(54) СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления арматурных каркасов железобетонных труб | 1977 |
|
SU711259A1 |
| Станок для изготовления пространственныхАРМАТуРНыХ KAPKACOB | 1979 |
|
SU797829A1 |
| Станок для изготовления арматурных каркасов | 1971 |
|
SU530937A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ i .,.,., КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ТРУБ1 ^Ui5^ | 1972 |
|
SU434165A1 |
| СТАНОК ДЛЯ СВАРКИ АРМАТУРНЫХ КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU361847A1 |
| Устройство для изготовления конических арматурных каркасов | 1980 |
|
SU903540A1 |
| Устройство для контактной сварки арматурных каркасов | 1980 |
|
SU927445A1 |
| Установка для изготовления пространственных каркасов | 1987 |
|
SU1440647A1 |
| Устройство для изготовления арматурных каркасов | 1981 |
|
SU1013168A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1440648A1 |
. 1 . Изобретение относится к устройствам для изготовления арматурных каркасов жедезобето -ных строительных изделий. Известен станок для изготовления арматурных каркасов жедезобетоннь1Х труб, содержащий раму, механизм вращения и продольного перемещения, поворотную планщайбу, выполнен ную с центральным отверстием, и сменную . оправку, с наружной стороны которой размещен направляющий бандаж с отверстиями для продольных стержней каркаса, а с внутренней стороны - опорный цилиндр 1 . Недостатком зтого станка является его непригодность для изготовления длинномерных каркасов. Известен и другой станок того же Назначения, содержащий раму, механизм вращения и продольного перемещения, поворотную ппанщайбу, сменную оправку с направляющей кассетой и подающую тележку с роликовыми ложементами 2. Недостаток этого станка заключается в слож ности изготовления каркасов с фланцами. Наиболее близок к изобретению станок для изготовления арматурных каркасов .жёлезобетонньтх труб, содержащий раму, поворотную планщайбу, механизм вращения с приводным валом, цилиндрическую оправку с поддерживающими роликовыми опорами и секторными упорами для продольных стержней каркаса 3. Недостатком этого станка является большое количество технологических операций и скру шванне арматурного каркаса, что снижает производительность и качество изготовления каркасов. Цель изобретения - повысить производительность и качество изготовления арматурных каркасов.Для этого в станке для изготовления арматурных каркасов железобетонных труб, содержащем раму, поворотную ппашшйбу, механизм вращения с приводным валом, цилиндрическую оправку с поддерживающими роликовыми опорамн и секторными упорами для продольных стержней каркаса, оправка выполнеЯа составной из секций с установленными между ними проставками в форме многогранников со втул;
, а секторные упоры снабжены скалками, установленными во втулках проставок, при этом приводной вал установлен внутри планшайбы и оправки и снабжен винтами с правой и левой резьбой, с которыми соединены скалки посредством шарнирных рычагов с гайками на концах, а роликовые опоры установлены на концах оправки, причем опоры на противоположном по отношению к планшайбе конце оправки снабжены приводом их вертикального перемещения, с которым они шарнирно соединены посредством ползуна и толкателя.
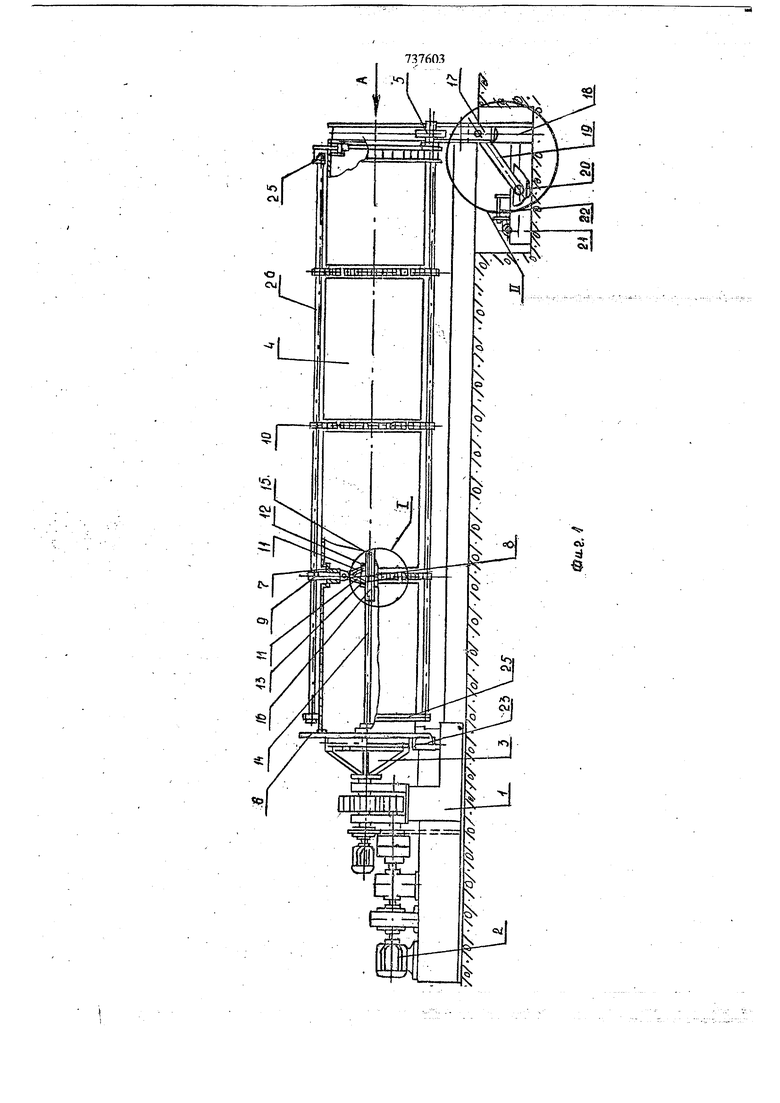
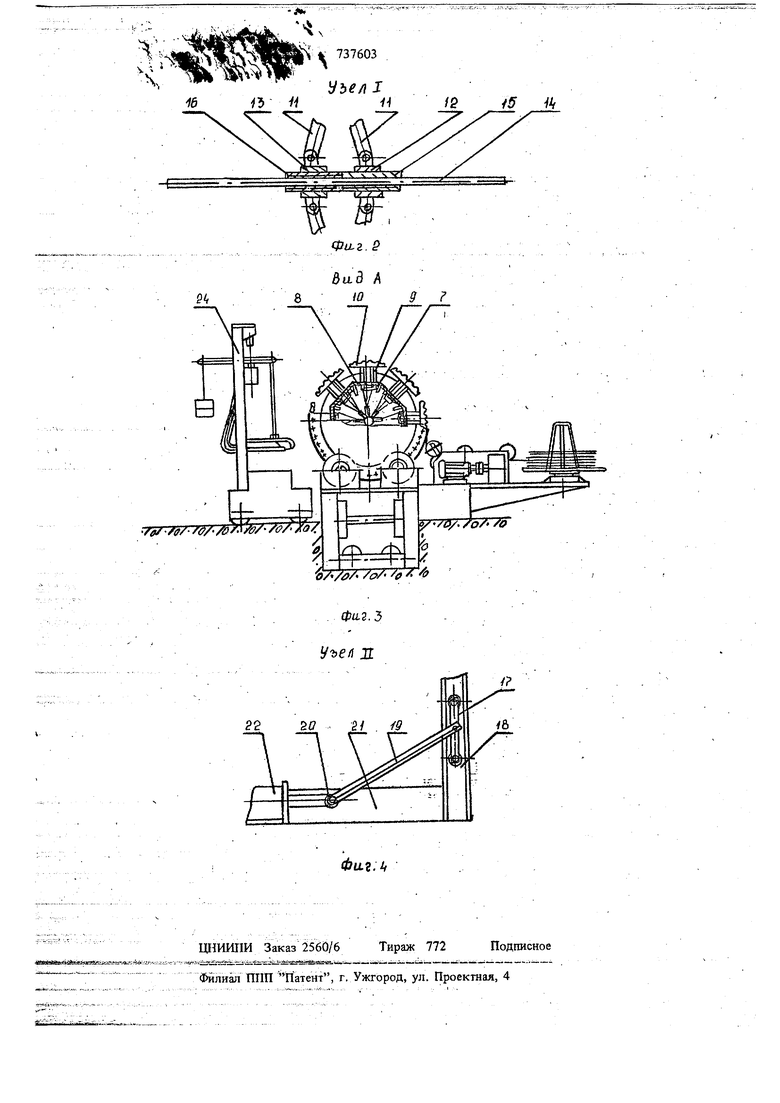
На фиг. 1 показан общий вид станка; на фиг. 2 - узел Т на фиг. 1; на фиг. 3 - ввд А на фиг. 1; на фиг. 4 - узел ТГ на фиг. 1.
На раме 1 механизма врашения 2 установлена планшайба 3, на которой закреплена цилиндрическая оправка 4, поддерживаемая роликовыми опорами. 5, оправка состоит из секций 6 с установленными между ними многогранными проставками 7 с втулками 8. Во втулках 8 установлены скалки 9 с укрепленными ца них секторными упорами 10 для продольных стержней каркаса. К скалкам 9 шарнирно прикреплень рычаги 11 с гайками 12 и 13 с правой и левой резьбой. Внутри оправки проходит приводной вал 14 с винтами 15 и 16. Роликовые опоры 5 установлены на ползуне 17, расположенном в стойке 18, и с ползуном шарнирно соединен толкатель 19. Катки 20 толкателя расположены в направляющих. основания 21, в котором расположен привод 22, шарнирно связанный с толкателем 19. Нн раме 1 установлены упорные ролики 23, на которые опирается торцовая часть барабана 4. Вдоль станка установлены подмости 24 Станок работает следующим образом. Включениём привода 22 толкатель 19 опускает ползун 17 с роликовыми опорами 5, при этом оправка 4 остается в консольном положении, закрепленной на планшайбе 3 и опирается торцовой частью на упорные ролики 23. В этом положении на оправку 4 устанавливают и закрепляют фланцы 25 арматурного каркаса 26, после чего с помощью привода 22 поднимают роликовые опоры 5. Вращением приводного вала 14 приводят во встреное поступательное движение гайки 12 и 13 и рычаги 11 поднимают в радиальном направлении скалки 9 с секторными упорами 10 в положение установки продольной арматуры. Затем устанавливают продольную арматуру каркаса 26 и закрепляют во фланцах 25. Навивку поперечной арматуры производят вращением оправки 4 с помош5 ю механизма 2. По окончании навивки производят крепление мест пересечений арматуры с подмостей 24, затем опускают роликовые опоры 5. Секторные упоры 10 убирают в радиальном направлении при вращении приводного вала в обратном направлении, после чего готовый арматурный каркас снимают со станка.
Формула изобретения
Станок для изготовления арматурных каркасов железобетонных труб, содержаший раму,
Q поворотную планшайбу, MexaimisM вращения с приводным валом, цил1шдрическ}то оправку с поддерживающими роликовыми опорами и секторными упорами для продольных стержней каркаса, отличающийся тем, что,
с целью повышения производительности и качества изготовления арматурных каркасов, оправка выполнена составной из секций с установленными между ними пр оставками в форме многогранников со втулками, а секторные упорь снабжены скалками, установленными во втулках проставок, при этом приводной вал установлен внутри планшайбы и оправки и снабжен винтами с правой и левой, резьбой, с которыми соединены скалки посредством Шарнирных рычагов с гайками на концах, а роликовые упоры установлены на концах оправки, причем опоры на противоположном по отношению к планщайбе конце оправки снабжены приводом их вертикального перемещения, с которым они шарнирно соединены посредством ползуна и толкателя.
Истотаики информации, принятые во внимание при экспертизе
фи,2.5
}ъел И
22
о&аг.ч /g /5 1{
