Изобретение относится к области машиностроения и может быть использовано для восстановления ресурса деталей из электропроводных материалов, работающих при циклическом нагружении, путем залечивания усталостных трещин.
Цель изобретения повышение эффективности восстановления ресурса работы деталей при уменьшении энергозатрат.
Способ восстановления ресурса деталей осуществляют при циклическом нагружении. После наработки числа циклов, равных 0,75-0,85 от предельного, через зоны детали, в которых имеются усталостные трещины, пропускают импульсный электрический ток с удельной энергией, определяемой по формуле
q = (0,9-0,95)•ρ•CT•Tрекр•109 Дж/м3,
где ρ плотность материала;
Ст удельная теплоемкость материала;
Тректр температура рекристаллизации материала, после чего производят охлаждение обработанных зон в воде.
При наработках, меньших 0,75-0,85 от предельной, восстановление ресурса производить нецелесообразно, так как деталь является еще вполне работоспособной. При наработках, больших указанных значений, эффективность залечивания усталостных трещин данным способом снижается вследствие того, что усталостные трещины в отдельных деталях достигают критической величины и ухудшают статистические характеристики циклической долговечности.
Залечивание усталостных трещин под воздействием импульсного электрического тока с удельной энергией импульса q основано на концентрации возникающего электромагнитного поля на этих дефектах структуры при выдерживании условия адиабатичности, их локальном разогреве, схлопывании под воздействием термоупругих сжимающих напряжений, интенсивной диффузии в области бывшего дефекта в рекристаллизации, приводящей к образованию равноосной мелкодисперсной структуры.
Приведенная формула по определению q справедлива для любых металлов. Она получена из условия равенства количества вводимой в единицу объема детали электрической энергии величине тепловой энергии, потребной для рекристаллизации, с учетом накопления внутренней энергии в процессе наработки и импульсного характера введения тока, при котором до температуры рекристаллизации нагреваются только дефектные зоны металла. Меньшие значения численного коэффициента в формуле следует брать для малых длительностей импульсов в диапазоне, обеспечивающем условия адиабатичности, и наоборот. Формула описывает экспериментальные данные разных авторов с погрешностью, не превышающей ±10% По расчетному значению q, выходным параметрам источника питания и характеристикам детали очевидным расчетом определяются потребные сила тока, напряжение и длительность импульсов.
Охлаждение в воде зон деталей, подвергнутых электроимпульсной обработке с энергией импульса q, является необходимым для того, чтобы зафиксировать полученную мелкодисперсную структуру, оптимальную для последующей работы при циклическом нагружении.
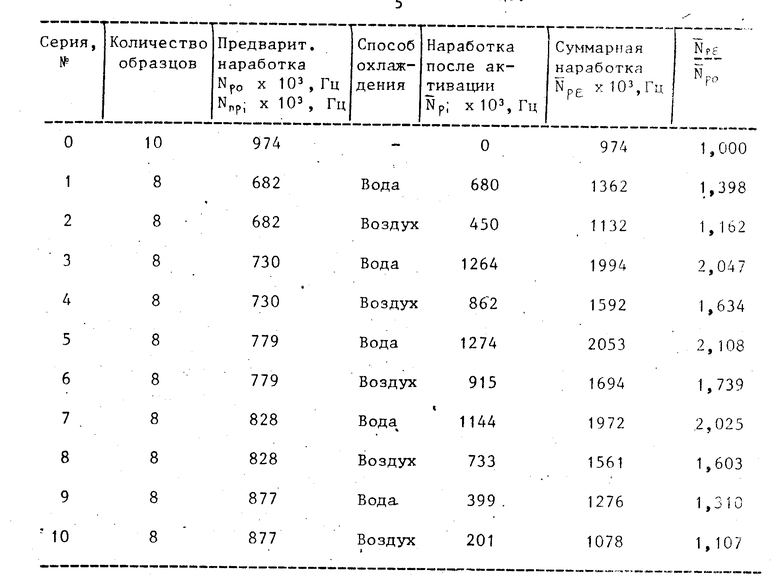
П р и м е р. Были проведены работы по восстановлению ресурса трубчатых деталей из материала 12X18H10T диаметром 12 мм, толщиной стенки 1 мм и длиной 210 мм. Для циклического нагружения использовался электродинамический вибростенд ST-5000/300. Образцы консольно закреплялись в зажимном приспособлении, установленном на вибраторе. Нагружение проводилось в резонансном режиме с фиксированием частоты, амплитуды и времени испытаний. На первом этапе определялось среднее значение числа циклов наработки исходной серии образцов до их разрушения  . Ha втором этапе каждым двум сериям образцов из общего числа десяти серий давалась предварительная наработка
. Ha втором этапе каждым двум сериям образцов из общего числа десяти серий давалась предварительная наработка  , равная 0,7
, равная 0,7  , 0,75
, 0,75  , 0,8
, 0,8  , 0,85
, 0,85  , 0,9
, 0,9  . После этого образцы подвергались воздействию импульсного электрического тока с удельной энергией q 5,85• 10 Дж/м3, подсчитанной по приведенной формуле, с последующим охлаждением либо в воде, что обеспечивало скорость охлаждения 100 К/с, либо на воздухе. Затем обработанные образцы при указанных выше условиях доводились до разрушения на вибростенде и для каждой из серий определялось среднее значение числа циклов
. После этого образцы подвергались воздействию импульсного электрического тока с удельной энергией q 5,85• 10 Дж/м3, подсчитанной по приведенной формуле, с последующим охлаждением либо в воде, что обеспечивало скорость охлаждения 100 К/с, либо на воздухе. Затем обработанные образцы при указанных выше условиях доводились до разрушения на вибростенде и для каждой из серий определялось среднее значение числа циклов  ; Определялось среднее суммарное значение числа циклов до разрушения образцов
; Определялось среднее суммарное значение числа циклов до разрушения образцов  . Полученное значение
. Полученное значение  сравнивалось со значением
сравнивалось со значением  , Результаты испытаний приведены в таблице.
, Результаты испытаний приведены в таблице.
Предварительная наработка серии образцов: N 1,2 0,7  , N 3,4 - 0,75
, N 3,4 - 0,75  , N 5,6 0,8
, N 5,6 0,8  , N 7,8 0,85
, N 7,8 0,85  , N 9,10 0,9
, N 9,10 0,9  .
.
Из таблицы видно, что наибольшее повышение ресурса при циклическом нагружении (более чем в 2 раза) имеет место при предварительной наработке в диапазоне  (0,75-0,85)
(0,75-0,85)  и последующем охлаждении в воде.
и последующем охлаждении в воде.
Таким образом применение способа позволяет значительно повысить ресурс деталей, работающих в условиях циклического нагружения. Экономическая эффективность при использовании изобретения определяется тем, что сокращается необходимость в изготовлении новых деталей взамен отработавших свой ресурс.
Изобретение применимо в различных отраслях машиностроения, обладающих стандартным электрооборудованием и может быть освоено на производстве в течение 2-3 месяцев. ТТТ1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ СТАЛЬНОГО ИЗДЕЛИЯ С ПОВЕРХНОСТНЫМИ ТРЕЩИНАМИ | 2008 |
|
RU2375165C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1987 |
|
SU1485546A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ МАШИН | 2005 |
|
RU2281194C1 |
| СПОСОБ ЭЛЕКТРОИМПУЛЬСНОЙ ОБРАБОТКИ СПЛАВОВ | 1990 |
|
SU1767921A1 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ЭЛЕКТРОХИМИЧЕСКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ С ПОСЛЕДУЮЩЕЙ ЭЛЕКТРОТЕРМИЧЕСКОЙ ОБРАБОТКОЙ | 2011 |
|
RU2473715C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2015775C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1995 |
|
RU2087548C1 |
| Способ упрочнения стальных изделий | 1985 |
|
SU1275050A1 |
| Способ определения остаточного ресурса керамических и металлических материалов | 2023 |
|
RU2817261C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНОГО РЕСУРСА ПОРИСТЫХ И КОМПОЗИЦИОННЫХ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ ФУТЕРОВКИ ВЫСОКОТЕМПЕРАТУРНЫХ ПЕЧЕЙ | 2024 |
|
RU2831581C1 |
Изобретение относится к области машиностроения и может быть использовано для восстановления ресурса деталей из электропроводных материалов, работающих при циклическом нагружении, путем залечивания усталостных трещин. Целью изобретения является повышение эффективности восстановления ресурса деталей. Для этого после наработки, равной 0,75-0,85 от предельной, через зоны детали, в которых имеются усталостные трещины, пропускают импульсный электрический ток с удельной энергией, определяемой по формуле: q = (0,9-0,95)•ρ•CT•Tрекр•109 Дж/м3, где ρ - плотность материала, Ст - удельная теплоемкость материала, Tpекр - температура рекристаллизации материала. Затем производят охлаждение в воде. После этого производят охлаждение обработанных зон в воде, чтобы зафиксировать полученную мелкодисперсную структуру, оптимальную для последующей работы при омическом нагружении. 1 табл.
Способ восстановления ресурса деталей, преимущественно работающих в условиях циклического нагружения, включающий разогрев дефектных мест воздействием импульсного электрического тока и охлаждения, отличающийся тем, что, с целью повышения эффективности восстановления ресурса деталей при уменьшении энергозатрат, сначала производят циклическое нагружение деталей числом циклов, равным (0,75-0,85) от предельного числа циклов, затем производят воздействие импульсным электрическим током с удельной энергией
q (0,9 0,95)p • Ст • Трекр • 109 Дж/м3, где
р плотность материала; С удельная теплоемкость материала; Трекр. - температура рекристаллизации материала, после чего выполняют охлаждение обработанных зон деталей в воде.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| и др | |||
| Залечивание трещин в металле скрещенными электрическими и магнитными полями | |||
| - Проблемы прочности, 1983, N 4, с.54-58 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
