1
Изобретение относится к механосборочным работам, относящимся к дизелестроению при запрессовке тонкостенных гильз в отверстия блока цилиндров , имеющих неодинаковую жесткость в радиальных и осевых направлениях.
Известен способ групповой сборки деталей типа тонкостенных гильз в корпусную деталь, включающий механическую обработку отверстий корпусной детали, предание каждой гильзе форму, отличную от цилиндрической, т.е. выполнение гильзы заведомо искаженной формы, обратной по направлению и величине сборочной деформации гильзы, а также последующую запрессовку гильз,в отверстия корпусной детали. После запрессовки обработанных таким образом гильз в корпусную деталь, например в блок цилиндров , неравномерность сборочных деформаций внутренних рабочих поверхностей гильз уменьшается 1
Однако данный способ сборки не учитывает индивидуальных особенностей жесткости каждого отверстия блока цилиндров и увеличения жесткости блока цилиндров в продольном направлении после запрессовки в него гильз
цилиндров; повышает трудоемкость за счет индивидуальной настройки приспособления для каждой гильзы цилиндров при преднамеренном искажении ее формы с целью уменьшения неравномерности сборочной деформации перед запрессовкой в блок контроля точности выполнения заданной искаженной формы тонкостенной гильзы и многочисленных
10 трудоемких измерений сборочной деформации гильз в каждом цилиндре блока с целью определения необходимой величины искажения формы гильз перед их запрессовкой в блок цилиндров, а
15 также нарушает однородность поверхностных покрытий при преднамеренном искажении формы внутренних рабочих поверхностей гильз. ,
Цель изобретения - повышениека20чества соединений за счет уменьшения неравномерной деформации гильз при запрессовке их в отверстия корпусной детали с неравномерной жидкостью.
Поставленная цель достигается за
25 счет того, что в способе групповой сборки деталей типа тонкостен ных гильз в корпусную деталь, включаю|цем механическую обработку отверстии корпусной детали и последующую запрессовку гильз в отверстия корпусной
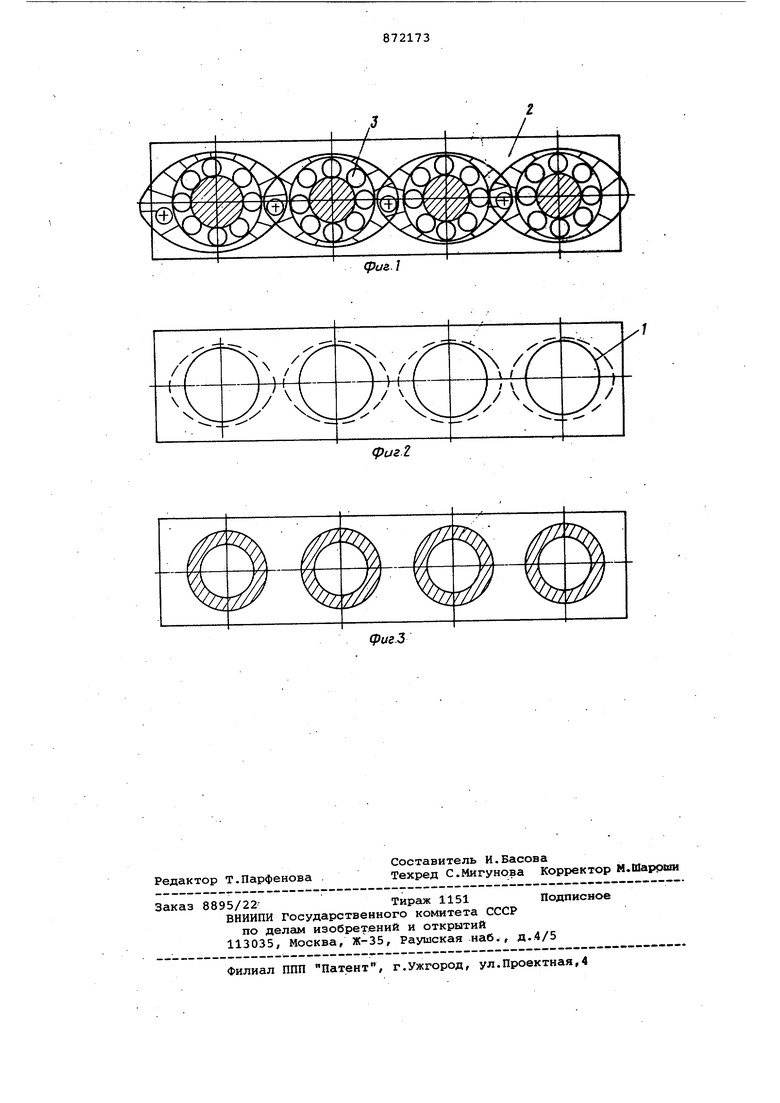
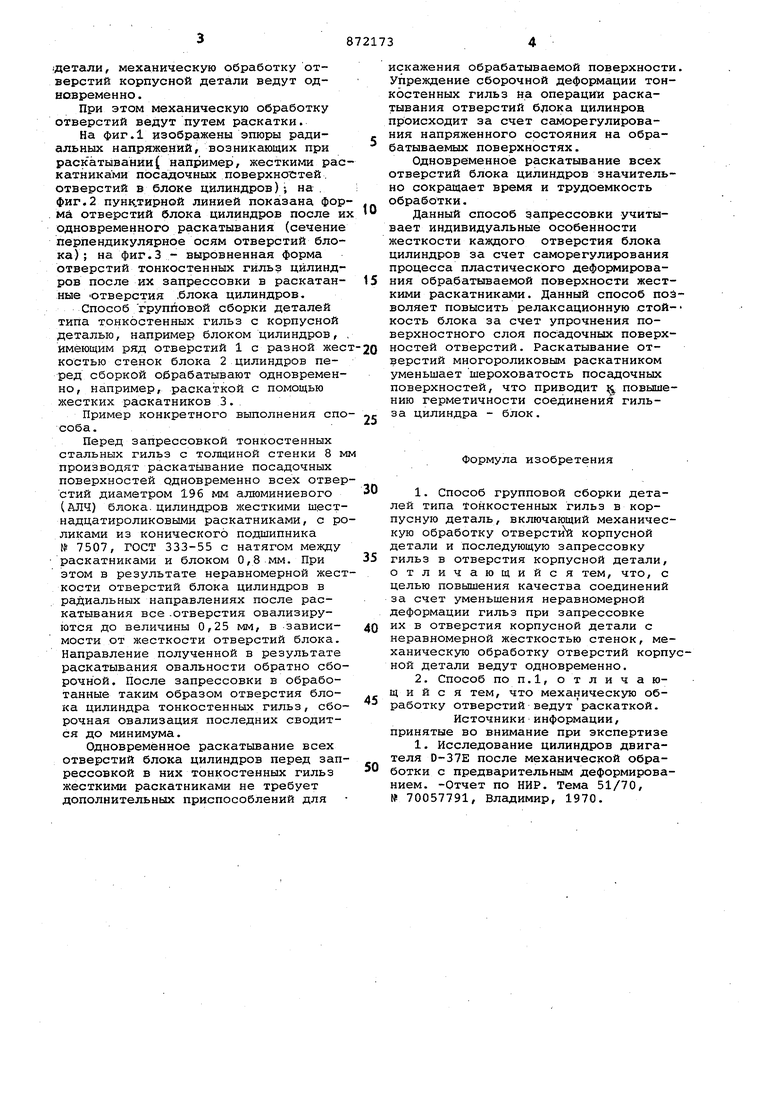
30 .детали, механическую обработку отверстий корпусной детали ведут одновременно. При этом механическую обработку отверстий ведут путем раскатки. На фиг.1 изображены эпюры радиальных напряжений, возникающих при раскатывании( например/ жесткими рас катниками посадочных поверхнохзтей. отверстий в блоке цилиндров); на . фиг.2 пунк,тирной линией показана фор . ма отверстий блока цилиндров после и одновременного раскатывания (сечение перпендикулярное осям отверстий блока) ; на фиг.3 - выровненная форма отверстий тонкостенных гильз цилиндров после их запрессовки в раскатанные отверстия .блока цилиндров. Способ групповой сборки деталей типа тонкостенных гильз с корпусной деталью, например блоком цилиндров, имеющим ряд отверстий 1 с разной жес костью стенок блока 2 цилиндров перед сборкой обрабатывают одновремен но, например, раскаткой с помощью жестких раскатников 3. Пример конкретного выполнения сп соба. Перед запрессовкой тонкостенных стальных гильз с толщиной стенки 8 м производят раскатывание посадочных поверхностей одновременно всех отве стий диаметром 196 мм алюминиевого (АЛЧ) блока.цилиндров жесткими шест надцатироликовыми раскатниками, с р ликами из конического подшипника № 7507, ГОСТ 333-55 с натягом между раскатниками и блоком 0,8 мм. При этом в результате неравномерной жес кости отверстий блока цилиндров в радиальных направлениях после раскатывания все -отверстия овализируются до величины 0,25 мм, в -зависимости от жесткости отверстий блока. Направление полученной в результате раскатывания овальности обратно сбо рочной. После запрессовки в обработанные таким образом отверстия блока цилиндра тонкостенных гильз, сбо рочная овализация последних сводится до минимума. Одновременное раскатывание всех отверстий блока цилиндров перед зап рессовкой в них тонкостенных гильз жесткими раскатниками не требует дополнительных приспособлений для искажения обрабатываемой поверхности. Упреждение сборочной деформации тонкостенных гильз на операции раскатывания отверстий блока цилинроа происходит за счет саморегулирования напряженного состояния на обрабатываемых поверхностях. Одновременное раскатывание всех отверстий блока цилиндров значительно сокращает время и трудоемкость обработки. Данный способ запрессовки учитывает индивидуальные особенности жесткости каждого отверстия блока цилиндров за счет саморегулирования процесса пластического деформирования обрабатываемой поверхности жесткими раскатниками. Данный способ позволяет повысить релаксационную стой- кость блока за счет упрочнения поверхностного слоя посадочных поверхностей отверстий. Раскатывание отверстий многороликовым раскатником уменьшает шероховатость посадочных поверхностей, что приводит повышению герметичности соединений гильза цилиндра - блок. Формула изобретения 1.Способ групповой сборки деталей типа Тонкостенных гильз в корпусную деталь, включающий механическую обработку отверстий корпусной детали и последующую запрессовку гильз в отверстия корпусной детали, отличающийся тем, что, с целью повышения качества соединений за счет уменьшения неравномерной деформации гильз при запрессовке их в отверстия корпусной детали с неравномерной жесткостью стенок, механическую обработку отверстий корпусной детали ведут одновременно. 2.Способ по П.1, отличающийся тем, что механическую обработку отверстий ведутраскаткой. Источники информации/ принятые во внимание при экспертизе 1. Исследование цилиндров двигателя D-37E после механической обработки с предварительным деформированием. -Отчет по НИР. Тема 51/70/ № 70057791/ Владимир, 1970.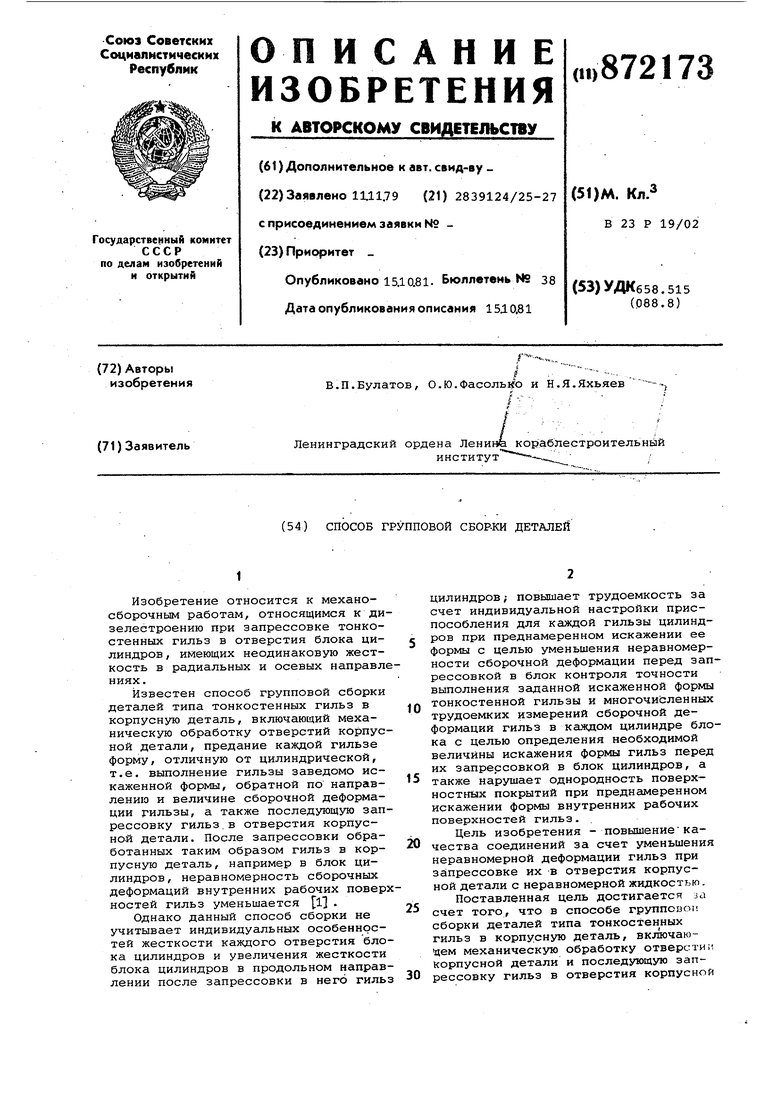
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления детали голова моторная и деталь, изготовленная данным способом | 2018 |
|
RU2678201C1 |
| Способ восстановления изношенной поверхности детали | 1977 |
|
SU632533A1 |
| Способ запрессовки цилиндрических втулок в отверстия корпусных деталей | 2021 |
|
RU2761999C1 |
| Способ формирования резьбовых отверстий | 1988 |
|
SU1558540A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2036768C1 |
| Устройство для запрессовки тонкостенной металлической детали в корпусную деталь | 1983 |
|
SU1136925A1 |
| Устройство для раскатки | 1977 |
|
SU829275A1 |
| Система управления гидропрессом | 1990 |
|
SU1766642A1 |
| Приспособление для выпрессовки и запрессовки гильз цилиндров автомобилей и тракторов | 2021 |
|
RU2759108C1 |
| Способ сборки гильз с моноблоком двигателя внутреннего сгорания | 1983 |
|
SU1175649A1 |