относится к обработк металлов давлением и может найти пр менение в кузнечно-прессовбм производстве металлургической и машиностроительной отраслях промьпиленност По основному авт. св. ;632460 известен штамп для изотермической шта повки, содержащий заключенные в муф ли пуансон и матрицу, смонтированны в теплоизоляционном кожухе с окном для загрузки и выгрузки заготовок, индуктор, а также размещенную между муфелями и теплоизоляционным кожухом металлическую втулку с толщиной стенки не менее глубины проникновения токов 1. . .Недостатком известного штампа яв ляется повышенное время выхода его на рабочий режим и, как следствие, низкая производительность. Это объя няется неравномерностью площадей осевых .продольных сечений металлической втулки, в которой выполнено окно для загрузки и выгрузки загото вок, что приводит к неравномерности ее нагрева. При включении кольцевого индуктора по замкнутому контуру стенки металлической втулки течет индукционный ток, который, проходя по каждому из осевых сечений кольца, выде ляет тепло. Так как продольные сечения металлической втулки не равно велики, то каждое из сечений обладает различным омическим сопротивл нием. В данном случае наибольшим О1 ическим сопротивлением обладает сечение, ослабленное окне для загрузки и выгрузки загото&ок, поэтому количество выделяемого тепла зде наибольшее, что приводит к быстрому разогреву втулки в этом месте. Вторым фактором более интенсивного нагрева этого участка является то, что объем металла в зоне окна наименьший, поэтому для его нагрева до более высокой температуры необходимо меньшее количество тепла, а тепловой энергии на этом участке выделяется больше, чем на других участках металлического кольца. Третьим фактором, влияющим на ускорение нагрева переквачек над и под окном является увеличение актив ного сопротивления этого участка в процессе повыиения его температуры, а с увеличением активного сопротивления увеличивается количество выде ляемого тепла на этом же участке. Перечисленные факторы приводят к тому, что при включении индуктора через промежуток времени, равный 0,3 мин, т емпература перемычек д6стигает 500-700°С, в то время как температура остальной части металлической втулки не превышает lOO , что приводит к возникновению высоких термических напряжений и, если продолжить нагрев, к разрушению мет 1ллической втулки на участке, где выполнено окно. Для предотвреицения разрушения втулки необходимо приостанавливать на некоторое время процесс нагрева для выравнивания температур по всему объему, что приводит к увеличению времени выхода на рабочий режим штампа, к снижению его производительности, Целью изобретения является повыше ние производительности штампа за счет сокращения времени его нагрева. Поставленная цель достигается тем, что в штампе для изотермической штамповки в металлической втулке выполнены дополнительные окна, расположенные по ее поверхности так, что совместно с окном для загрузки и выгрузки заготовок площади любых осевых сечений металлической втулки равновелики. На фиг. 1 изображен предлагаемый штамп, разрез; на фиг. 2 - металлическая втулка в аксонометрии. Штамп состоит из верхней 1 и нижней 2 плит, на которых с муфелей 3 и 4, связанных с плитами через теплоизоляционные прокладки 5 и 6, закреплены пуансон 7 и матрица 8. Штамп снабжен теплоизоляционной защитой,, которая выполнена в виде кожухов,, верхнего 9 и нижнего неподвижного 10. Между муфелями 3 и 4 и неподвижным кожухом 10 установлена металлическая втулка 11 с толщиной стенки . не менее глубины проникновения индукционных (вихревых) токов. Для нагрева штампов и муфелей предназначен индуктор 12. Индуктор 12 и металлическая втулка 11 имеют окно 13 для загрузки и выгрузки заготовок, которые закрываются заглушкой 14. Для выравнивания осевых сечений металлической втулки, в ней выполнены дополнительные окна 15. Штамп работает следукнцим образом. С помощью индуктора 12 создается электромагнитное поле. Магнитные силовые линии электромагнитного поля, Пересекая тело металлической втулки, индуцируют в нем токи, KOToiaje осуществляк т разогрев кольца. Ввиду равенства осевых поперечных сечений по периметру аккумулирунадего кольца индуцированные токи распределяются El нем равномерно по всем сечениям, что приводит к равномерному распределению удельной мощности. Условие равномерного распределения удельной мощности по сечениям металлической втулки обеспечивает равномерное распределение температуры по объему кольца. Нагретое аккумулирующее кольцо теплопередачей обеспечивает нагрев до температуры деформации пуансона 7, матрицы 8, а также верхнего 3 и нижнего 4 муфелей. После нагрева штампа нагретая заготовка через окно 13 укладывается в штамп, Окно закрывается заглушкой 14 и пройзводится штамповка, а затем удаление. штампованного изделия из штамп Таким образом, предлагаемое изобретение ввиду использования металли- . ческой втулки с дополнительными окнами позволяет по сравнению с известным сократить время иавреаа штампа и повысить производительность па.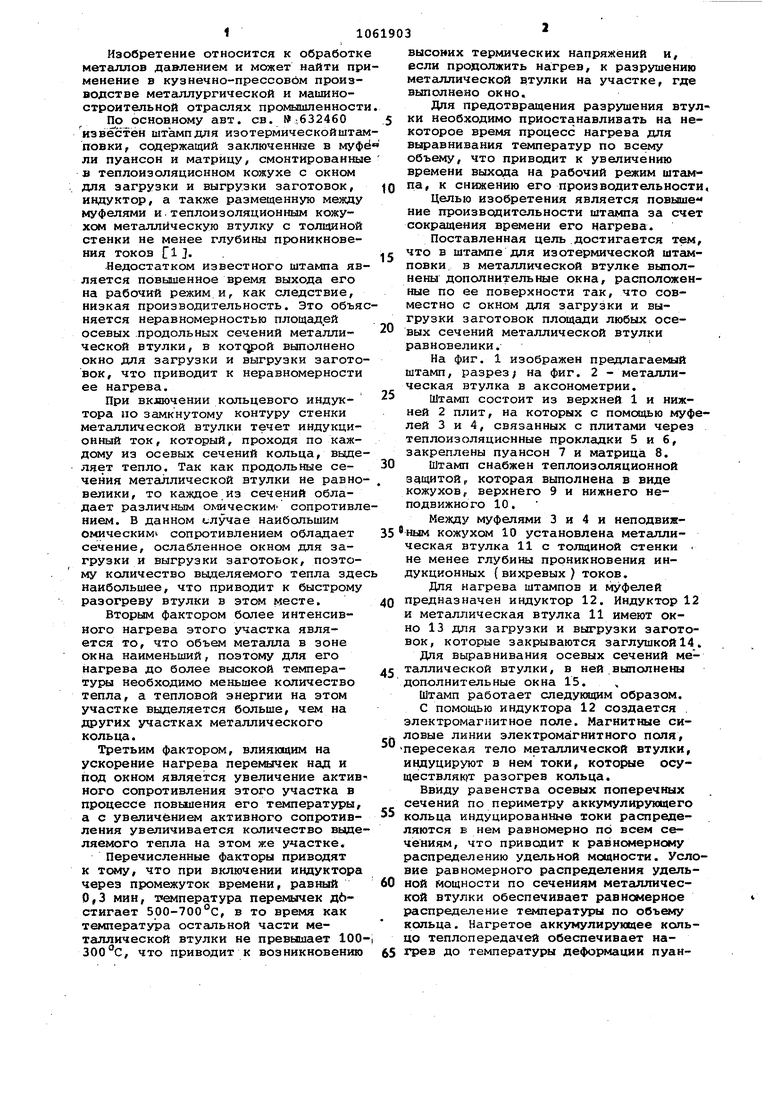
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки в изотермических условиях | 1981 |
|
SU1026912A1 |
| Штамп для изготовления штамповки | 1977 |
|
SU632460A1 |
| Штамп для изотермической штамповки | 1982 |
|
SU1061902A2 |
| Штамп для закрытой объемной,преимущественно,изотермической штамповки | 1982 |
|
SU1127679A1 |
| Штамп для горячего,преимущественно изотермического деформирования | 1977 |
|
SU721235A1 |
| Штамп для закрытой объемной изотермической штамповки | 1982 |
|
SU1129007A1 |
| Устройство для горячей изотермической штамповки | 1978 |
|
SU876246A1 |
| Штамповый блок для изотермической штамповки | 1981 |
|
SU1006013A1 |
| Штамп для горячего деформирования | 1975 |
|
SU547275A1 |
| Штамп для горячего деформирования деталей | 1982 |
|
SU1074645A2 |
ШТАМП ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ ПО авт. св. 632460, отличающийся тем, что, с целью повышения производительности штампа за счет сокращения времени его нагрева, в металлической втулке выполнены дополнительные окна, расположенные по ее поверхности так, что совместно с окном для загрузки и выгрузки заготовок площади любых осевых сечений метгшлической втулки равновелики. S О) QD О СО
15
15
15
фи&.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для изготовления штамповки | 1977 |
|
SU632460A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
