СТАНОК для ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ТРУБ и т. п. ИЗДЕЛИЙ
Заявлено И мая 1956 г. за Л 551516/29 в Комитет по делам изобретений я открытий при Совете Министров СССР
Опубликовано в «Бюллетене изобретений Л 8 за 1961 г.
Известны станки для изготовления арматурных каркасов железобетонных труб и т. п. изделий с винтовой навивкой поперечной арматуры на продольную, направляемую через концентрично располол енные отверстия планшайбы на вращающемся барабане, с.применением сварки арматуры в пересечениях ее. Однако работа на таких станках недостаточно механизирована.
В описываемом станке указанный недостаток устранен тем, что для повышения степени механизации и автоматизации процесса барабан на переднем конце снабжен бандажем с продольными полуцилиндрическами канавками на его поверхности, расположенными соосно с отверстиями в планщайбе. Этот бандаж предназначен для завивки при одновременной приварке на нем поперечной арматуры к продольной, предвар11тел -,но закрепленной передними концами к передвижной в продольном направлении зажимной шайбой. Для сварки узлов пересечения арматуры перед барабаном на раме станка смонтирован .суппорт, несущий кронштейны,.из которых один со сварочным роликом, расположенным над, бандажем, а другой с конечным выключателем, причем управление обеими осуществляется с помощью реле времени. Подача поперечной арма- туры по заданному шагу осуществляется с помощью водила, имеющего возвратно-поступательное движение в продольном направлении.
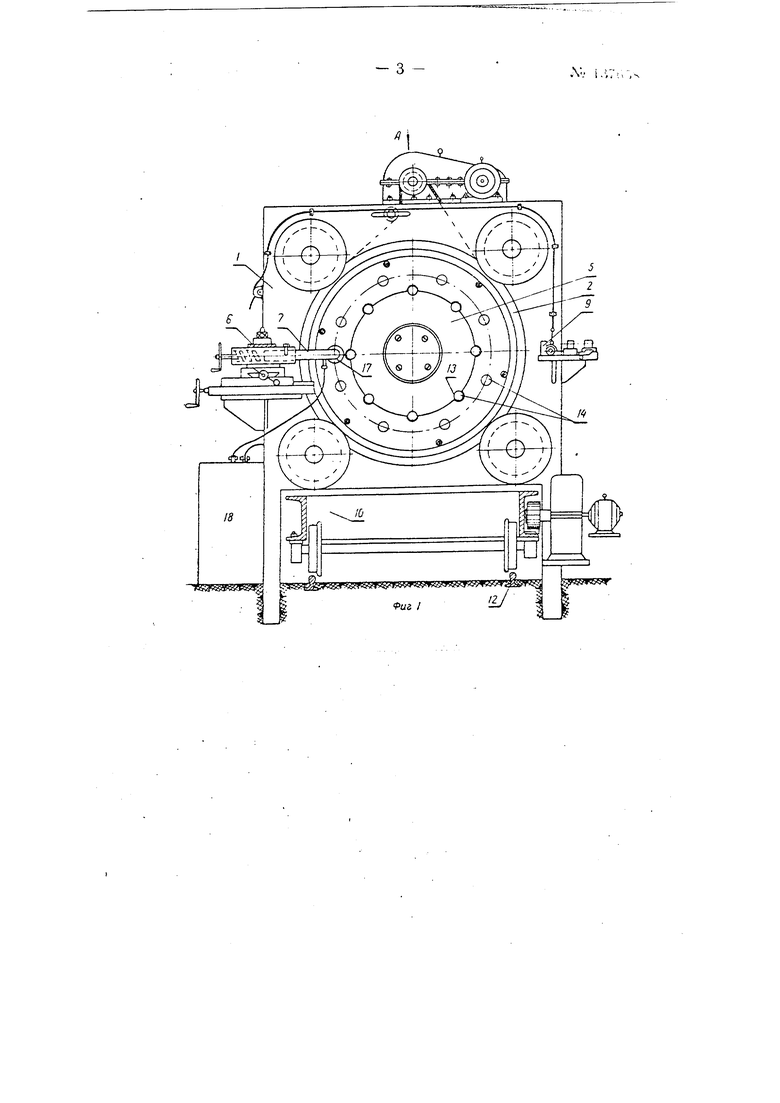
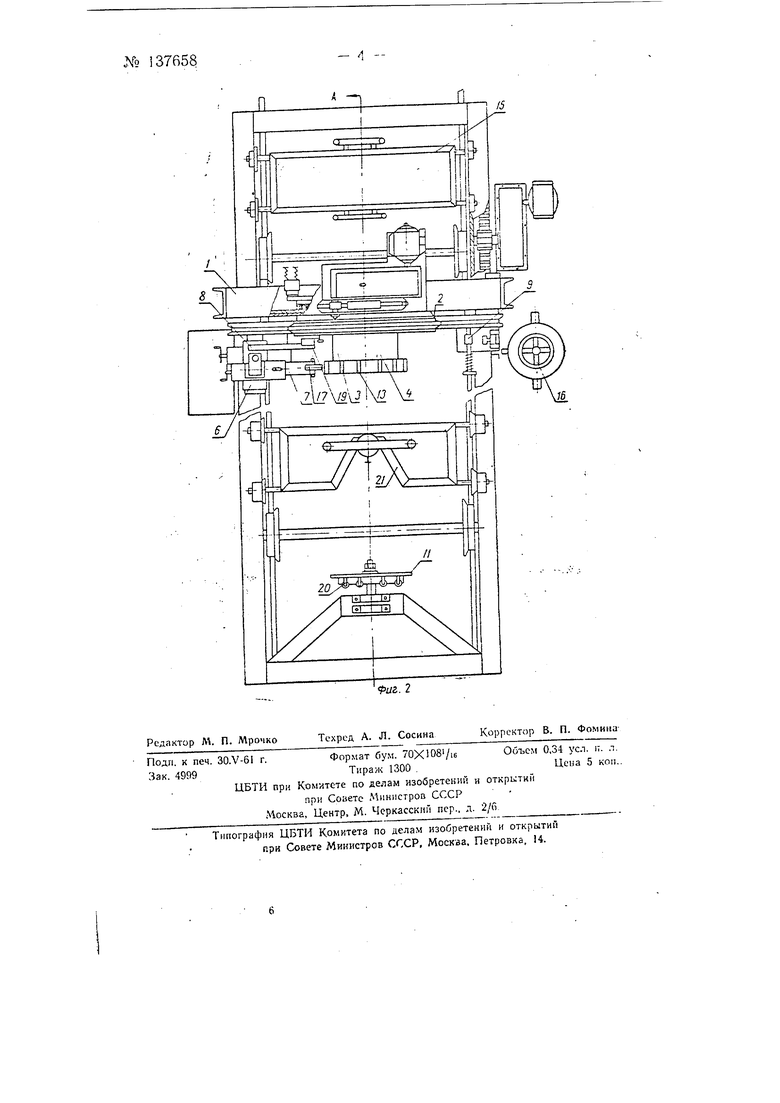
На фиг. 1 изображен станок; на фиг. 2 - вид по стрелке А на фиг. 1.
Станок для изготовления арматурных каркасов железобетонных труб и т. п. изделий состоит из основания /, планшайбы 2 с барабаном 3, имеющим на переднем конце 4 бандаж 5, суппорта 6 с кронштейнами 7 и 8, водила 9 и опорной тележки 10, имеющей зажимную шайбу // и перемещающейся по 1 аправляющ1 м (рельсам) 12.
Перед началом работы станка стержни продольной арматуры закрепляются в зажимной шайбе // тележки W, подогнанной к планшай№ 13765 S- 2 бе 2, II пропускаются н иолуци.чиилрическиеоканавки 3 бандажа 5 н отверстия 14 njuiiiinaiiubi 2. Свободные концы стержней поддерживаются тележкой 15. Снободныи конец поперечной арматуры, сматываемой с 16, пропускается через водило 9 и подводится к ролику /7, устанотз.меииому на кронштейне 7 суппорта 6.
с: .началом работы станка планшайба 2 вместе с продольной арматурой начинает вращаться, а тележка 10, перемещаясь от планшайбы 2, тянет за собой продольную арматуру. Поперечная арматура при этом навивается но спирали на продольную, причем узлы пересечения продольной и поперечной арматуры, находящиеся на бандаже 5, в момент прохождения под роликом 17 свариваются точечной сваркой. Включение сварочного тока, подаваемого трансформатором 18, производится конечным выключателем 19, установленным на кронштейне 8 суппорта 6. Продолжительность сварки определяется специальными реле времени.
Готовый каркас после остановки вращения планшайбы 2, перемещения тележки 10 и открывания зажимов 20 шайбы // снимается со станка при помощи подвижной подставки 21.
Предмет изобретения
1.Станок для изготовления арматурных каркасов железобетонных труб и т. п. изделий с винтовой навивкой поперечной арматуры на продольную, направляемую через концентрично расположенные отверстия планшайбы на вращающемся барабане, с применением сварки арматуры в пересечениях ее, отличающийся тем, что, с целью повышения степени механизации и автоматизации процесса, барабан на переднем конце снабжен бандаж.ем с продольными полуцилиндрическими канаиками на его поверхности, расположенными соосно с отверстиями п планщайбе, предназначенным для завивки при одновременной приварке на нем поперечной арматуры к продольной, предварительно закрепленной передними концами в передвижной в продольном направлении зажимной шайбе.
2.Станок по п. 1, о т л и ч а ю щ и и с я тем, что, с целью обеспечения сварки узлов пересечения арматуры, перед барабаном на раме станка смонтирован суппорт, несущий кронштейны, пз которых один со сварочным роликом, расположенным над бандажем, а другой с конечным выключателем, причем для управления обоими применены реле временч.
3.Станок по пп. 1 и 2, отличающийся тем, что, с целью осуществления подачи поперечной арматуры по заданному щагу, применено водило с возвратно-поступательным движением в продольном напра.члении.
18
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки арматурных каркасов | 1959 |
|
SU129272A1 |
| Станок для изготовления арматурных каркасов | 1971 |
|
SU530937A1 |
| Станок для изготовления пространственныхАРМАТуРНыХ KAPKACOB | 1979 |
|
SU797829A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ i .,.,., КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ТРУБ1 ^Ui5^ | 1972 |
|
SU434165A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ АРЛ\АТУРНЫХ КАРКАСОВ | 1973 |
|
SU400683A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ | 1973 |
|
SU389940A1 |
| Станок для изготовления арматурных каркасов железобетонных изделий | 1976 |
|
SU617133A1 |
| СТАНОК ДЛЯ СВАРКИ АРМАТУРНЫХ КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU361847A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1978 |
|
SU737603A1 |
| Устройство для сварки арматурных каркасов | 1986 |
|
SU1461606A1 |
(
