(54) СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КАРКАСОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления пространственныхАРМАТуРНыХ KAPKACOB | 1979 |
|
SU797829A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1977 |
|
SU711259A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1978 |
|
SU737603A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1975 |
|
SU541010A2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ i .,.,., КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ТРУБ1 ^Ui5^ | 1972 |
|
SU434165A1 |
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1109289A1 |
| Установка для изготовления арматурныхКАРКАСОВ | 1979 |
|
SU800324A1 |
| Станок для изготовления арматурных каркасов железобетонных труб и тому подобных изделий | 1956 |
|
SU137658A1 |
| Устройство для изготовления конических арматурных каркасов | 1980 |
|
SU903540A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1951 |
|
SU99480A1 |
1
Изобретение относится к облает строительства и предназначено для изготовления арматурных каркасов железобетонных ipy6, свай-оболочек и других цилиндрических конструкций.
Известен станок для изготовления арматурных каркасов вкяючаняций раму, механизм вращения и продольного перемещения, подвижную стойку с планшайбой, сварочньш агрегат и центральную планшайбу. Известный станок предусматривает установку и крепление стержней с помощью центр ирующего и зажимного устройств и последующее их снятие, кроме того не обеспечивает гарантированного качества изготовления каркасов, имеющих большую длину и небольшую жесткость.
Цель изобретения - повьш1ение производительности и качества арматурных каркасов.
Для зтой цели станок снабжен подвижной опорой и барабаном для укладки продольных арматурных стержней. Подвижная опора выполнена в виде тележки, на роликах которой установлено кольцо с гфижимами, а барабан одним концом установлен на неподвижной опоре, а другим закреплен на центральной планшайбе, которая имеет диск с центрирующими штьфями и направляющими втулками.
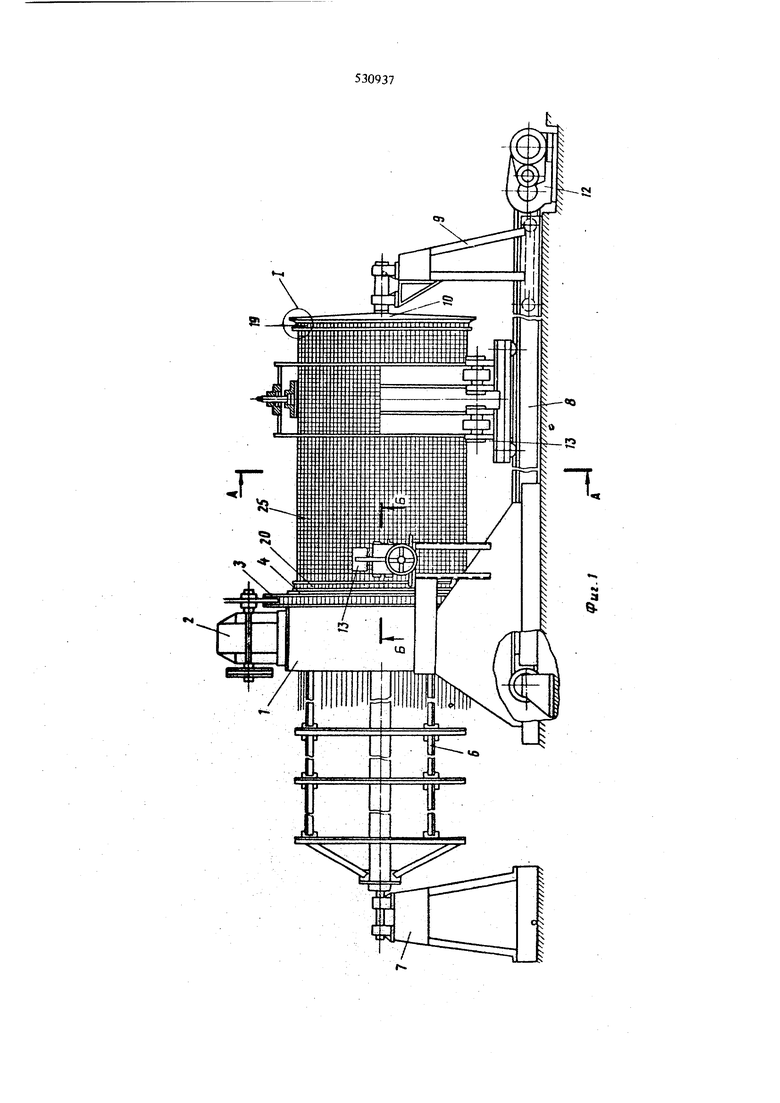
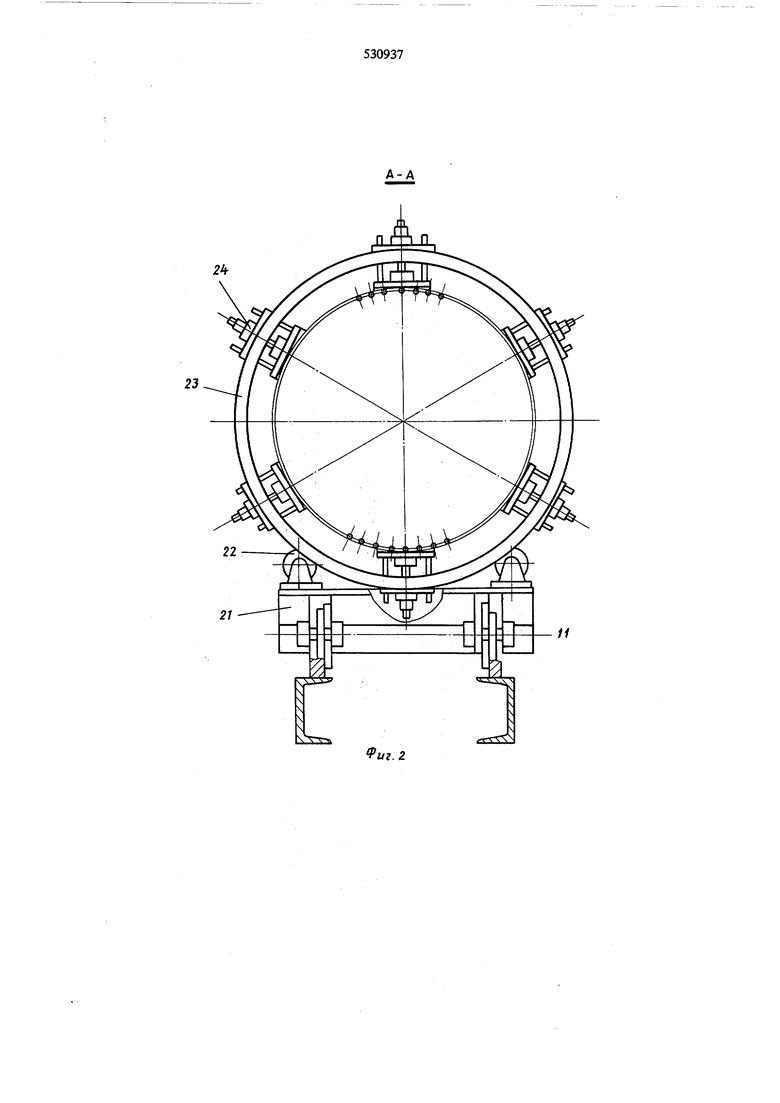
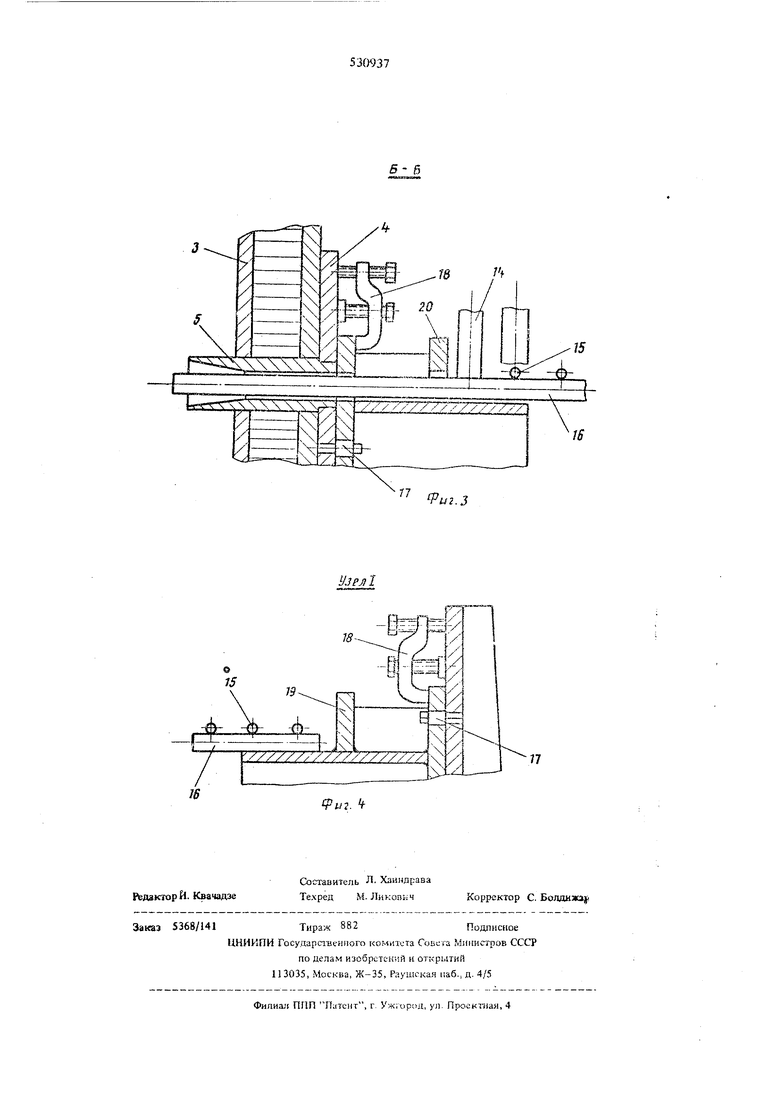
На фиг. I изображен предложенный станок, вид сбоку; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - узел 1 на фиг. 1.
Станок содержит неподвижную раму 1, механизм вращения 2 центральной планшайбы 3 с укрепленным в ней установочным диском 4 с направляющими втулками 5, сборочный барабан 6, который закреплен одним концом на центральной планшайбе 3, а другим установлен на неподвижной опоре 7. На направляющих 8 внутри установлена подвижная стойка 9 с планшайбой 10, а снаружи установлена подвижная опора 11, перемещающаяся приводом 12.
На неподвижной раме 1 установлен сварочный агрегат 13 с роликовыми электродами 14 для приварки поперечной спиральной проволоки 15 к продольным арматурным стержням 16.
На устахювочном диске 4 и планшайбе установлены центровочные штыри 17 и зажимные устройства 18 для крепления переднего фланца 19 и заднего фланца 20.
Подвижная опора 11 вьшолнена в виде тележки 21, на роликах 22 которой установлено опорное кольцо 23 с регулируемыми радаальными прижимами 24. Работа предлагаемого станка заключается в следующем: в сборочный барабан 6 закладывают продольные арматурные стержни 16, а передний фланец 19 и задний 20 каркаса 25 с помощью центровочных ипъфей 17 и зажимных устройств 18 закрепляют соответственно на планшайбе 10 и установочном диске 4. Подвижную опору II подводят вплотную центральной планшайбе 3. Приводом 12 перемеща ют подвижную стойку 9 с планшайбой 10 до соприкосновения фланцев 19 и 20, при это планшайба 10 заходит во внутрь опорного кольца 23 подвижной опоры 11. Продольные арматурные стержн1 16 пропускают через отверстия направляющих втулок 5, закрепленных в установочном диске 4, технологические отверстия в заднем фланце 20 и окончательно закрепляют сваркой на фланце 19.
Включают механизм вращения 2, который вращает центральную планшайбу 3 с установочным диском 4. Вместе с центральной планшайбой вращается сборочный барабан 6 и планшайба 10 на под вижной стойке 9. Одновременно от привода 12 передают поступательное движение подвижной стойке 9.
Конец поперечной спиральной проволоки 15 закрепляют на продольных арматурных стерж: нях 16 и подают под роликовые электроды 14 сварочного агрегата 13. При этом роликовые электроды 14 сварного агрегата 13 тфижимают свариваемую арматуру к опорной поверхности заднего фланца 20,
Станок для изготовления арматурных каркасов включающий раму, механизм вращения и гфодольного перемещения, подвижную стойку с
планшайбой, сварочный агрегат и центральную планщайбу, отличающийся тем, что, с целью повьппения производительности и качества матурных каркасов, станок снабжен подвижной опорой, выполненной в виде тележки, на роликах
которой установлено кольцо с прижимами и барабаном для укладки продольных арматурных стержней, один конец которого установлен на неподвижной опоре, а другой закреплен на центральной планщайбе, имеющей даек с центрирующими штырями и направляющими втулками. Таким образом, придавая каркасу 25 вращательно-поступательное движение, достигается обвязка продольнь1х арматурных стержней 16 проволокой 15 по спирали. В местах пересечения продольных арматурных стержней 16 с поперечной спиральной проволокой 15 производят контактную сварку сварочным агрегатом 13. После изготовления половины каркаса 25 его обжимают радиальными прижимами 24 подвижной опоры 11, которая при последующем передвижении каркаса 25 движется вместе с ним. После окончания контактной сварки всего арматурного каркаса 25 концы продольных арматурных стержней 16 приваривают к фланцу 20. Готовый каркас 25 с приваренными фланцами 19 и 20 снимают со станка. Формула изобретения
24
21
/5
JS
U2.3
