со
00
со
00 05
Изобретение относится к обработке металлов давлением, в частности к способам ротационной вытяжки глубоких оболочковых деталей стожной геометрической формы на станках с ЧПУ.
Цель изобретения - повышение производительности процесса за счет интенсификации вытяжки на станках с ЧПУ.
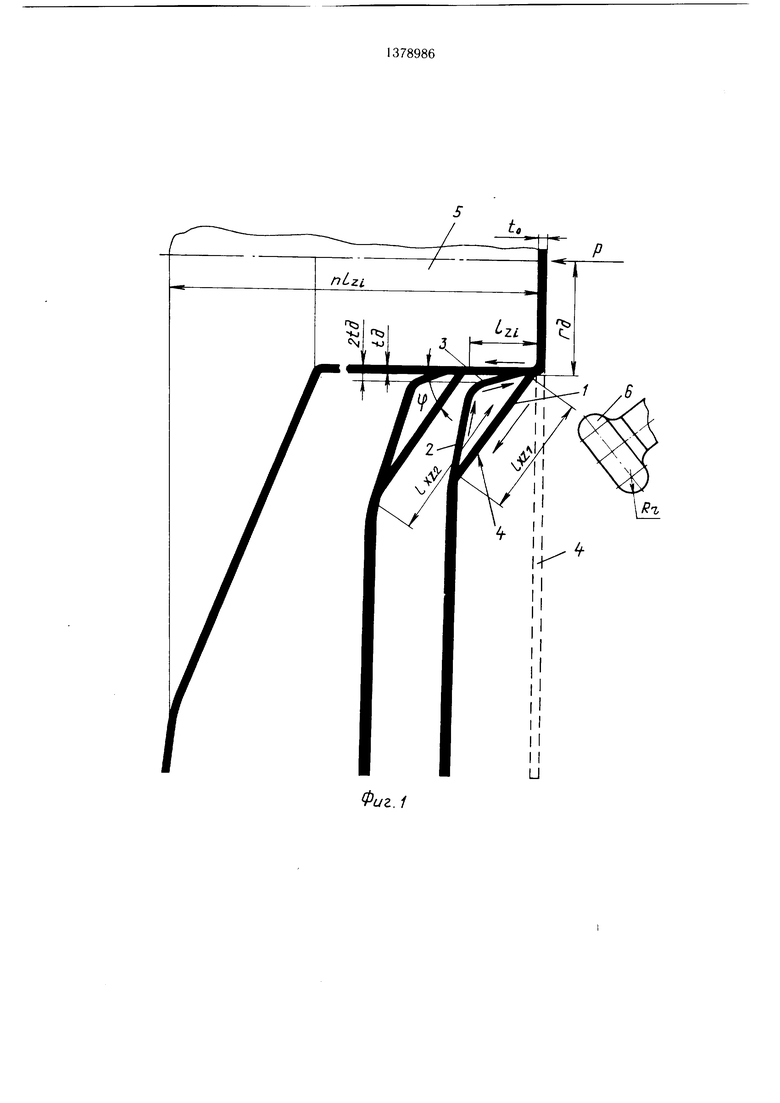
На фиг. 1 представ.тена схема осуществления способа; на фиг. 2 - схема изготовления детали - кожуха согласно предлагаемому способу.
Способ изготовления деталей типа оболочек включает многопроходную ротационную вытяжку с утонением деталей из заготовки возвратно-поступательными перемещениями давильного инструмента. На участке прямого хода на заготовке образуют конический участок 1 протяженностью f,, а при обратном ходе его передеформируют с образованием двух сопряженных между собой по радиусу конических участков 2 и 3 с зоной сопряжения, отстоящей от начала конической поверхности, полученной при прямом ходе, на расстоянии f .t носле чего осу- п|ествляют выглажииа 1ие участка конической поверхности протяженностью Е при ()В величину Pjji О1феде. 1яют из зависимости
5П1ф
где 1,
угол наклона конического участка заготовки, получаемого при прямом ходе инструмента, выбираемый в зависимости от исходной толщины заготовки и толщины стенки детали из выражения
J U
- толщина стенки детали; t - толщина исходной з.аготовки; Ег, - таг вытяжки, получаемый за один возвратно-поступательный ход инструмента, определяемый по эк- спери.ментально установленной зависимости Efr, (5- 6)t«.; Rr - радиус профиля давильного инструмента 5;
п - число проходов давильного инструмента.
Пример. Деталь-кожух из листовой заготовки диа.метро.м 640 мм и толщиной 2 .мм из стали 08 КП с толщиной стенки изделия 1 мм изготавливают на токарном станке. Заготовку 4 устанавливают и закрепляют на торце оправки 5, закрепленной в щпин- деле станка. Скорость вращения заготовки 500 об/мин.; подача ролика 6 при дефор.ми
ровании 400 мм/мин; шаг вытяжки 9 мм; угол наклона конических участков ф 48°, После предварительного формообразования изделия инструмент возвращают в исходное положение и производят окончательную калибровку детали на оправке выглаживанием.
Стрелки на фиг. 1 и 2 показывают направление перемещения давильного инструмента при деформировании заготовки. Позиции 7-9...26-28 (позиции 10-25 не указаны) показывают точки перегиба заготовки при изготовлении изделия.
Формула изобретения
Способ изготовления деталей типа оболочек путем многопереходной ротационной вытяжки с утонением дисковой заготовки возвратно-поступательными перемещениями давильного инструмента с последующей калибровкой по оправке, отличающийся тем, что, с целью повыщения производительности за счет интенсификации вытяжки на станках с ЧПУ, при деформировании заготовки на каждом переходе на участке прямого хода
образуют на ней конический участок протяженностью хг, а при обратном ходе его передеформируют с образованием двух соединенных радиусным сопряжением между собой конических участков с зоной сопряжения, отстоящей от начала конической поверхности, получаемой при прямом ходе, на расстоянии Е,, после чего осуществляют выглаживание участка конической поверхности протяженностью l,, при этом величину L, определяют из зависимости
5
;
где г, Ч
0
5
где 13 - t 0
5
Е;R. п(Г )24-51п р 2Гз2Г:,; +Г9 ( Г +Rp)|-Гд
sin (f
радиус донной части детали; угол наклона конической поверхности заготовки в процессе ее формообразования на участке прямого хода инструмента, выбираемый в зависимости от исходной толщины заготовки и толщины стенки детали из выражения
sin ф -
to
толщина стенки детали; толщина стенки исходной заготовки; щаг вытяжки, получаемый за один возвратно-поступательный проход инструмента, определяемый по экспериментально установленной зависимости 1л(5-6) to; радиус профиля давильного инструмента;
число проходов давильного инструмента.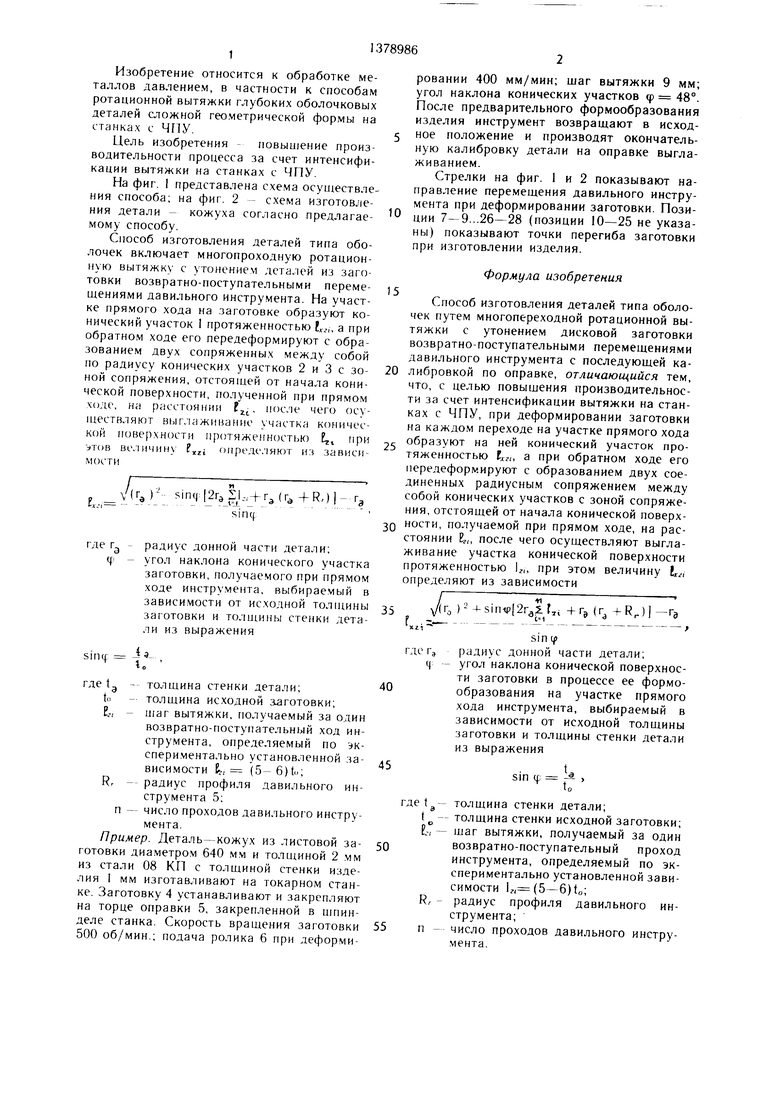
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ И ИГЛОФРЕЗЕРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2008 |
|
RU2393040C1 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2008 |
|
RU2393039C1 |
| Способ изготовления полых осесимметричных сложнопрофильных деталей (варианты) | 2023 |
|
RU2822541C1 |
| БЛОК ДАВИЛЬНЫХ РОЛИКОВ ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409441C1 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409440C1 |
| Способ ротационной вытяжки полых тонкостенных сложнопрофильных деталей на токарно-давильном станке с системой ЧПУ (варианты) | 2023 |
|
RU2814834C1 |
| ДАВИЛЬНЫЙ РОЛИК | 2002 |
|
RU2212299C1 |
| СПОСОБ ОХВАТЫВАЮЩЕЙ ДАВИЛЬНОЙ ОБРАБОТКИ | 2009 |
|
RU2411098C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДАВИЛЬНОЙ ОБРАБОТКИ | 2009 |
|
RU2416481C1 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК БЛОКОМ РОЛИКОВ С ПЛАНЕТАРНЫМ ДВИЖЕНИЕМ | 2009 |
|
RU2410185C1 |
Изобретение относится к области обработки металлов давлением, а именно к сно- собам ротационной вытяжки глубоких оболочковых деталей сложной геометрической формы на станках с ЧПУ. Цель изобретения - повышение производительности за счет интенсификации вытяжки. Круглую листовую заготовку устанавливают и закрепляют на торце оправки. Включением шпинделя станка осуществляют деформацию заготовки возвратно-поступательными перемещениями давильного инструмента за несколько проходов. За каждый прямой ход на заготовке получают конический участок, а за каждый обратный ход - два сопряженных конических участка с зоной сопряжения по радиусу, отстояшей на заданном расстоянии от начала конической поверхности участка, полученного при прямом ходе. Затем осуществляют выглаживание детали на утом расстоянии, после чего осуществляют следующий переход. Способ обеспечивает получение глубоких оболочковых деталей сложных геометрических форм. При этом исключается обрыв заготовки в области перехода донной части в стенку детали и гоф- рообразование свободного фланца заготовки. 2 ил. с (Л
Фиг.1
JIL A
Фиг.г
| Транспортное средство для перевозки тяжеловесного крупногабаритного груза | 1987 |
|
SU1452730A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
