Изобретение относится к области гальваностегии, в частности, к устройствам для нанесения гальванических покрытий заданной толщины на внутренние поверхности разъемных цилиндрических изделий, в том числе на внутренних поверхностях подшипников скольжения тепловозных дизелей.
Известно устройство для нанесения электролитического покрытия в виде металлического слоя на поверхность валка, включающее ванну с электролитом, содержащим соль подлежащего нанесению на поверхность валка металла, средства для по меньшей мере частичного погружения в ванну поверхности валка и для создания относительного движения между поверхностью валка и электролитом, по меньшей мере один анод, расположенный напротив поверхности валка, средства для подключения поверхности валка к катодному электрическому потенциалу и установленные между кромками поверхности валка и одним или несколькими анодами экраны, выполненные из изоляционного материала и имеющие форму дуги окружности, центр которой совпадает с центром окружности кромки поверхности валка, напротив которой расположен экран, и содержащие две параллельные друг другу кромки, каждая из которых размещена в продолжении кромки поверхности валка на одинаковом расстоянии d от нее, при этом кромки экрана связаны между собой выемкой в форме угла, грани которой расположены перпендикулярно друг другу, для получения покрытия на поверхности валка, предназначенного для непрерывного литья тонких металлических лент между валками или на одном валке (см RU, патент №2188260, C25D 7/00, 1997).
Недостатком данного устройства является низкое качество нанесения покрытий из-за неравномерности покрытия валка и сложность подачи электролита в зону осаждения металла.
Наиболее близким по технической сущности к предлагаемому изобретению является устройство для гальванической обработки столба из полуцилиндрических заготовок, например, половинок радиальных подшипников скольжения, включающее выполненный в виде полуцилиндра корпус с донной плитой для предотвращения проскальзывания заготовок, крышкой с контактным элементом и элементом фиксации, выполненным в виде металлической пластины с подпружиненным штифтом, свободно установленной в крышке (см. SU авторское свидетельство №606556, C25D 17/08, 1975).
Недостатком данного устройства является низкое качество нанесения покрытий на внутреннюю поверхность разъемных цилиндрических изделий, из-за неравномерности нанесения покрытий на изделия, т.к. силовые линии тока распределяются хаотично с повышенной концентрацией на боковых торцах изделий.
Техническим результатом является повышение качества нанесения покрытий на внутреннюю поверхность разъемных цилиндрических изделий за счет равномерности покрытия изделий путем распределения силовых линий постоянного тока по всей поверхности изделий и точности получения заданной толщины гальванических покрытий на изделиях.
Технический результат достигается в устройстве для нанесения гальванических покрытий на внутреннюю поверхность разъемных цилиндрических изделий, включающем корпус, выполненный в виде прямоугольного параллелепипеда из токонепроводящего материала, соединенный с источником тока токоподводящий прижимной механизм, состоящий из последовательно соединенных вертикально расположенных токоподвода, пружины, сухаря, штока и установленной параллельно основаниям корпуса прижимной планки, расположенные на внутренней стороне передней стенки по краям вдоль нее планки, выполненные из токопроводящего материала, при этом в центре верхнего основания корпуса выполнено отверстие, в которое введен шток, в передней стенке корпуса выполнена вертикальная трапецеидальная щель, расположенная по осевой линии большим основанием вверх и установлены вдоль нее с двух сторон экраны, выполненные из токонепроводящего материала.
Токоподводящий прижимной механизм, состоящий из последовательно соединенных вертикально расположенных токоподвода, пружины, сухаря, штока и установленной параллельно основаниям корпуса прижимной планки, обеспечивает подвод тока к изделиям за счет контакта прижимной планки с изделиями и создания низкого переходного сопротивления.
Планки, расположенные на внутренней стороне передней стенки по краям вдоль нее и выполненные из токопроводящего материала, ликвидируют явление краевого эффекта, когда силовых линий тока концентрируются на боковых торцах разъемных цилиндрических изделий. Планки забирают на себя избыточную концентрацию силовых линий тока.
Отверстие, выполненное в центре верхнего основания корпуса, позволяет без переходных элементов соединить токоподводящий прижимной механизм с изделиями посредством штока, проходящего через отверстие, и обеспечить прохождение тока токоподводящего прижимного механизма к изделиям.
Вертикальная трапецеидальная щель, выполненная в передней стенке корпуса и расположенная по осевой линии большим основанием вверх регулирует прохождение силовых линий тока по вертикали. При нанесении гальванического покрытия на изделия, расположенных один на другом по вертикали столбом, выделяется водород, пузырьки которого идут снизу вверх, усиливая эффект экранирования т.е. снизу вверх увеличивается количество выделяющихся пузырьков водорода, что приводит к снижению толщины гальванического покрытия на верхних изделиях. Выполнение щели в виде трапеции большим основанием вверх обеспечивает увеличение потока силовых линий тока, что компенсирует эффект экранирования.
Экраны, установленные вдоль вертикальной трапецеидально щели с двух сторон и выполненные из токонепроводящего материала, обеспечивают равномерность распределения силовых линий тока по ширине изделий.
Выполнение корпуса из токонепроводящего материала препятствует прохождению блуждающих токов к деталям
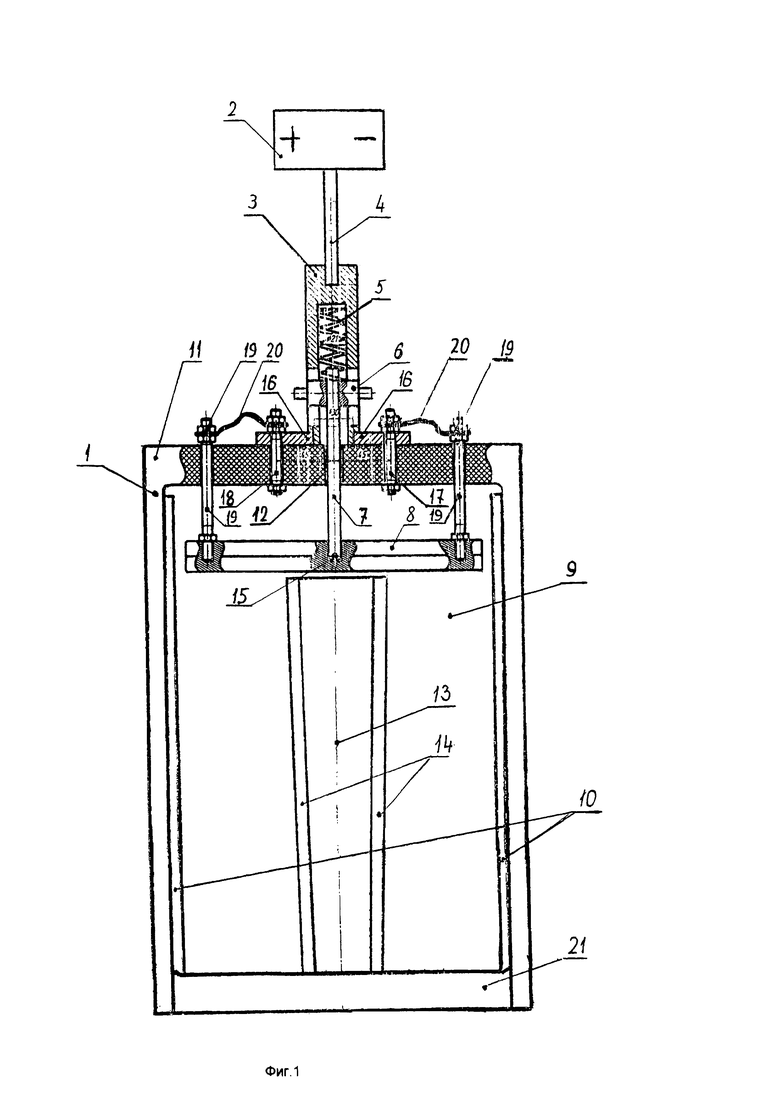
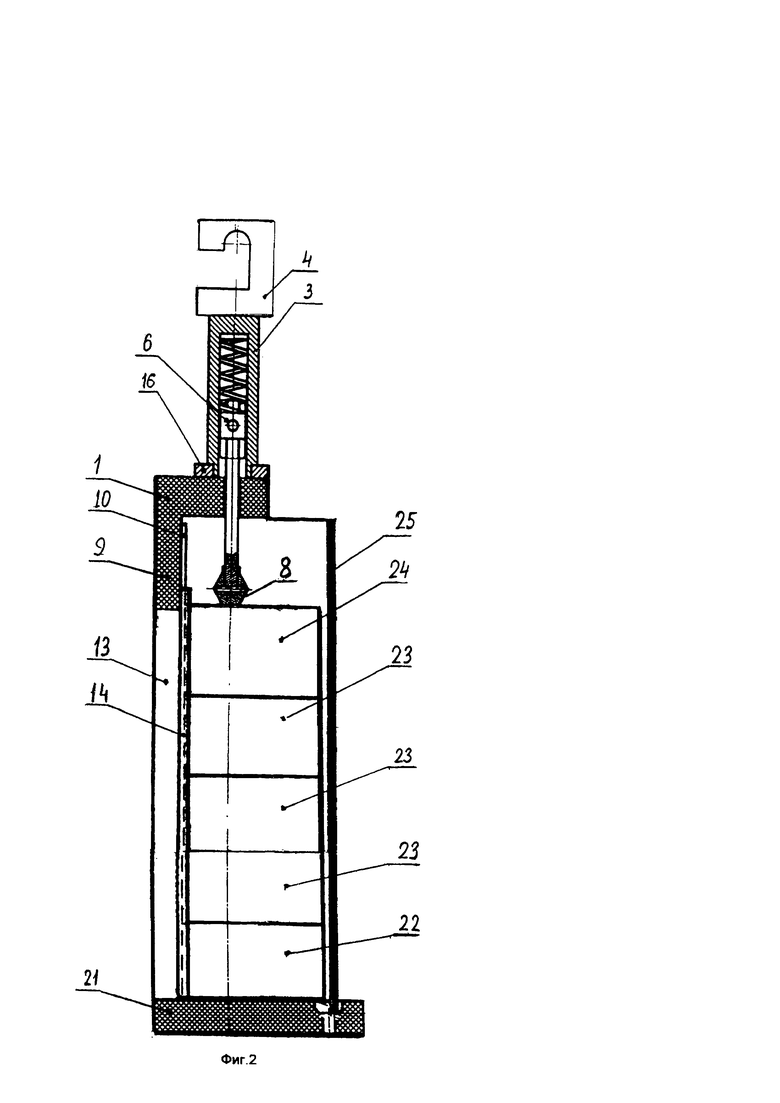
Устройство для нанесения гальванических покрытий на внутреннюю поверхность разъемных цилиндрических изделий поясняется чертежом, где на фиг. 1 представлена общая вид устройства, на фиг. 2 - вид сбоку в разрезе.
Устройство для нанесения гальванических покрытий на внутреннюю поверхность разъемных цилиндрических изделий состоит из корпуса 1, выполненного в виде прямоугольного параллелепипеда из токонепроводящего материала, из соединенного с источником тока 2 токоподводящего прижимного механизма 3, состоящего из последовательно соединенных вертикально расположенных токоподвода 4, пружины 5, сухаря 6, штока 7 и установленной параллельно основаниям корпуса прижимной планки 8, расположенных на внутренней стороне передней стенки 9 по краям вдоль нее планок 10, выполненных из токопроводящего материала. В центре верхнего основания 11 корпуса 1 выполнено отверстие 12, в которое введен шток 7. В передней стенке 9 корпуса 1 выполнена вертикальная трапецеидальная щель 13, расположенная по осевой линии большим основанием вверх и установлены вдоль нее с двух сторон экраны 14, выполненные из токонепроводящего материала. Прижимная планка 8 связана со штоком 7 штифтовым соединением 15. Пластины 16 фиксируют токоподводящий прижимной механизм 3на верхнем основании 11 корпуса 1 с помощью крепежных элементов 17 и 18. Прижимная планка 8 фиксируется с помощью крепежных элементов 19. Между крепежным элементом 17 и крепежным элементом 19 расположены токоподводящие кабели 20. На нижнее основание 21 корпуса 1 устанавливается проставочное кольцо 22, на которое ставятся разъемные цилиндрические изделия 23 и сверху на них устанавливается проставочное кольцо 24. Задняя стенка 25 корпуса 1 выполнена полукруглой формы.
Устройство для нанесения гальванических покрытий на внутреннюю поверхность разъемных цилиндрических изделий работает следующим образом.
На нижнее основание 21 корпуса 1 устанавливается проставочное кольцо 22. На него последовательно устанавливаются разъемные цилиндрические изделия 23. Затем на верхнее разъемное цилиндрическое изделие 23 устанавливается проставочное кольцо 24. Собранный столб из разъемных цилиндрических изделий 23 и проставочных колец 22 и 24 плотно прижимается к планкам 10, а сверху прижимается токоподводящим прижимным механизмом 3.Задняя стенка 25 устанавливается на нижнее основание 21 корпуса 1 и фиксируется вверху. Устройство с собранными разъемными цилиндрическими изделиями 23 монтируются в гальванической ванне и подключается к источнику тока 2. Под действием положительного потенциала анод растворяется, отдавая в электролит положительно заряженные катионы металлов. Под действием отрицательного потенциала катионы металла, которые находятся вблизи поверхностей разъемных цилиндрических изделий 23, начинают высаживаться на поверхность разъемных цилиндрических изделий 23. Передвижение положительно заряженных катионов металла к покрываемым поверхностям разъемных цилиндрических изделий 23 происходит, благодаря наличию в электролите силовых линий постоянного тока. Трапецеидальная вертикальная щель 13 дозирует прохождение силовых линий тока по вертикали покрываемых поверхностей разъемных цилиндрических изделий 23. Экраны 14, установленные с двух сторон вертикальной трапецеидальной щели вдоль нее, обеспечивают равномерное распределение силовых линий тока по горизонтали покрываемых поверхностей разъемных цилиндрических изделий 23. Силовые линии тока концентрируются на боковых торцах разъемных цилиндрических изделий 23. Планки 10, расположенные на внутренней стороне передней стенки 9 по краям вдоль нее, забирают на себя избыточную концентрацию силовых линий тока.
Предложенное устройство для нанесения гальванических покрытий на внутреннюю поверхность разъемных цилиндрических изделий повышает качества нанесения покрытий на внутреннюю поверхность разъемных цилиндрических изделий, оно простое и безопасное в эксплуатации и может быть пригодно для работы на автоматической линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления вкладышей подшипников скольжения | 2023 |
|
RU2803208C1 |
| Втулка поршневой головки шатуна двигателя внутреннего сгорания | 2020 |
|
RU2751370C1 |
| Устройство для вертикального покачивания катодной штанги гальванических ванн | 2021 |
|
RU2781264C1 |
| Многослойный шатунный вкладыш коленчатого вала | 2023 |
|
RU2813220C1 |
| Элемент скольжения | 2018 |
|
RU2712496C1 |
| Способ электролитического осаждения антифрикционных покрытий сплавом на основе олова | 2016 |
|
RU2620215C1 |
| Электролит для нанесения антифрикционных покрытий | 2023 |
|
RU2820009C1 |
| Способ электролитического осаждения коррозионностойких антифрикционных покрытий сплавом на основе меди | 2016 |
|
RU2619012C1 |
| Устройство для распыления жидкости | 1989 |
|
SU1687302A1 |
| Кислый электролит для нанесения антифрикционного покрытия сплавом свинец-олово-медь | 2020 |
|
RU2739899C1 |
Изобретение относится к области гальваностегии, в частности к устройствам для нанесения гальванических покрытий заданной толщины на внутренние поверхности разъемных цилиндрических изделий, в том числе на внутренние поверхности подшипников скольжения тепловозных дизелей. Устройство для нанесения гальванических покрытий на внутреннюю поверхность разъемных цилиндрических изделий состоит из корпуса 1, выполненного в виде прямоугольного параллелепипеда из токонепроводящего материала, из соединенного с источником тока 2 токоподводящего прижимного механизма 3, состоящего из последовательно соединенных вертикально расположенных токоподвода 4, пружины 5, сухаря 6, штока 7 и установленной параллельно основаниям корпуса прижимной планки 8, расположенных на внутренней стороне передней стенки 9 по краям вдоль нее планок 10, выполненных из токопроводящего материала. В центре верхнего основания 11 корпуса 1 выполнено отверстие 12, в которое введен шток 7. В передней стенке 9 корпуса 1 выполнена вертикальная трапецеидальная щель 13, расположенная по осевой линии большим основанием вверх, и установлены вдоль нее с двух сторон экраны 14, выполненные из токонепроводящего материала. Прижимная планка 8 связана со штоком 7 штифтовым соединением 15. Пластины 16 фиксируют токоподводящий прижимной механизм 3 на верхнем основании 11 корпуса 1 с помощью крепежных элементов 17 и 18. Прижимная планка 8 фиксируется с помощью крепежных элементов 19. Между крепежным элементом 17 и крепежным элементом 19 расположены токоподводящие кабели 20. На нижнее основание 21 корпуса 1 устанавливается проставочное кольцо 22, на которое ставятся разъемные цилиндрические изделия 23, и сверху на них устанавливается проставочное кольцо 24. Задняя стенка 25 корпуса 1 выполнена полукруглой формы. Техническим результатом изобретения является повышение качества нанесения покрытий на внутреннюю поверхность изделий. 2 ил.
Устройство для нанесения гальванических покрытий на внутреннюю поверхность разъемных цилиндрических изделий, включающее корпус, выполненный в виде прямоугольного параллелепипеда из токонепроводящего материала, соединенный с источником тока токоподводящий прижимной механизм, состоящий из последовательно соединенных вертикально расположенных токоподвода, пружины, сухаря, штока и установленной параллельно основаниям корпуса прижимной планки, расположенные на внутренней стороне передней стенки по краям вдоль нее планки, выполненные из токопроводящего материала, при этом в центре верхнего основания корпуса выполнено отверстие, в которое введен шток, в передней стенке корпуса выполнена вертикальная трапецеидальная щель, расположенная по осевой линии большим основанием вверх, и установлены вдоль нее с двух сторон экраны, выполненные из токонепроводящего материала.
| Устройство для гальванической обработки столба из полуцилиндрических заготовок, например,половинок радиальных подшипников скольжения | 1975 |
|
SU606556A3 |
| Электронный бесконтактный переключатель | 1960 |
|
SU133528A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2011 |
|
RU2464361C1 |
| Устройство для получения сухого обезжиренного вещества фрагментов ткани и клеток | 1976 |
|
SU644498A1 |

