фиг. 7
Изобретение . относится к спч-чжост- роению, касается изготовления режущего инструмента и может быть использовано при заточке ступенчатого ин- струмента.
Целью изобретения является повышение качества заточки.
На фиг.1 изображена схема заточки ступенчатого сверла; на фиг.2 - затачиваемое ступенчатое сверло с указанной траекторией движения ближайшей к оси сверла точки А периферии круга, поперечное сечение.
Затачиваемый инструмент (ступенча- тое сверло) 1 устанавливают в шпинделе 2 заточного станка (не показан)., разворачивают абразивный круг 3 для получения требуемого угла в плане на спупени 4 большего диаметра. Повора- чивают ступенчатое сверло 1 в исходное для заточки угловое положение
7
. Перемещают абразивный круг
3 так, чтобы крайняя точка А его периферии была расположена от оси сту- 25 пенчатого сверла 1 на расстоянии
-;г- sin 9 а
де
30
0 диаметр CTyneHt; j мси .ыис го лиаметра ступенчатого сверла, мм;
угол мо .-ду крайней точкой ленточки И. ступени ) меньшего диаметра и плоскостью 35 распо. ожения осей абразивного крх га и ступенча ого сверла, определяемый по формуле
- У
где U угс Л между зубьями ступенчатого сверла, град; ft - угол смещения зуба ступе- ни большего диаметра от г ор; зонт альмой плоскости ь исходном для заточки положении, град;
- угол, заь :-;масмый ленточ- кой CTyrii HH меньшего диаметра ступенчатого сверла град.
Затачиваемому (.. гупенчатому сверлу i сообщают вращение вокруг своей .си, возв;.1,тно-посту .1ательное движение затылования вдоль его оси и движение осциллирования в направлении, мериендикулярном к его оси.
Рлдиусом крипп.зяы абразивного круга 3 пренебр( из-за его большей величины, по сравнению с диаметром d затачиваемого ступенчатого сверла 1. RO время контакта ступенчатого сверла 1 с абразивным кругом 3 по ледний не перомеш,ают в направлении, перпендикулярном к оси ступенчатого сверла 1. После выхода абразивного круга 3 из контакта со ступенчатым сверлом 1 его дополнительно перемещают в направлении, перпендикулярном оси ступенчатого сверла 1 так, чтобы крайняя точка А его периферии разместилась на диаметре
D
d +5
г де о - величина радиального биения ленточек ступенчатого сверла 1 на ступени 5 меньшего диаметра, мм. После прохождения крайней точки А периферии абразивног о круга 3 над ленточкой ступени 5 меньшего диаметра ступенчатого сверла 1 абразивный круг 3 снова перемещают при повороте сверла 1 в исходное для заточки положение (фиг.2) на расстояние от оси поворота светша 1,
Ilpcдлaгaeм I:. способ за точки позволяет повысить качсс гво затачиваемого инструмента за счет избежания появления недорезоп --:ли вырезания по- верхностей меньшей ступени сверла, имеющей радиальное биение,
Формул а и ч о б р г г е н и я
Спосог заточки ступенчатых све;-; , котором при за1оч|;е каждой ступе- iiv сверло врашают нокрут- своей оси, сообщают ему возврлтно-поступатель- ное движение затылонания едоль его оси я движение осииллироиания в направлении, перг1енд1 кулярнпм к tro оси, и вводят при ЛОМ сверло Б кон- та}:т с периферией вращающегося зб- разиьгюго крчг а, о i л t. ч а о щ н й- с я тем, 410, с це.;:ьн1 ппвышекия ica- 4t;cTBa заточки, при заточке ступени большего диаметра абразивному кругу г.ообщают дополнительное возвратно- псн тупателГ Ное перег-к-чцс ние в направлении, перпендикулярном к осч сверла, согласованное с . перехода на заточку очерсл;:1ч о ступени сверла.
Плосность рас-, положе ия cSep/ia и ш/ffJ(po- 6oльиoгo круга
Трае/ тория mai/A c/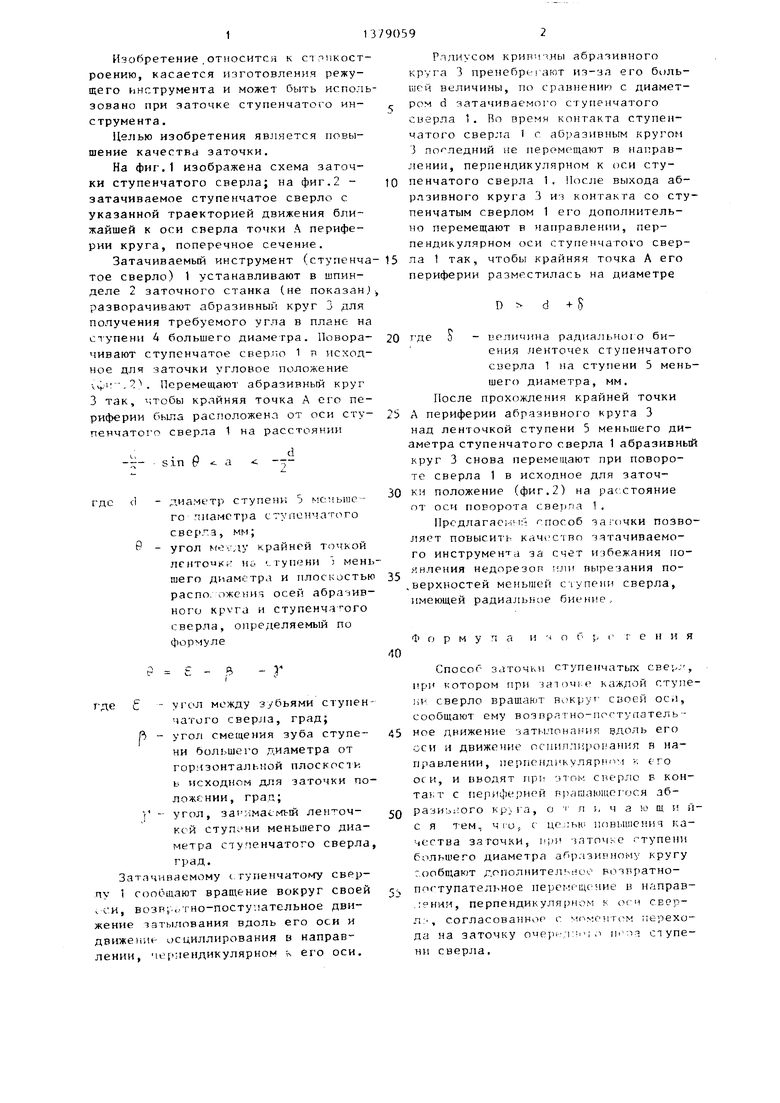
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ РУЧНОЙ ЗАТОЧКИ СВЁРЛ (ВАРИАНТЫ) | 2002 |
|
RU2215639C1 |
| Способ заточки спиральных сверл по задней поверхности режущих перьев | 1959 |
|
SU128321A1 |
| Способ заточки шнекового сверла | 2019 |
|
RU2709553C1 |
| Полуавтомат для заточки задних поверх-НОСТЕй РЕжущЕгО иНСТРуМЕНТА | 1979 |
|
SU837774A1 |
| Способ заточки концевого инструмента | 1979 |
|
SU856758A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 2004 |
|
RU2271271C1 |
| СПОСОБ ЗАТОЧКИ ЗАДНИХ ПОВЕРХНОСТЕЙ СВЕРЛ | 2011 |
|
RU2466845C1 |
| Устройство для заточки спиральных сверл | 2018 |
|
RU2684668C1 |
| Устройство для заточки сверл | 1980 |
|
SU984820A1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
Изобретение относится к области станкостроения, касается изготовления режущего инструмента и может быть использовано при заточке ступенчатого инструмента. Целью изобретения является повьппение качества заточки. Затачиваемому инструмен1у, например ступенчатому сверлу 1, сообщают вращение вокруг его оси, возвратно-поступательное движение за- тьшования вдоль его оси и движение осциллировггния в направлении, перпендикулярном его оси, Пигпе выхода абразивного круга 3 при заточке ступени 4 большего диаметра из контакта со ступенчатым сверлом 1 абразивный круг 3 дополнительно перемещают в направлении, перпендикулярном оси ступенчатого сверла 1 так, чтобы крайняя точка А периферии абразивного круга 3 разместилась бы на диаметре D d 5 , где d - диаметр ступени 5 меньшего диаметра, а 5 величина радиального биения ленточек ступенчатого сверла 1. на ступени 5 меньшего диаметра. После прохождения крайней точки А периферии абразивного круга 3 над ленточкой ступени 5 меньшего диаметра абразивный круг 3 снова перемещают в исходное положение. 2 ил. (Л
Фиг. 2.
| Попов С.А | |||
| и др | |||
| ишифование деталей и заточка режущего инструмента | |||
| - М.: Высшая школа, 1975, с.212-213. |
