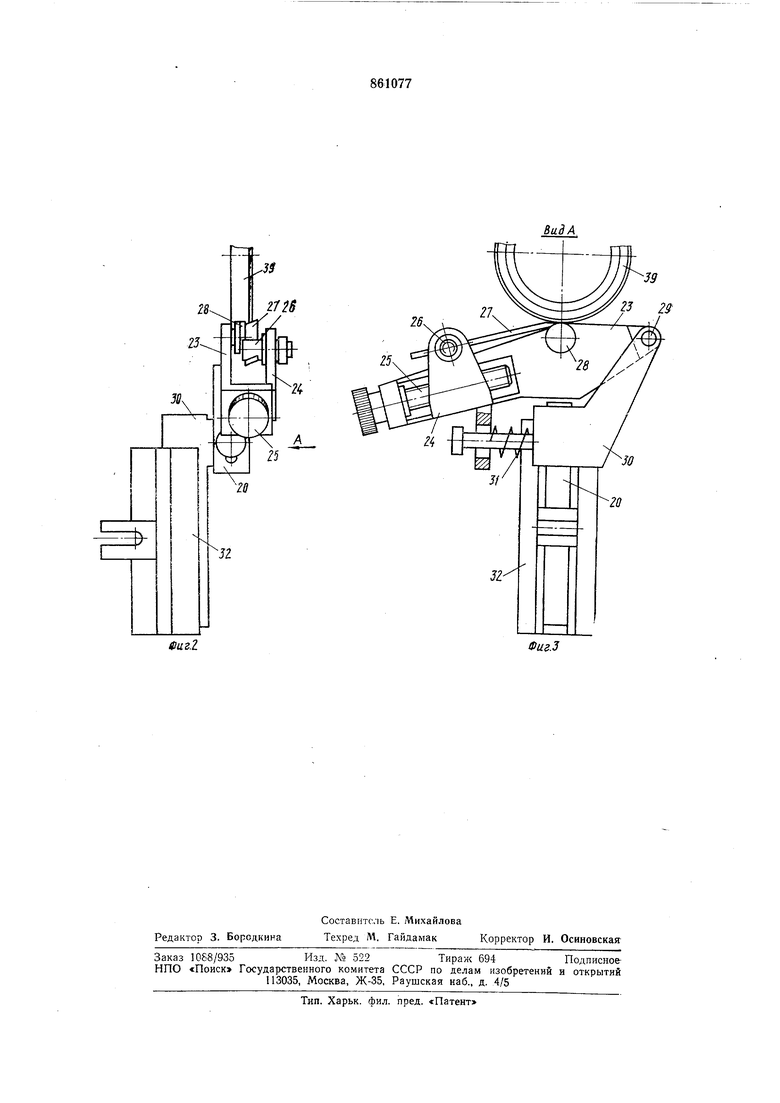
тановлеяа обойма 24, вьшолнанная з виде ползуна , с микрометрическим винтом 25. Обойма 24 включает механизм 26 .изменения угла наклона ножа, выполненный в виде поворотной опоры, на которой закреплен нож 27. На планке 23 закреплен следящий ролик 28.
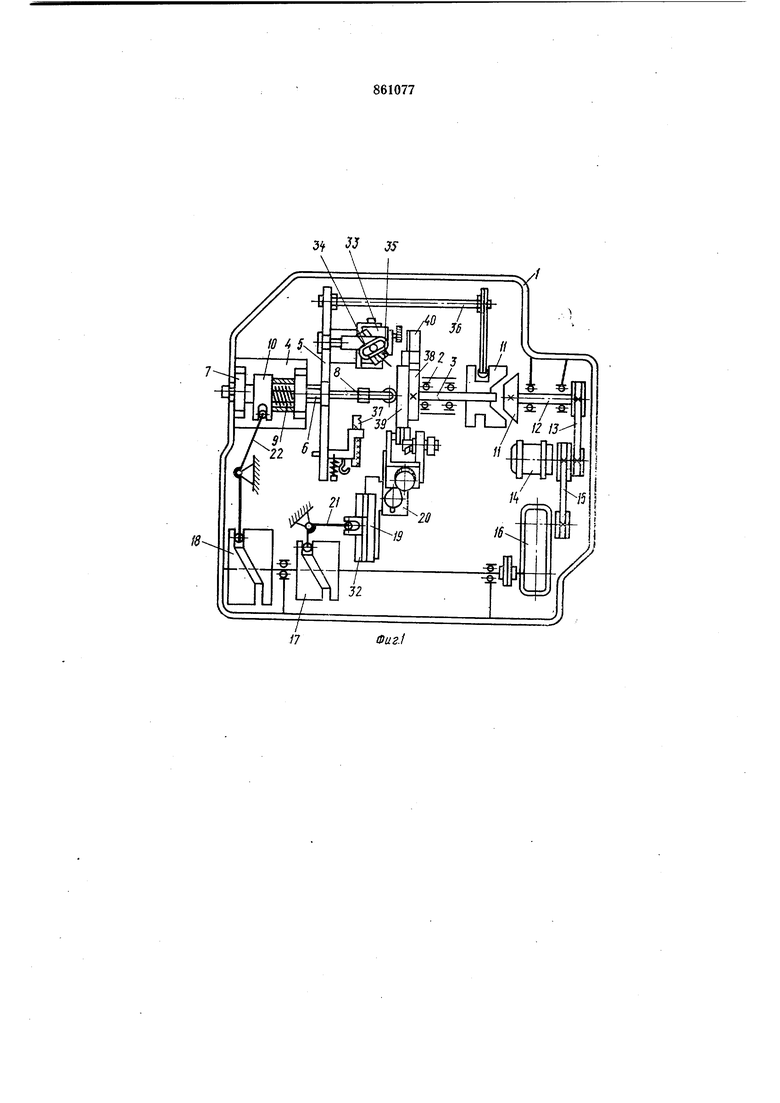
Планка 23 установлена на оси 29, закрепленной на держателе 30, и связана с ним пружиной 31. Ползун 19 установлен на направляющей 32. Крестовина 5 связана с одной стороны с суппортом 33 копиром 34, соединенным .с подвижным резцом 35, н через тягу 36 - с муфтой /), а с другой стороны - с подпружиненным абразивным инструментом 37. На шпинделе 3 установлена оправка 38, на которую надеты изделия 39 из магазина 40.
Станок работает следующим образом.
В магазин 40 загружают изделия, включают электродвигатель 14, вращение от которого через ременную передачу 13 передается валу 12 бабки 2, а через ременную передачу 15 и редуктор 16 - распределительному валу с кулачками 17 п IS. При вращении кулачка 18 поворачивается рычаг 21, который перемещает иолзун 19 с резательной головкой 20 вперед. Одновременно кулачок 17 поворачивает рычаг 22, который перемещает толкатель 10 бабки 4 вперед. При этом перемещается пиноль 6, которая перемещает крестовину 5 вперед, и ролики 8 надевают одно изделие 39 на оправку 38 и удерл ИБают ее. Одновременно через пружину 9 включается муфта 11, начинает вращаться шпиндель 3 вместе с оправкой 38 и изделием 39. Инструмент 37 подводится к изделию и производит шлифовку внутреннего облоя. Копир 34 перемещает резец 35, который проIfзвpднт прдрезну рабочей кромки изделия. При перемещении ползуна 19 головка 20 приближается к изделию 39. Ролик 28полходит к изделию 39 и останавливается, упираясь в наружную поверхность изделия. При соприкосновении с нарулсной поверхностью вращающего изделия ролик 28 начинает вращаться.
Ползун 19 с держателем 30 продолжает двигаться вперед, при этом планка 23 33 счет ролика 2S поворачивается вокруг оси 29, сжимая пружину 31. Одновременно обойма 24 с ножом 27, механизмом 26 К винтом 25 при подходе ролика 28 к изделию 39 тоже останавливается. При этом нож 27 соприкасается с изделием 39 и производит обревку наружного облоя.
Биение изделия, или разброс размеров изделия, не влияет на качество обработки,
так как ролик 2в во время обработки все время ирилашается к наружной иоверхнос111 изделия 39, а нож 27 отклоняется синхронно с роликом 28, так как Обойма 24 с ножом и ролик .215 закреплены на поворотной планке.
Перед началом работы производится настройка 27 следующим образом. Требуемый угол наклона ножа устанавливается поворотом вокруг собственной оси опоры 26. Затем поворотом винта 25 перемещается обойма 24 с нолсом 27, последний приближается к изделию. Необходимо перемеихать иож таким образом, чтобы режущая кромка его касалась наружной поверхности изделия. Точка реза должна находиться на линии, соединяющей центры изделия 39 и ролика 28.
При дальнейшем повороте кулачка 18
пиноль 6 бабки 4 отходит назад, муфта // выключается, изделие 39 останавливается и сбрасывается с оправки 38, инструмент 37 отходит назад. Одновременно при дальнейшем повороте кулачка 17 головка 20
отходит иазад, иружина 3J, разжимаясь, занимает исходное положение, обойма 24 с ножом 27 и винтом 25 отходит назад, планка 23 занимает исходное иоложение. Цикл иовторяется.
Возмол ность настройки на величину снимаемого слоя позволяет повысить качество обработки.
Формула изобретения
1.Станок для обработки поверхностей изделий, имеющих форму тел вращения, содержащий смонтированные на станине переднюю бабку со шпииделем, заднюю
бабку с крестовиной, подпружиненные обрабатывающие инструменты, копир и приЖ(. роликн, привод и обойму с ножом, о т л и чающийся тем, что, с целью повышения качества обработки, станок снабл ен направляющей, закрепленной на станине, и установленным в ней держателем с подпружиненной и поворотной вокруг оси планкой, несущей следящий ролнк, при этом обойма с ножом смонтирована на планке.
2.Станок по п. 1, отличающийся тем, что обойма сиабжена установленным внутри нее микрометаллическим винтом.
Источник информации, принятый во внимание при экспертизе:
I. Авторское свидетельство СССР 458456, кл. В 29 С 17/12, 1973 (прототии).
7-1Й
(Uuz.t
23 23
26
II,
-20
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ КАНАВОК ДЛЯВВОДА ШАРИКОВ В КОЛЬЦАХ ШАРИКОВЫХПОДШИПНИКОВ12 | 1971 |
|
SU428925A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Устройство для пакетирования пластин магнитопроводов | 1977 |
|
SU680069A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ И УПАКОВКИ В НИХ МЕЛКОШТУЧНЫХ ПРЕДМЕТОВ | 1967 |
|
SU201191A1 |
| Устройство для соединения концов обвязочного материала | 1982 |
|
SU1076359A1 |