со
со о 4 4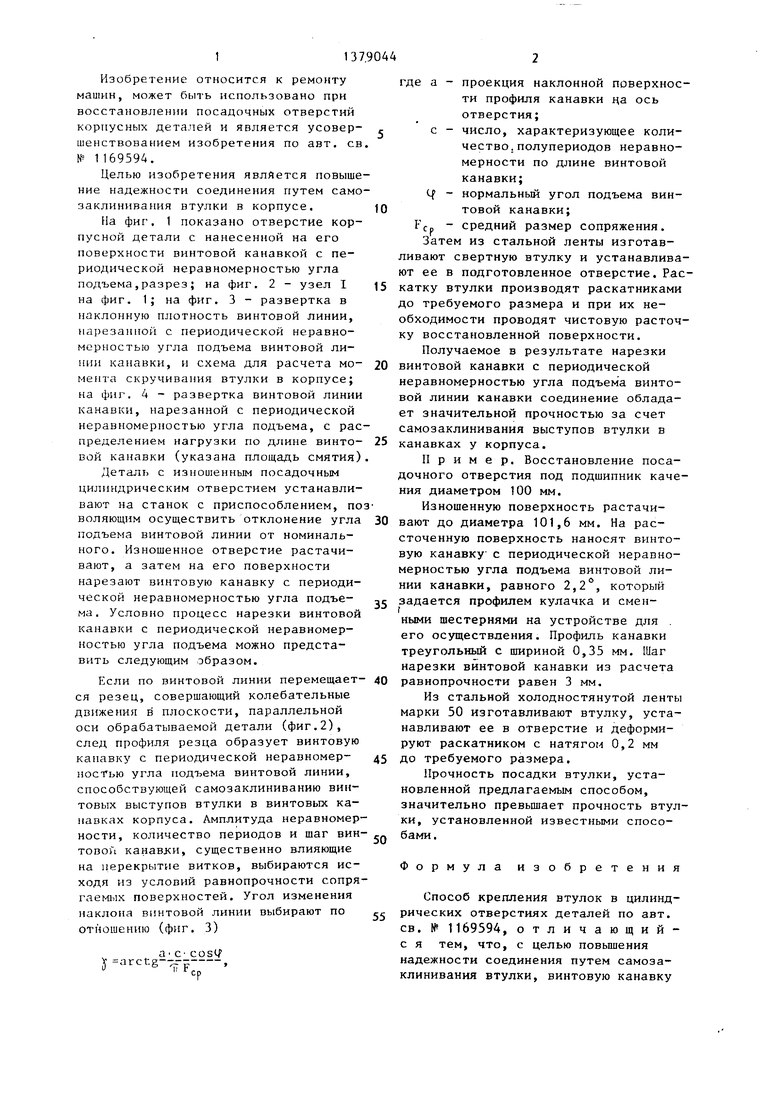
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ крепления втулок в цилиндрических отверстиях | 1979 |
|
SU1340959A1 |
| Способ восстановления цилиндров поршневых машин | 1990 |
|
SU1754394A1 |
| СПОСОБ УПРОЧНЕНИЯ ИЛИ ВОССТАНОВЛЕНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА ВАЛ ИЛИ ВТУЛКА ИЛИ ПОСАДОЧНЫХ ОТВЕРСТИЙ КОРПУСНЫХ ДЕТАЛЕЙ | 2006 |
|
RU2323809C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОЙ ВТУЛКИ | 2005 |
|
RU2311570C2 |
| Способ восстановления изношенной поверхности детали | 1977 |
|
SU632533A1 |
| Способ изготовления тугого резьбово-гО СОЕдиНЕНия | 1979 |
|
SU830027A1 |
| Способ восстановления отверстий | 1991 |
|
SU1812040A1 |
| Способ групповой сборки деталей | 1979 |
|
SU872173A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2200257C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ИЗДЕЛИЯ | 2003 |
|
RU2240909C1 |
Изобретение касается ремонта машин и может быть использовано при восстановлении посадочных отверстий корпусных деталей. Целью изобретения является повышение надежности соединения путем самозаклинивания втулки в корпусе. На поверхности отверстия нарезают винтовую канавку с периодической неравномерностью угла подъема. Амплитуда неравномерности, количество периодов и шаг винтовой канавки выбираются исходя из условий равно- прочности сопрягаемых поверхностей. Затем из стальной ленты изготавливают свертную втулку, устанавливают ее в отверстие детали и раскатывают до требуемого размера. 4 ил. (Л
гчз
Изобретение относится к ремонту машин, может быть использовано при восстановлении посадочных отверстий корпусных деталей и является усовер- шенствованием изобретения по авт. св № 1169594.
Целью изобретения является повышение надежности соединения путем само заклинивапия втулки в корпусе,
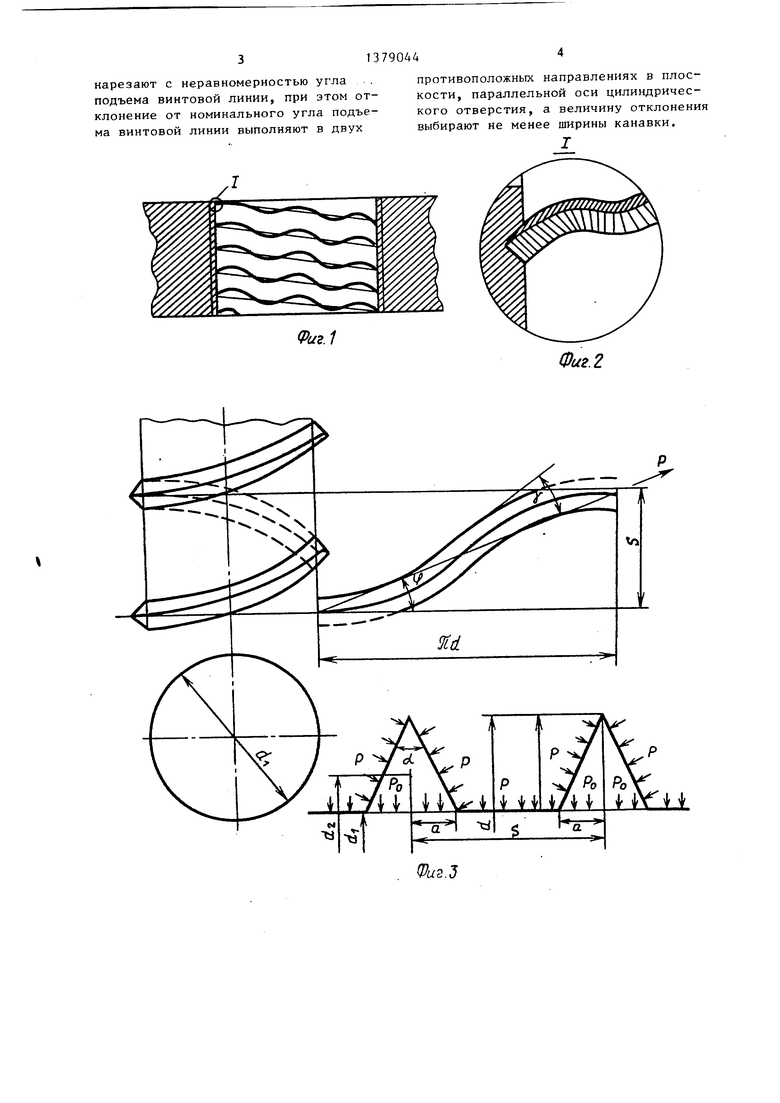
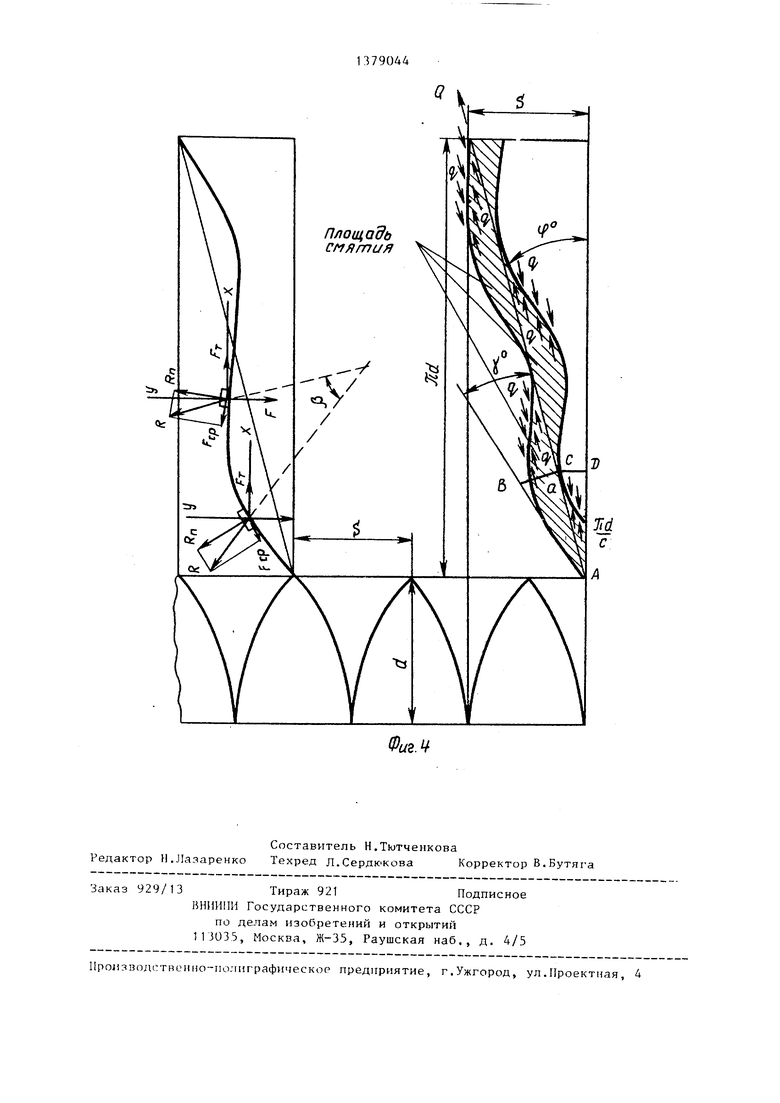
На фиг, 1 показано отверстие корпусной детали с нанесенной на его поверхности винтовой канавкой с периодической неравномерностью угла подъема,разрез; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - развертка в наклонную плотность винтовой линии, нарезанной с периодической неравномерностью угла подъема винтовой линии канавки, и схема для расчета мо- мента скручивания втулки в корпусе; на фиг. 4 - развертка винтовой линии канавки, нарезанной с периодической неравномерностью угла подъема, с распределением нагрузки по длине винте- вой канавки (указана площадь смятия)
Деталь с изношенным посадочным цилиндрическим отверстием устанавливают на станок с приспособлением, поволяющим осуществить отклонение угла подъема винтовой линии от номинального. Изношенное отверстие растачивают, а затем на его поверхности нарезают винтовую канавку с периодической неравномерностью угла подъема. Условно процесс нарезки винтовой канавки с периодической неравномерностью угла подъема можно представить следующим образом.
Если по винтовой линии перемещает- ся резец, совершающий колебательные движения в плоскости, параллельной оси обрабатываемой детали (фиг.2), след профиля резца образует винтовую капавку с периодической неравномер- ностью угла подъема винтовой линии, способствующей самозаклиниванию винтовых выступов втулки в винтовых канавках корпуса. Амплитуда неравномерности, количество периодов и шаг вин товой канавл и, существенно влияющие на перекрытие витков, выбираются исходя из условий раннопрочности сопря raeMiiix поверхностей. Угол изменения наклона винтовой линии выбирают по отношению (фиг. 3)
arct:gа С
г ср
где а - проекция наклонной поверхности профиля канавки ца ось отверстия;
с - число, характеризующее количество, полупериодов неравномерности по длине винтовой канавки;
ср - нормальный угол подъема винтовой канавки; FC - средний размер сопряжения.
Затем из стальной ленты изготавливают свертную втулку и устанавливают ее в подготовленное отверстие. Раскатку втулки производят раскатниками до требуемого размера и при их необходимости проводят чистовую расточку восстановленной поверхности.
Получаемое в результате нарезки винтовой канавки с периодической неравномерностью угла подъема винтовой линии канавки соединение обладает значительной прочностью за счет самозаклинивания выступов втулки в канавках у корпуса.
Пример, Восстановление посадочного отверстия под подшипник качения диаметром 100 мм.
Изношенную поверхность растачивают до диаметра 101,6 мм. На рас- сточенную поверхность наносят винтовую канавку с периодической неравномерностью угла подъема винтовой линии канавки, равного 2,2°, который задается профилем кулачка и сменными шестернями на устройстве для . его осуществления. Профиль канавки треугольный с шириной 0,35 мм. Шаг нарезки винтовой канавки из расчета раннопрочности равен 3 мм.
Из стальной холодностянутой ленты марки 50 изготавливают втулку, устанавливают ее в отверстие и деформируют раскатником с натягом 0,2 мм до требуемого размера.
Прочность посадки втулки, установленной предлагаемым способом, значительно превышает прочность втулки, установленной известными способами.
Формула изобретения
Способ крепления втулок в цилиндрических отверстиях деталей по авт. св. № 1169594, отличающий- с я тем, что, с целью повьш1ения надежности соединения путем самозаклинивания втулки, винтовую канавку
нарезают с неравномерностью угла подъема винтовой линии, при этом отклонение от номинального угла подъема винтовой линии выполняют в двух
Фиг.1
противоположных направлениях в плоскости, параллельной оси цилиндрического отверстия, а величину отклонения выбирают не менее ширины канавки.
Фиг. 2
Фи2.
ФигМ
| Способ крепления втулок в цилиндрических отверстиях | 1980 |
|
SU1169594A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
