Известны устройства для непрерывного бесцентрового шлифования сферических торцов конических роликов подшипника качения, помещаемых в гпезда диска, перемещающего ролвки между двумя абразив1ными кругами, обрабатывающими их торцы. Однако существующие устройства не. обеспечивают достаточной производительности.
Для устранения этого недостатка в предлагаемом устройстве нриме«ена цилиндрическая втулка с внутренней конической поверхностью, устанавливаемая в каждом гнезде диска, представляющем собой сквозное отверстие, ось которого наклонена к оси диска. YrovT конуса внутренней поверхности цилиндрической втулки больще угла конуса обрабатываемого ролика, что обеспечивает перемещение линии его контакта с внутренней поверхностью втулки в процессе шлифования благодаря изменению наклона оси втулки при вращении диска и изменени направления усилий резания.
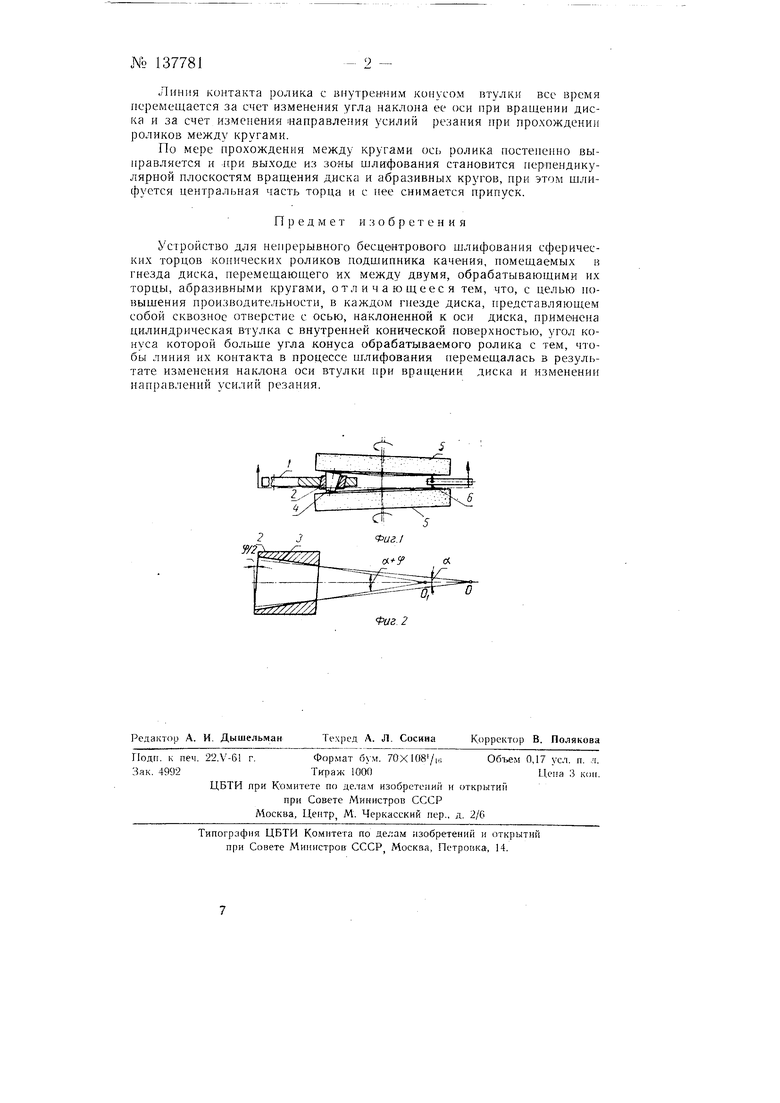
На фиг. 1 схематически изображен диск с обрабатываемым роликом и положение абразивных кругов; на фиг. 2 - сменная втулка.
В отверстия диска / устанавливаются сменные втулки 2 со сквозным коническим отверстием 3, угол конуса которого больще углакону са обрабатываемого ролика 4 на величину ф таким образом, если угол конуса ролика равен а, то угол конуса втулки будет а+ф.
В диске сверлятся отверстия под втулки под некоторым углом ф/2 к оси вращения диска, причем величина кривизны сферы торца ролика будет зависеть от этого угла наклона и от развала абразивны.х кругов 5. Если же верщина конуса втулки совпадает с центром сферы ролика, то радиус кривизны этой сферы получается без развала абразивных кругов, т. е. торцы кругов будут параллельны плоскости вращения диска.
Необходимый развал кругов 5 поддерживается постоянно благодаря их правке алмазом 6.
Линия контакта ролика с внутренним конусом вту-лк. все время перемещается за счет изменения угла наклона ее оси при вращении диска и за счет изменения 1направления усилий резания при прохождении роликов между кругами.
По мере прохождения между кругами ось ролика постепенно выправляется и при выходе из зоны щлифования становится перпендикулярной плоскостям вращения диска и абразивных кругов, при этом щлпфуетея центральная часть торца и с нее снимается припуск.
Предмет изобретения
Устройство для непрерывного бесцентрового шлифования сферических торцов конических роликов подшипника качения, помещаемых в гнезда диска, перемещающего их между двумя, обрабатывающими их торцы, абразивными кругами, отличающееся тем, что, с целью иовышения производительности, в каждом гнезде диска, представляющем собой сквозное отверстие с осью, наклоненной к оси диска, приманена цилиндрическая втулка с внутренней конической поверхностью, угол конуса которой больше угла конуса обрабатываемого ролика с тем, чтобы линия их контакта в процессе шлифования перемещ.алась в результате изменения наклона оси втулки при вращении диска и изменении направлений усилий резания.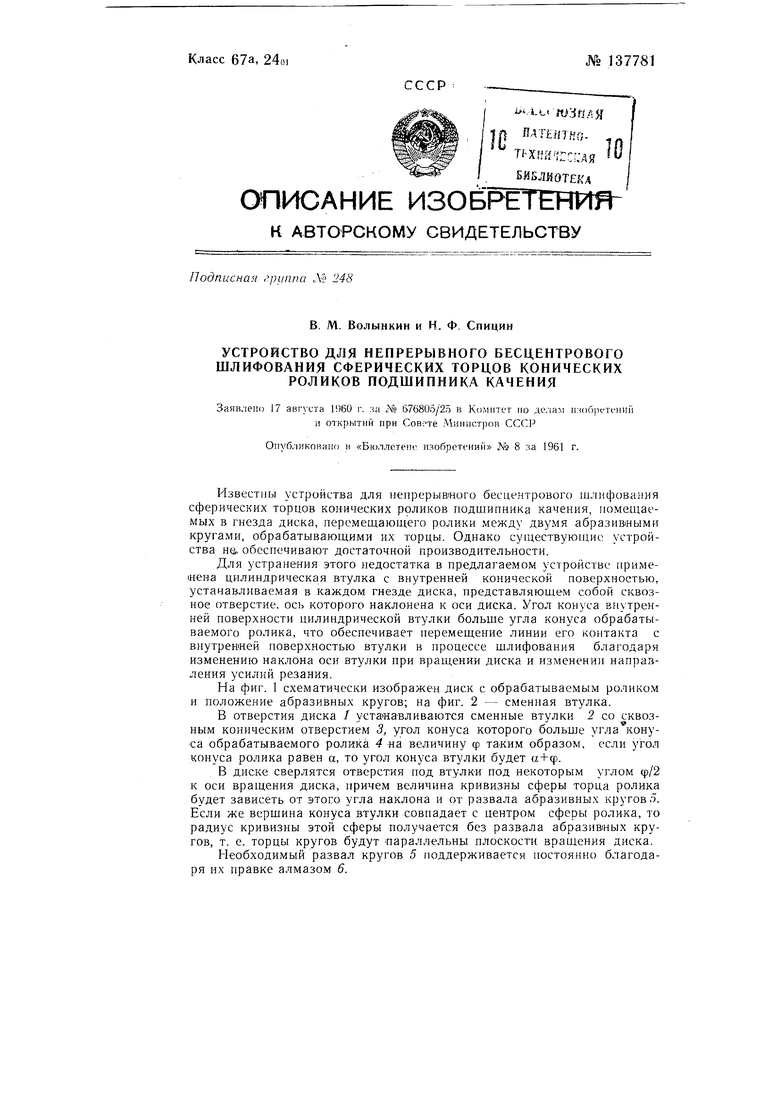
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2010 |
|
RU2460623C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2012 |
|
RU2521180C2 |
| СПОСОБ НЕПРЕРЫВНОГО ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162401C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ НА КОНИЧЕСКИХ РОЛИКАХ | 2010 |
|
RU2452603C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353501C2 |
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК КОЛЕЦ | 1992 |
|
RU2041046C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ДОВОДКИ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162402C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОХОНИНГОВАНИЯ | 2003 |
|
RU2236933C1 |
Риг.1
о
Фиг. 2
