А-А
Напраоление вращения
СО
4J
(У1 05 00 4;;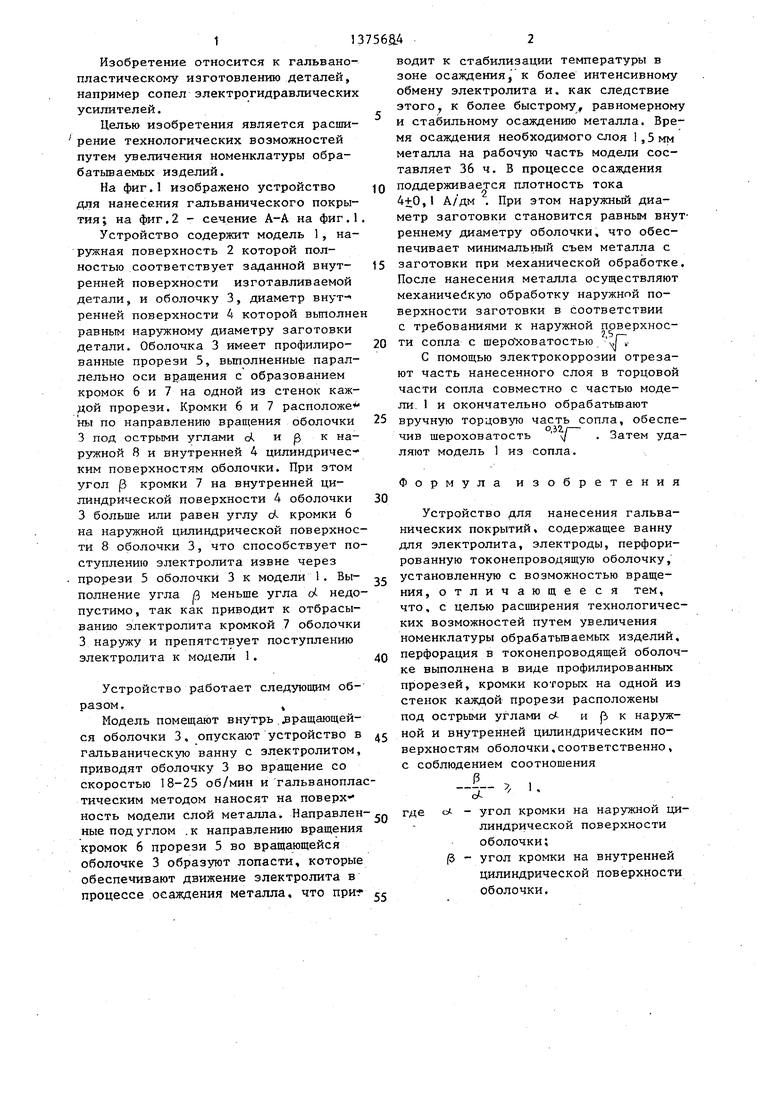
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА С МЕТАЛЛИЧЕСКОЙ СЕТКОЙ И УСТРОЙСТВА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2720288C2 |
| Способ гальванопластического изготовления полых изделий с наружной оболочкой | 1988 |
|
SU1657543A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТОКОПРОВОДНЫХ ЭКРАНОВ ДЛЯ ГАЛЬВАНОПЛАСТИЧЕСКОГО ПОЛУЧЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 1990 |
|
RU2026032C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ РАЗЪЕМНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2018 |
|
RU2677992C1 |
| Способ нанесения гальванических покрытий | 1986 |
|
SU1399377A1 |
| Устройство для гальванопластического изготовления полого изделия | 1985 |
|
SU1281605A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТОНКОСТЕННЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2016726C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДОВ МИЛЛИМЕТРОВОГО ДИАПАЗОНА | 2014 |
|
RU2560804C1 |
| Способ изготовления матрицы для гальванопластического получения теплообменных систем | 1989 |
|
SU1768665A1 |
| Гальванопластический способ изготовления многослойных матриц для прецизионных сит | 1990 |
|
SU1788095A1 |
Изобретение относится к гальванопластическому изготовлению деталей, в частности, к устройствам для нанесения гальванических покрытий. Цель изобретения - расширение технологических возможностей путем увеличения номенклатуры обрабатьтаемых изделий. Оболочка имеет профилированные прорези 5, вьтолненные параллельно оси вращения, с образованием кромок 6 и 7. на одной КЗ стенок каждой прорези. Кромки 6 и 7 расположены по направлению вращения оболочки под острыми углами d. и р к наружной и внутренней цилиндрическим поверхностям оболочки, соответственно, с соблюдением соотношения р /oL 1. Модель помещают внутрь вращающейся оболочки и гальванопластическим методом наносят на поверхность модели слой металлического сплава. Такая конструкция оболочки позволяет наносить покрытия на наружные и внутренние поверхности деталей и изготавливать гальванопластические детали с соблюдением высокий точности геометрических размеров.2 ил.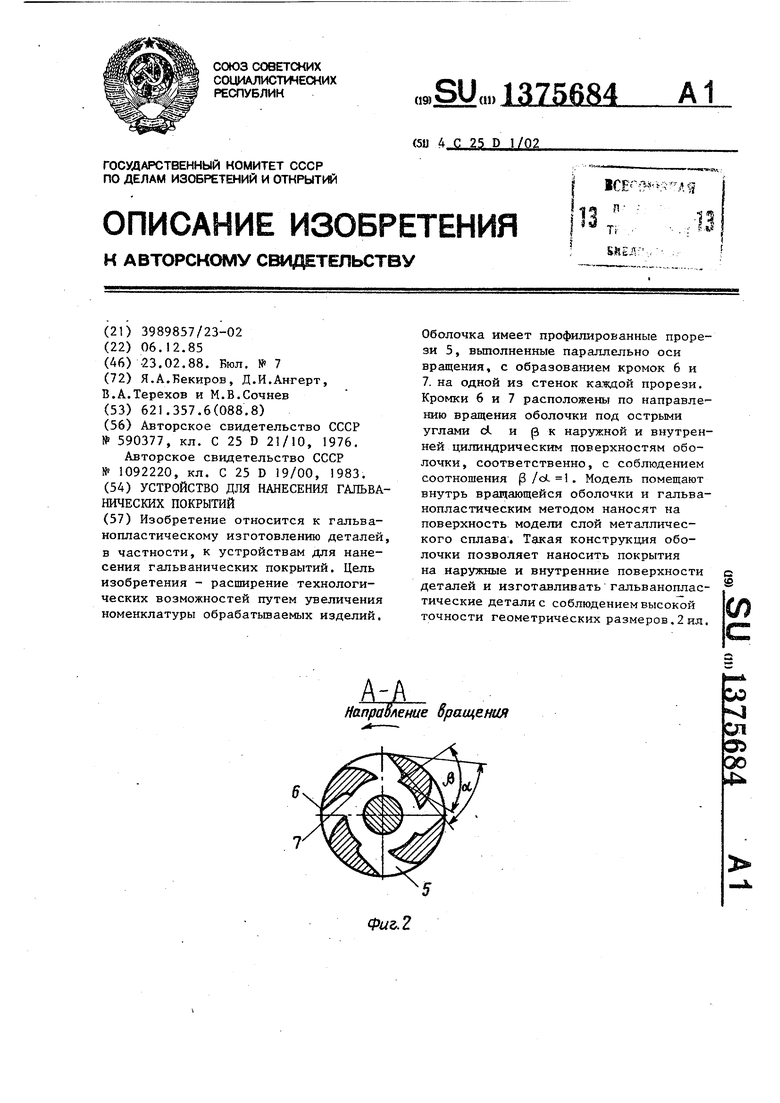
(риг..2
11
Изобретение относится к гальванопластическому изготовлению деталей, например сопел электрогидравлических усилителей.
Целью изобретения является расширение технологических возможностей путем увеличения номенклатуры обра- батьшаемых изделий.
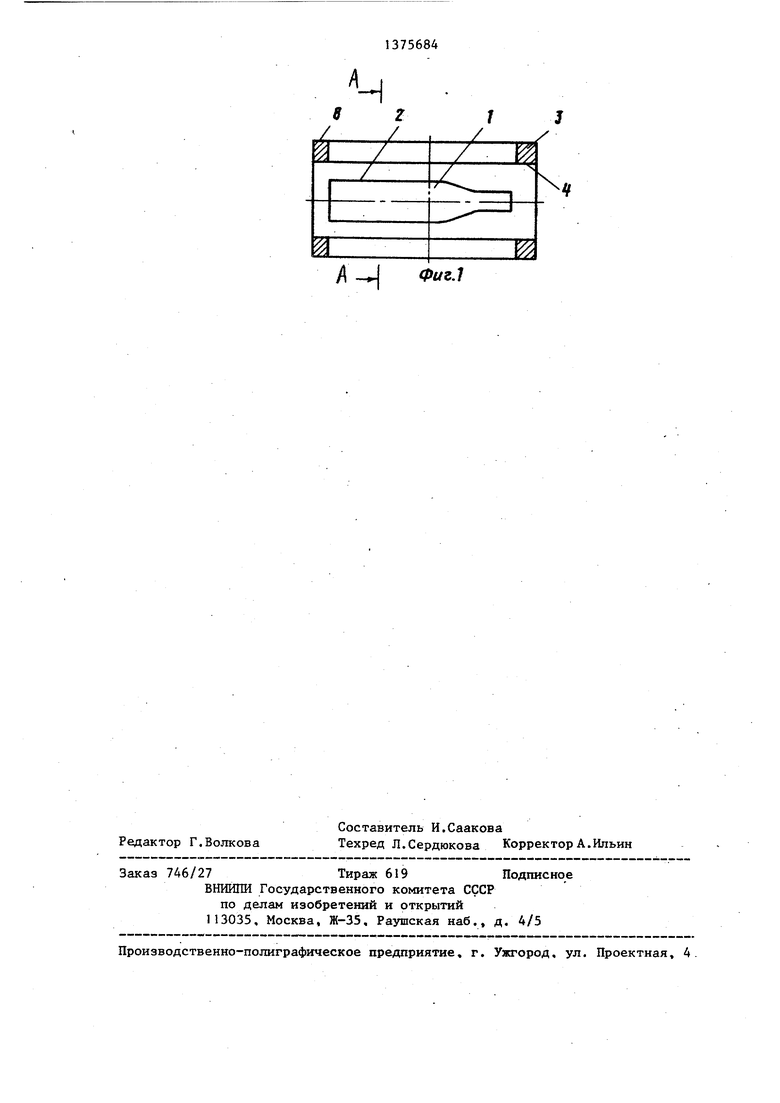
На фиг.1 изображено устройство для нанесения гальванического покры
тия ; на фиг.2 - сечение А-А на фиг.1 Устройство содержит модель 1, наружная поверхность 2 которой полностью соответствует заданной внут- ренней поверхности изготавливаемой детали, и оболочку 3, диаметр внут- ренней поверхности 4 которой вьтолне равным наружному диаметру заготовки детали. Оболочка 3 имеет профилиро- ванные прорези 5, вьтолненные параллельно оси вращения с образованием кромок 6 и 7 на одной из стенок каждой прорези. Кромки 6 и 7 расположе ны по направлению вращения оболочки 3 под острыми углами d. и р к наружной 8 и внутренней 4 цилиндричес- КИМ поверхностям оболочки. При этом угол |3 кромки 7 на внутренней цилиндрической поверхности 4 оболочки 3 больше или равен углу (Л кромки 6 на наружной цилиндрической поверхности 8 оболочки 3, что способствует поступлению электролита извне через прорези 5 оболочки 3 к модели 1. Вы- полнение угла и меньше угла Ы недопустимо , так как приводит к отбрасыванию электролита кромкой 7 оболочки 3 наружу и препятствует поступлению электролита к модели 1.
Устройство работает следующим образом,,
Модель помещают внутрь.зращающей- ся оболочки 3, опускают устройство в гальваническую ванну с электролитом, приводят оболочку 3 во вращение со скоростью 18-25 об/мин и гальваноплатическим методом наносят на поверхность модели слой металла. Направлен ные под углом .к направлению вращения кромок 6 прорези 5 во вращающейся оболочке 3 образуют лопасти, которые обеспечивают движение электролита в процессе осаждения металла, что при
водит к стабилизации температуры в зоне осаждения, к более интенсивному обмену электролита и. как следствие этого, к более быстрому, равномерному и стабильному осаждению металла. Время осаждения необходимого слоя 1 ,5 мм металла на рабочую часть модели составляет 36 ч, В процессе осаждения поддерживается плотность тока 4+0,1 А/дм . При этом наружный диагде
метр заготовки становится равным внутреннему диаметру оболочки, что обеспечивает минимальный съем металла с заготовки при механической обработке После нанесения металла осуществляют механическую обработку наружной поверхности заготовки в соответствии с требованиями к наружной поверхности сопла с шеро ховатостью
С помощью электрокоррозии отрезают часть нанесенного слоя в торцовой части сопла совместно с частью модели. 1 и окончательно обрабатьшают
вручную торцовую часть сопла, обеспеO32.J-
чив шероховатость j . Затем удаляют модель 1 из сопла.
Формула изобретения
Устройство для нанесения гальванических покрытий, содержащее ванну для электролита, электроды, перфорированную токонепроводящую оболочку, установленную с возможностью вращения, отличающееся тем, что, с целью расширения технологических возможностей путем увеличения номенклатуры обрабатьшаемых изделий, перфорация в токонепроводящей оболочке выполнена в виде профилированных прорезей, кромки которых на одной из стенок каждой прорези расположены под острыми углами cf и ji к нар.уж- ной и внутренней цилиндрическим поверхностям оболочки,соответственно, с соблюдением соотношения
--5,- -
сА
ы - угол кромки на наружной цилиндрической поверхности оболочки;
(3 - угол кромки на внутренней цилиндрической поверхности оболочки.
8213
К Фиг.1
Ч
| Барабан для нанесения электрохимических покрытий | 1976 |
|
SU590377A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для нанесения гальванических покрытий | 1983 |
|
SU1092220A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
