оо
(
о
4
сл
Изобретение относится к технологи производства режущих инструментов.
Цель изобретения - расширение области применения снособа изготовлени металлорежущих инструментов, основанного на изготовлении корпусных деталей из дисперсионно-твердеющих хромо ршкелевых сплавов, путем обеспечения возможности изготовления дискового многозубого инструмента, например фрез.
На чертеже изображена заготовка корпуса фрезы.
Заготовку корпуса 1 выполняют кольцевой с трапецеидальными пазами 2 и насаж1 вают на стальное кольцо 3. Режущие элементы 4 закладываются в пазы заготовки корпуса.
Для изготовления заготовки корпуса фрезы используется заготовка из Х)омо-никелевого сплава, которьш подвергается закалке-нагреву до и охлаждению в воде, после KOTopoi сплав приобретает мягкость и пластичность (НВ 150 ед). Требуема (Ьорма заготовки корпуса, включая трапецеидальные пазы для установки режущих элементов выполняется обыч- Hoii механообработкой.
Для сборки фрсз, заготовк у корпу- сп одевают па внутреннее кольцо, устанавливают режущие элементы и подвергают упрочняющему обжигу, например, в вакуумной печи при 730 С в течение 4 ч с последующим медленным охлаждением вместе с печью. При таком обжиге в сплаве происходит выделение мелкодиспзрсионных частиц Л1 :, (l-Ii, Ti) , в результате чего сплав упрочняется до ИВ 190 ед. и происходит его усадка, примерно, па 0,33%. За счет усадки сплава происходит сужение пазов заг отовки корпуса и прочное закрепление режущих элементов, а также посадка заготовки корпуса на стальное кольцо.
Лбсолют ная величина зазоров (0,11 0,25)t от толщины t режущих элементов обусловлена требуемой прочностью закрепления их в корпусе, которое осуществляется за счет усадки материала корпуса, примерно, на 0,33% в результате отжига. Трапецеидальная форма пазов определяет равнопроч- ность закрепления по всем посадочным поверхностям. Изготовление паза с зазором менее 0,12% от ширины режущих элементов требует применения прецизионных методов обработки и может вызвать повышенные внутренние напряжения в корпусе после отжига и его
пластическую деформацию. Увеличение зазора более 0,25% от толщины элементов приводит к снихсению прочности их закрепления.
Отношение диапазонов величин зазоров в наружной и внутренней частях J lOjLl20lOi2Ul
паза
й (0,16%-0,25%)
соответствует
отношению длин дуг ( г- окружностей между соседними пазами в сущеетвующих конструкциях фрез.
Толщина кольца заготовки корпуса выполняется большей в 1,2-1,5 раз, чем глубина h паза, что определяется прочностью закрепления пластин
и минимальным расходом хромо-никелевых сплавов для изготовления корпусов фрез. Так, уменьшение толщины кольца менее 1,2 h приводит к уменьшению жесткости кольца в местах перемычек,
что может привести к короблению кольца при обжиге. Увеличение толщины кольца заготовки корпуса более 1,3h не приносит положительного эффекта, а вызывает лишь увеличение расхода
хромо-никелевого сплава.
Размер наружного диаметра стального кольца определяет собираемость колец и прочность их закрепления. При увеличении исходного зазора более
0,29% после отжига прочность недостаточна, а при уменьшении этого зазора менее 0,22% возможно проявление значительных внутренних напряжений в сборке и коробление корпуса фрезы.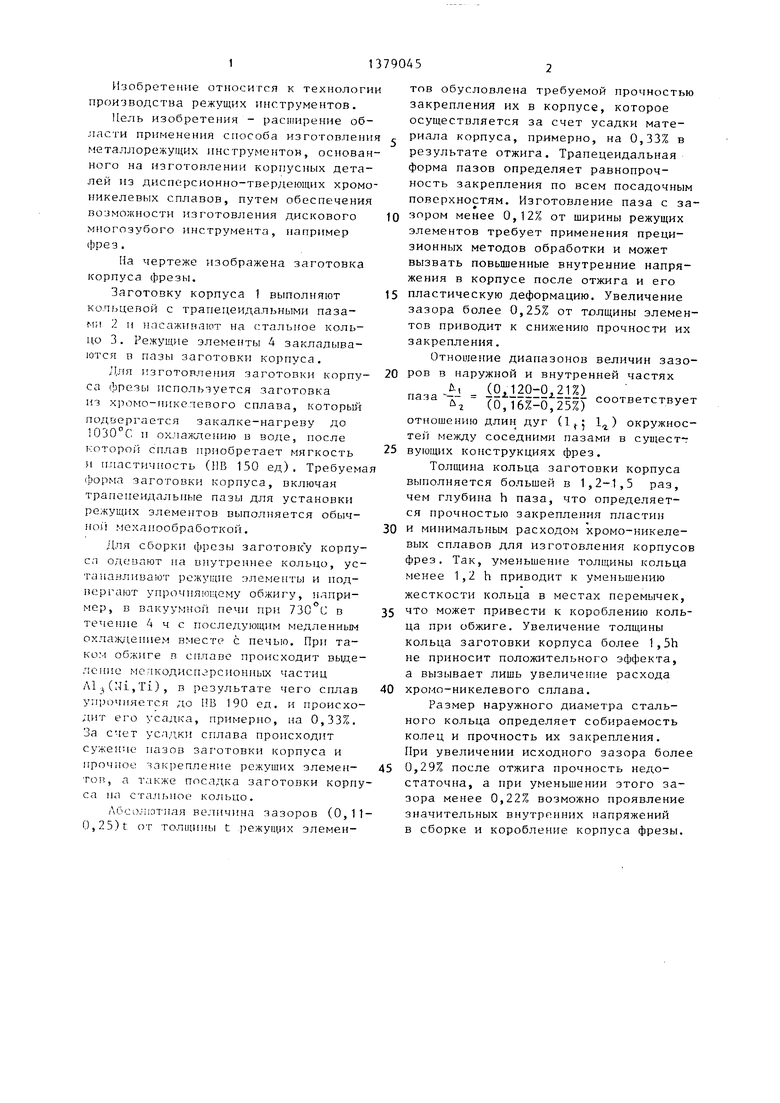
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления режущего инструмента | 1983 |
|
SU1331614A1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУРОВОГО ИНСТРУМЕНТА С ТОЧНЫМ РАСПОЛОЖЕНИЕМ И ОРИЕНТАЦИЕЙ ПАЗА ПОД РЕЖУЩИЙ ЭЛЕМЕНТ | 2015 |
|
RU2716660C2 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366547C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366545C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ АДАПТИРУЮЩИМСЯ ИНСТРУМЕНТОМ | 2004 |
|
RU2268111C2 |
| Способ крепления режущего элемента из сверхтвердого материала | 1981 |
|
SU1007840A2 |
| ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2008 |
|
RU2384650C2 |
| Способ упрочнения противорежущей пластины мульчирующей фрезы | 2022 |
|
RU2799598C1 |
| Способ изготовления режущего инструмента | 1983 |
|
SU1331614A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
