САЭ
сл
СП
со
4
tka.t
по спирали. Механизм подачи порошка на позицию нанесения покрытия имеет вид шнека, содержащего два вращаемых в одном направлении винта, установленных зеркально. 2 с. и 3 з.п. ф-лы, 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЩИТНОЕ ПОКРЫТИЕ ДЛЯ ЛИСТОВОГО СТЕКЛА | 2004 |
|
RU2285674C2 |
| ПОКРЫТИЕ ДЛЯ ПРЕДОХРАНЕНИЯ СТЕКЛА ПРИ СОВМЕСТНОМ МОЛЛИРОВАНИИ | 1991 |
|
RU2024454C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО ИЗОБРАЖЕНИЯ НА СТЕКЛЕ, МЕТАЛЛЕ ИЛИ КЕРАМИЧЕСКОЙ ПЛИТКЕ | 2006 |
|
RU2344000C2 |
| Устройство для нанесения разделительного покрытия на лист стекла | 1989 |
|
SU1680652A1 |
| Способ наплавки | 1990 |
|
SU1763119A1 |
| СПОСОБ НАНЕСЕНИЯ НАРУЖНОГО ТРЕХСЛОЙНОГО ПОКРЫТИЯ НА МАГИСТРАЛЬНУЮ ТРУБУ | 2014 |
|
RU2559621C1 |
| Способ нанесения покрытий из металлического порошка на поверхность деталей цилиндрической формы | 1986 |
|
SU1445857A1 |
| Способ подготовки поверхности деталей | 1989 |
|
SU1758082A1 |
| Способ защиты наружной поверхности труб и оболочек полимерами | 1979 |
|
SU1006852A1 |
| Способ обработки металлизационных покрытий | 1977 |
|
SU645984A1 |
Изобретение касается упаковки листового стекла и может быть использовано на заводах строительного и технического стекла в процессах, связанных с подготовкой стекла к его стопировке, упаковке и транспортировке. Местное покрытие наносят на стекло 7, имеющее температуру 80-150 0. Послойное отложение покрытия осуще- ствляют плавлением порошка 5 поли- винилхлорида с частицами размером 15-900 мкм, непосредственно контактирующего с нагретым стеклом. При этом в оплавленный слой покрытия внедряют неоплавленные частицы, составляющие второй амортизирующий слой покрытия. Нанесение местного покрытия осуществляют со сдвигом по поверхности стекла на собственные размеры. Средства для нанесения покрытия выполнены в виде выступов 6, размещенных по роликам 2 вала 1 со сдвигом на собственные размеры, т.е. с ts (Л
Изобретение касается упаковки листового стекла и может быть использовано на заводах строительного и технического стекла в процессах, связанных с подготовкой стекла к его стопировке, упаковке и транспортировке.
Цель изобретения - повышение адгезионной способности и механической прочности покрытия путем придания ему амортизирующих свойств.
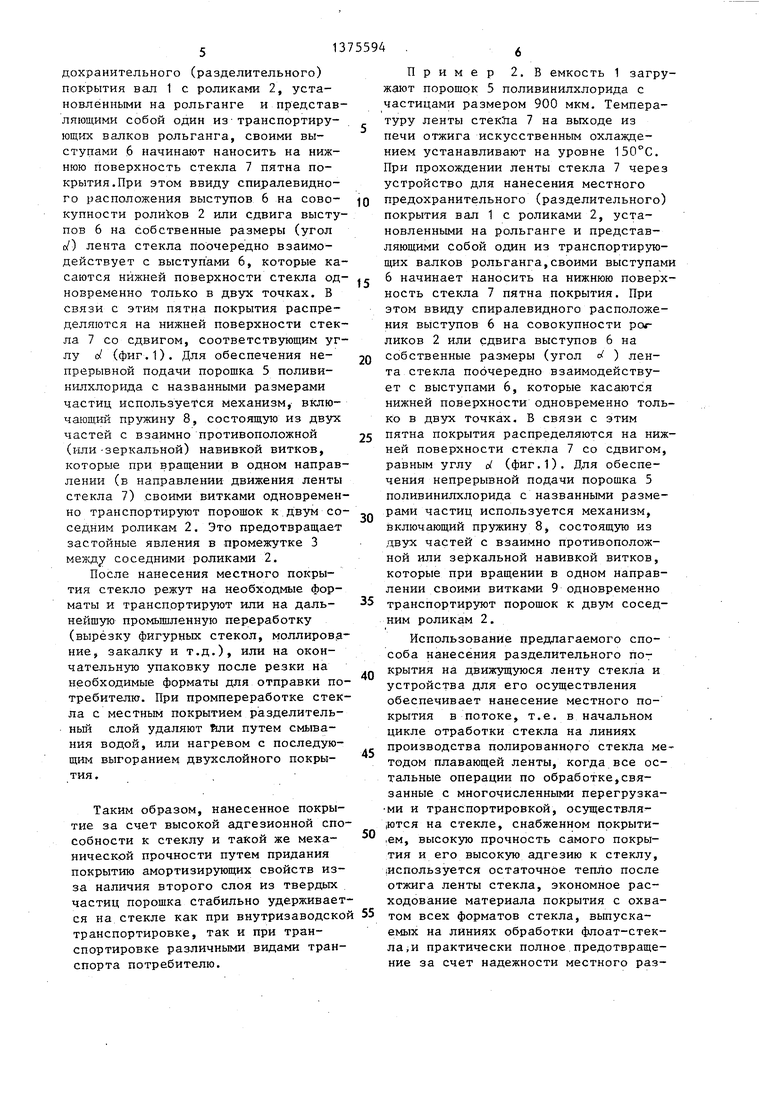
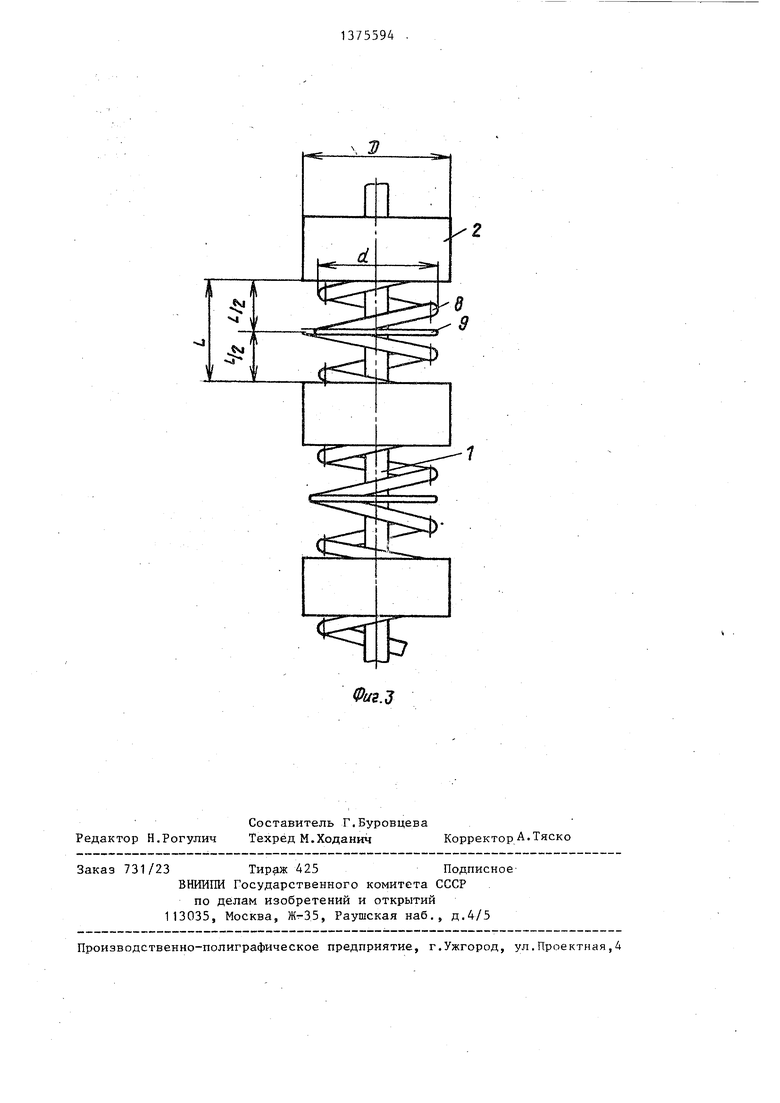
На фиг,1 приведено устройство для нанесения по.крытия, реализующее предлагаемьй способ, общий вид; на фиг.2 - вал дпя нанесения покрытия, общий вид; на фиг.З - механизм подачи порошка, вид сверху.
Способ осуществляют следующим образом.
При осуществлении контакта движущегося нагретого стекла с легкоплавким порошкообразным материалом происходит оплавление частиц порошка, непосредственно контактирующих со .стеклом,, и их трансформация за счет усилия скольжения, обеспечиваемого движением в пленку, напоминающую целлофан. Ввиду того, что нанесение покрытия одновременно характер.изуется усилием прижима со стороны элемента, доставляющего порошок, то параллельно описанному процессу осуществляется внедрение в оплавленньтй слой излишка порошка, вследствие чего на поверхности оплавленного слоя формируется второй слой покрытия, состоящий из неоплавленных вообще или оплавленных частично крупинок исходного порошкаi При этом образуется единая двухслойная система,которая не только прочно скреплена со стеклом за счет того, что нанесение первого слоя осуществляется оплавлением но слои прочно скреплены между собой за счет того же оплавления первого слоя. Ввиду наличия усилия прижима частицы второго слоя буквально вдавливаются в первый слой, что еще более увеличивает прочность покрытия. За счет наличия на поверхности стекла совокупности микропор и
микротрещин двухслойное покрытие в обычных условиях прочно закрепляется на поверхности, однако, за счет тех же микропор и микротрещин данное покрытие может быть легко удалено с помощью, например, воды, которая по трещинам и порам распространяется по границе фаз стекло - пленка и за счет поверхностного натяжения отделяет пленку от стекла. Таким
образом, получают местное покрытие, характеризуемое собственной высокой прочностью и за счет наличия внедренного слоя с определенными амортизирующими свойствами прочно сцепленное со стеклом, но в соответствующих условиях легко удаляемое.
Для экономного расходования материала покрытия, а также обеспечения наличия местного покрытия на любом формате стекла пятна покрытия распределяют со сдвигом на. размер покрытия. В качестве материала покрытия используют порошок поливинил- хлорида с частицами размером 15 900 мкм.
Сущность описанного способа иллюстрируется устройством для его осуществления, содержащим вал 1, являющийся транспортирующим валком рольгангового конвейера с типовым приводом (не показаны), резиновые ролики 2, рассредоточенные по длине вала 1 с равными промежутками 3, причем вал 1 и ролики 2, являющиеся одновременно
средствами для транспортировки стекла, размещены в емкости 4 с порошком 5 поливинилхлорида. На роликах 2 размещены выступы 6, рассредоточенные за счет особенностей расположения таКИМ образом, что образуют каждыми двумя выступами двухопорную систему, на которую постоянно опирается стекло
Устройство работает следующим образом.
Вал 1 с роликами 2 за счет рольгангового привода (не показан) находится в постоянном вращении. При вращении роликов 2 резиновые выступы 6 за счет шероховатости поверхности, а также наличия электростатического заряда, возникающего при трении резины о порошок, захватывают распределяющийся равномерно по поверхности выступа порошок 5, сосредоточенный в емкости 4. Характерно, что порошок 5 на выступах 6 распределяется в многослойном варианте, что подтверждается тем, что после нанесения покрытия на выступах 6 порошок 5 частично остается. После прохождения выступом 6 порошка 5 он вступает в стадию контакта со стеклом, имеА)щим температуру 80-1 SO С. При этом внешний слой порошка 5 на выступе 6, обращенный к стеклу, мгновенно оплавляется, распределяясь за счет скольжения, обеспечиваемого вращением, в пленку. Данная пленка характеризуется преимущественно цельной по площади структурой и ввиду термической природы своего происхождения высокой адгезией к поверхности стекла. Адгезия порошка поливинил- хлорида усиливается за счет того, чт I покрытие наносится в условиях одно-:
временного воздействия на него скользящего усилия со стороны движущегося стекла и массы стекла, что приводит к безусловному заполнению расплавом поливинилхлорида всех микро- пор и микротрешин на поверхности стекла. По этой же причине, а также ввиду многослойности порошка 5 на выступе 6 осуществялется внедрение в первый расплавленный слой покрытия второго слоя, содержащего в основ0
5
0
5
0
5
0
5
0
ном, неоплавленные частицы порошка поливинилхлорида.
Выступы 6, размещенные по поверхности роликов 2, своей совокупностью составляют средства для обеспечения контакта порошка 5 со стеклом 7. Выступы расположены по двум винтовым линиям, шаг которых равен длине вала. Подобное расположение высту-, пов 6 под углом о( обеспечивает при вращении роликов 2 постоянное наличие контакта стекла 7 только с двумя выступами. Вследствие этого места покрытия располагаются на стекла со смещением, равным смещению выступов на роликах 2. Кроме повышения надежности обеспечения нанесения покрытия, подобное расположение выступов обеспечивает также предотвращение появления после резки стекла на форматы стекол, не имеющих местного покрытия. Данный технический прием охватывает практически все типоразмеры стекол, используемые в стекольной промышленности.
Кроме спиралевидного расположения выступов Ь, устройство характеризуется также наличием механизма подачи порошка 5 к роликам 2. Механизм выполнен в виде пружины 8, установленной в промежутке 3 между роликами 2, причем для обеспечения доставки порошка 5 одновременно к двум соседним роликам 2 пружина 8 разделена на две части,имеющие зеркальную навивку. При таком расположении витков пружины 8 порошок из промежутков 3 постоянно доставляется шнеко- вым механизмом, представленным в дан-, ном случае в виде пружины, одновременно к обоим соседним роликам 2. Кроме того, упрощается привод шнека, так как вращение витков в одном направлении обеспечивает непрерывную подачу порошка в противоположные стороны. Концы витков противоположной навивки прикреплены жестко к опорному диску 9, закрепленному на вале 1. Это обеспечивает надежный привод шнека.
П р и м е р 1. В емкость 1 загружают порошок 5 поливинилхлорида с частицами размером 15 мкм. Температуру ленты стекла 7 на выходе из печи отжига искусственным охлаждением устанавливают на уровне 80 с. При прохождении ленты стекла 7 через устройство для нанесения местного пре1375594
дохранительного (разделительного) покрытия вал 1 с роликами 2, установленными на рольганге и представляющими собой один из-транспортирующих валков рольганга, своими выступами 6 начинают наносить на нижнюю поверхность стекла 7 пятна покрытия. При этом ввиду спиралевидного расположения выступов 6 на совокупности poлиkoв 2 или сдвига выступов 6 на собственные размеры (угол с/) лента стекла поочередно взаимодействует с выступами 6, которые касаются нижней поверхности стекла одновременно только в двух точках. В связи с этим пятна покрытия распределяются на нижней поверхности стекла 7 со сдвигом, соответствующим углу с/ (фиг. 1). Для обеспечения непрерывной подачи порощка 5 поливи- нилхлорида с названными размерами частиц используется механизм,- включающий пружину 8, состоящую из двух частей с взаимно противоположной (или-зеркальной) навивкой витков, которые при вращении в одном направлении (в направлении движения ленты стекла 7) своими витками одновременно транспортируют порошок к двум соседним роликам 2. Это предотвращает застойные явления в промежутке 3 меясду соседними роликами 2.
После нанесения местного покрытия стекло режут на необходмые форматы и транспортируют или на дальнейшую промьшшенную переработку (вырезку фигурных стекол, моллировд- ние, закалку и т.д.), или на окончательную упаковку после резки на необходимые форматы для отправки потребителю. При промпереработке стекла с местным покрытием разделитель- ньй слой удаляют или путем смывания водой, или нагревом с последующим выгоранием двухслойного покрытия.
Таким образом, нанесенное покрытие за счет высокой адгезионной способности к стеклу и такой же механической прочности путем придания покрытию амортизирующих свойств из- за наличия второго слоя из твердьпс частиц порошка стабильно удерживается на стекле как при внутризаводской транспортировке, так и при транспортировке различными видами транспорта потребителю.
5
0
5
0
5
0
5
0
5
6
Пример 2. В емкость 1 загружают порощрк 5 поливинилхлорида с частицами размером 900 мкм. Температуру ленты стекйа 7 на выходе из печи отжига искусственным охлаждением устанавливают на уровне 150°С. При прохождении ленты стекла 7 через устройство для нанесения местного предохранительного (разделительного) покрытия вал 1 с роликами 2, установленными на рольганге и представляющими собой один из транспортирзпо- щих валков рольганга,своими выступами 6 начинает наносить на нижнюю поверхность стекла 7 пятна покрытия. При этом ввиду спиралевидного расположения выступов 6 на совокупности ликов 2 или сдвига выступов 6 на собственные размеры (угол ) лента стекла поочередно взаимодействует с выступами 6, которые касаются нижней поверхности одновременно только в двух точках. В связи с этим пятна покрытия распределяются на нижней поверхности стекла 7 со сдвигом, равным углу d (фиг.1). Для обеспечения непрерывной подачи порошка 5 поливинилхлорида с названными размерами частиц используется механизм, включающий пружину 8 состоящую из двух частей с взаимно противоположной или зеркальной навивкой витков, которые при вращении в одном направлении своими витками 9 одновременно транспортируют порошок к двум соседним роликам 2.
Использование предлагаемого способа нанесения разделительного покрытия на движущуюся ленту стекла и устройства для его осзш1ествления обеспечивает нанесение местного покрытия в потоке, т.е. в начальном цикле отработки стекла на линиях производства полированного стекла методом плавающей ленты, когда все остальные операции по обработке,связанные с многочисленными перегрузка- ми и транспортировкой, осуществля- |Ются на стекле, снабженном пркрыти- .ем, высокую прочность самого покрытия и его высокую адгезию к стеклу, 1используется остаточное тепло после отжига ленты стекла, экономное рас- ходова.ние материала покрытия с охватом всех форматов стекла, вьтуска- емых на линиях обработки флоат-стек- ла,и практически полное предотвращение за счет надежности местного раз1
h
делительного покрытия отбраковки стекла после его транспортировки из за наличия потертостей, натиров и т.д.
Формула изобретени
5
0
5
0
ся ленту, стекла, содержащее емкость для порошка, вал, размещенные на нем ролики со средствами обеспечения контакта порощка с лентой стекла и механизм подачи порошка к роликам, отличающееся тем, что средства обеспечения контакта порошка со стеклом выполнены в виде расположенных на каждом ролике выступов, размещенных со сдвигом по крайней мере на собственные размеры, а механизм подачи порошка - в виде шнека, содержащего в каждом npoMekyTKe между соседними роликами два установленных зеркально друг другу винта, выполненных с возможностью вращения в одном и том же направлении.
Фи.г
te.J
| УСТРОЙСТВО ДЛЯ ПРИСОЕДИНЕНИЯ РАСХОДОМЕРА | 1996 |
|
RU2130591C1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| СПОСОБ ДЕЗИНФЕКЦИИ ОБЪЕКТОВ ОКРУЖАЮЩЕЙ СРЕДЫ | 2006 |
|
RU2321426C2 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
