Изобретение относится к обработке металлов давлением, в частности к устройствам для обрезки полых изделий.
Цель изобретения - повышение качества при обрезке полых изделий.
На фиг. 1 изображена схема устройства для обрезки полых изделий; на фиг. 2 - положение основных узло устройства для обрезки полых издели в момент закатки заусенцев.
Устройство содержит шпиндель 1, связанный через клиноременную передачу 2 с двигателем 3, установленну в шпинделе 1 оправку 4 с режущей кр мкой 5 на торце 6, съемник 7, установленный на оправке 4, механим 8, перемещающий съемник 7 вдоль оправки при движении в корпусе 9 от воздействия кулачка 10, прикатный ролик 11, установленный в вилке 12 на оси 13, распорную пружину 14 вилки 15 с установленным на ней роликом 16. Вилки 12 и 15, подпружиненные пружиной 14, перемещаются в корпусе 17 под воздействием кулачка 18 и прижимаются к нему возвратной пружиной 19. Устройст1зо содержит приеную призму 20 с механизмом 21, установленным в корпусе 22 и приводимом от кулачка 23, толкатель 24 с заход ным конусом 25, установленным в механизме 26, перемещающемся в корпусе 27 от воздействия кулачка 28, дисковый нож 29 с режущей кромкой 30 на торце 31 и механизмом подачи на рез 32, перемещающемся в корпусе 33 от воздействия кулачка 34, блок кулачков 35, получающий вращение от двигателя 3 через клиноременную передачу 36 и редуктор 37,
Устройство работает следующим образом.
Обрабатываемое изделие 38 из лотка загрузки (не показан) поступает на приемную призму 20. От воздействия кулачков 23 и 28 механизмы 21 и 26 передвижением призмы 20 и толкателя 24 заталкивают обрабатываемое изделие 38 на вращающуюся оправку 4, после чего кулачок 23 отводит призму 20 в исходное положение, а толкатель 24 прижимает обрабатываемое изделие 38 к торцу съемника 7. При дальнейшем вращении блока кулачков 35, кулачок 34 посредством механизма 32 перемещает дисковый мож 29 в направлении оправ
0
0
5
0
5
5
0
5
0
5
ки 4, обеспечивая презание ножа в надетое на оправку обрабатываемое изделие 38. В результате взаимодействия через обрабатываемое изделие режу1цих кромок 5 и 30 и торцов 6 и 31 происходит рез обрабатываемого изделия 38 вращающейся оправкой 4 и обкатывающимся по вращающемуся вместе с оправкой 4 обрабатываемому иаделию 38 дисковым ножом 29. При этом на образующейся втулке формируется перпендикулярный цилиндрическим поверхностям торец. После окончания реза кулачок 28 отводит толкатель 24 так, что обрезанное доньш1ко 40 получает возможность упасть вниз в тару (не показано). Далее кулачок 28 подводит толкатель 24 торцом с заходным конусом 25 к торцу 6 оправки 4 (фиг.2). Кулачок 10 посредством механизма 8 перемещает съемник 7 с обработанным изделием 39 по оправке 4 в сторону толкателя 24 до тех пор, пока обработанное изделие 39 своим резом с заусенцами по заход- ному конусу 25 не зайдет на наружную цилиндрическую поверхность толкателя 24, частично прикатав при этом заусенцы на внутренней поверхности обработанного изделия 39. После чего кулачок 18, воздействуя на ролик 16 и преодолевая усилие пружины 19, перемещает вилки 15 и 12, распертые пружиной 14, усилие которой значительно больше усилия пружины 19, в направлении вращаю- П1;ихся оправки 4 и тллкателей 24 с размещенньим на них изделием 39 до тех пор, пока прикатной ролик 11 войдет в соприкосновение с обработанным изделием 39 и усилием пружины 14 прижмет изделие 39 к толкателю 24 и оправке 4, оставаясь в таком положении, пока изделие 39 вместе с оправкой 4 и толкателем 24 не сделает несколько обротов. Взаимодействие прикатного ролика через изделие с оправкой и толкателем за- вальцует заусенцы, образовавшиеся при резе изделия. По окончании при- катки кулачок 18, поворачивась, дает возможность пружине 14 разжать вилки 12 и 15 до упора на хвостовике вилки 12, расположенном в основании вилки 15, а пружине 19 отвести прикатной ролик 11 в исходное положение. Кулачок 28 отводит толкатель 24 в исходное положение. Кулачок 10 перемещает в сторону толкателя съемник 7 и обработанное изделие 39 по оправке, пока она не сойдет с оправки А и уйдет в тару, (не показано). Кулачок 10 возвращает муфту в исходное положение, завершая цикл работы устройства и приводя его в готовность к новому циклу.
Формула изобретени
Устройство для обрезки полых изделий, содержащее шпиндель с приводом, оправку с режущей кромкой на торце, установленную внутри шпинделя, дисковый нож с механизмом подачи на рез, толкатель, съемник с приводом возвратно-поступательного перемещения, и механизм подачи, отличающееся тем, что,
с целью повышения качества получаемых изделий оно снабжено приводным прикатным роликом, установленнь1м напротив дискового ножа с возможностью взаимодействия через обрабатываемое изделие с оправкой и толкателем и упруго соединенным с приводом его возвратно-поступательного перемещения в плоскости, параллельно плоскости резания, при этом на
свободном конце толкателя выполнен заходной конус, диаметр толкателя равен диаметру оправки, а съемник выполнен в виде втулки, размещенной на оправке.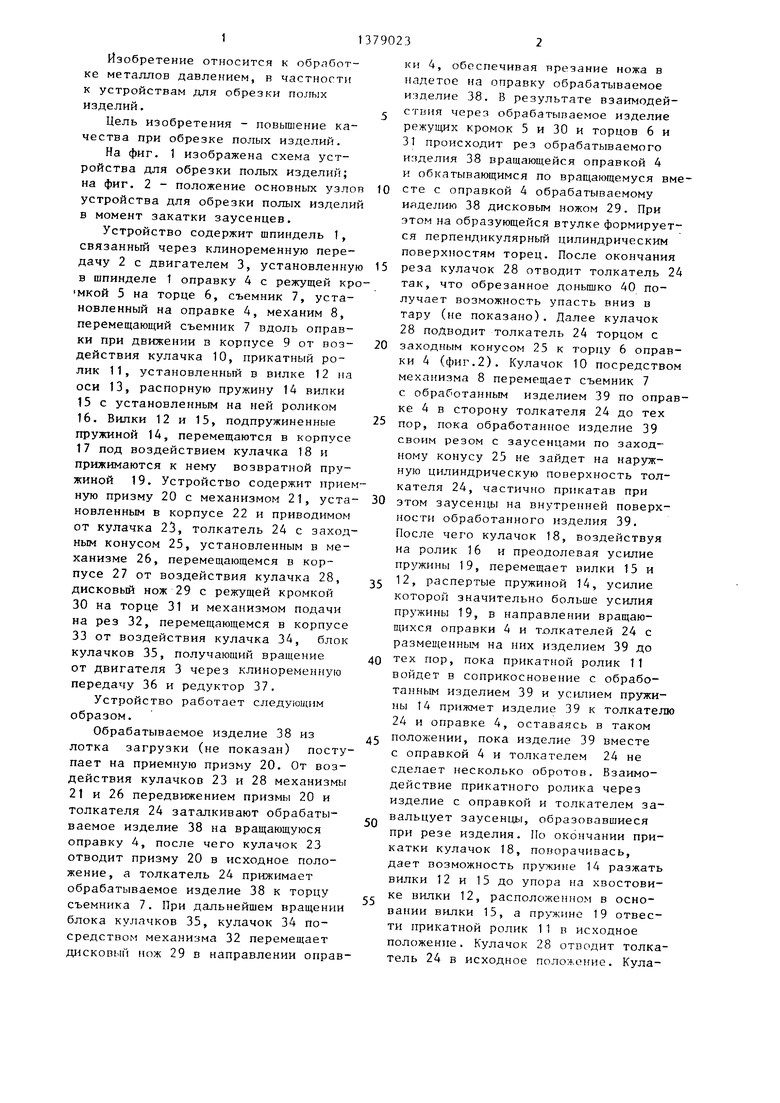
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обрезки полых изделий | 1988 |
|
SU1539002A2 |
| Блок инструмента к роторной машине для обрезки полых изделий | 1981 |
|
SU975253A1 |
| Устройство для обрезки полых изделий | 1987 |
|
SU1466870A2 |
| Устройство для резки кольцевых изделий из полимерного материала | 1978 |
|
SU753659A1 |
| Станок для обработки поверхностей изделий,имеющих форму тел вращения | 1979 |
|
SU861077A1 |
| УСТРОЙСТВО ДЛЯ ОБРЕЗКИ ЛОБОВЫХ ЧАСТЕЙ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1997 |
|
RU2125332C1 |
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1989 |
|
RU2038927C1 |
| Установка для изготовления изделий из ленты | 1981 |
|
SU1178556A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для обрезки полых изделий. Целью изобретения является повышение качества при обрезке полых изделий. Обрабатываемое изделие - стакан - принимается из лотка призмой 20 и надевается на вращающуюся оправку 4 с режущей кромкой 5 на торце 6. Толкатель (Т) 24 досылает стакан до упора в торец съемника 7, упираясь в донышко и удерживая стакан при резе. Дисковый нож 29 подводится к оправке и, взаимодействуя режущей кромкой 30 и торцом 31 с режущей кромкой и торцом оправки, осуществляет рез. Затем Т 24 отводится вправо, давая возможность отрезанному донышку упасть в тару. Т 24 подается до упора в торец 6 оправки. Механизм 8 передвигает съемник 7 по оправке, сдвигая обрезанный торец изделия 39 на Т 24. К обрезанному торцу изделия 39 подводится ролик 11, поджимаемый кулачком 18 через пружину 14 и через изделие 39 к Т 24. В результате этого взаимодействия заусенцы в зоне реза прикатываются, образуя ровные внутреннюю и наружную цилиндрические поверхности изделия 39. 2 ил. 26 СП 00 со о to GO
Фиг. 2
| Блок инструмента к роторной машине для обрезки полых изделий | 1981 |
|
SU975253A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
