I
Изобретение относится к инструментальному производству и может быть использовано при заточке сверл и зенкеров.
Известен способ заточки концевого инструмента при котором последнему сообщают непрерывное вращение Ll
Недостаток такого способа заключается в том, что он позволяет осуществлять заточку сверл только с прямолйнейными режущими лезвиями и постоянным характером распределения величины заднего угла вдоль режущих лезвий.
Цель изобретения - расширение 5 технологических возможностей при заточке инструмента типа сверла.
Поставленная цель достигается тем, что инструмент вращают вокруг двух пересёкающихся осей, одну из то которых располагают параллельно оси . инструмента, при этом инструмент вращают вокруг его геометрической оси в сторону, противоположную направлению вращения вокруг пересекающихся осей.
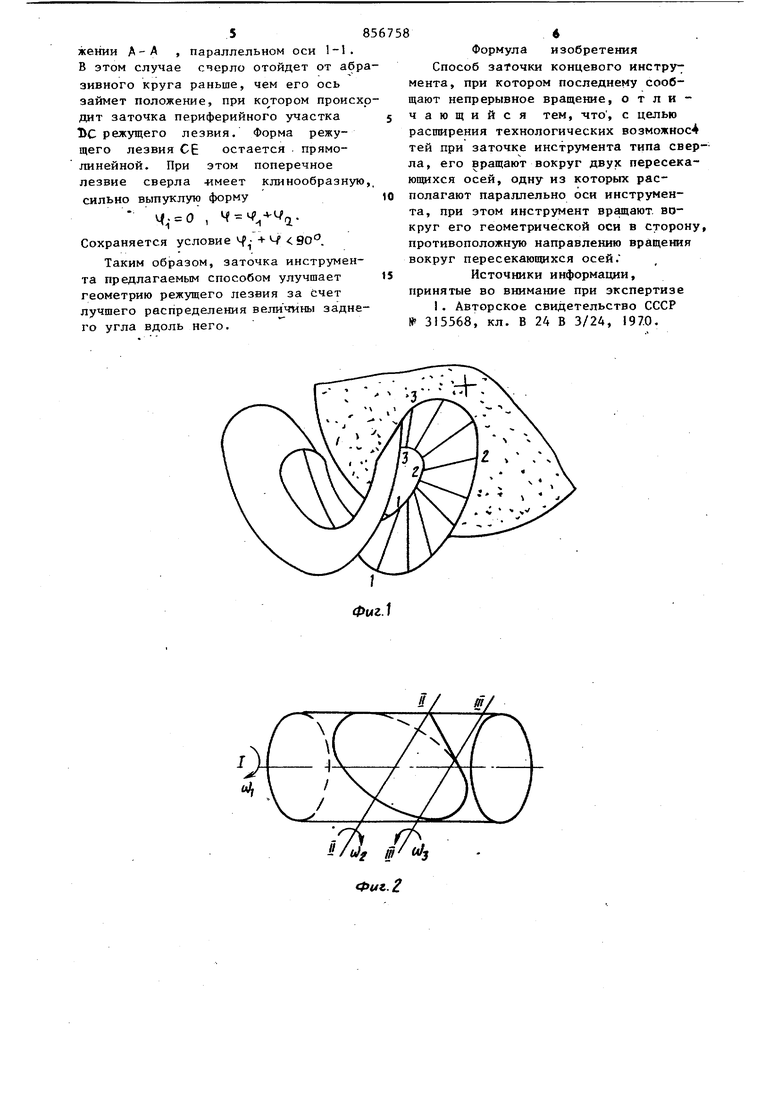
На фиг.1 схематично изображена поверхность, которую описывает в пространстве ось 3-3 при вращении вокруг осей T-I и П-Й; на фиг.2- упрощенная геометрическая схема предлагаемого способа; на,фиг.3 - система координат, в которой определяются геометрические параметры инструмента; .4 - кинематическая схема способа.
Заточка сверла 1 производится . торцовой поверхностью абразивного круга 2.1-1 и П-П - пересекающиеся оси, вокруг которых вращают инструмент при .заточке, 3-3 - геометрическая ось инструмента, w,w,j ,w - собственные угловые скорости вращения осей, при 3TOM4l Wfj ., , при этом m подбирается в зависимости от числа затачиваемых перьев (для двухперового сверла m - целое нечетное число
Если рассматривать движение образующей задней поверхности сверла вокруг каждой из пересекающихся осей в отдельности, то при вращении вокруг оси -1 она описывает цилиндр, а при вращении вокруг оси П-П - конус,
Па г . 1-1 - начальное положение оси Ш-Щ относительно торцовой плоскости абразивного круга при заточке инструмента, 2-2 - конечное положение оси I1H1I относительно торцовой плоскости абразивного круга при заточке инструмента с прямолинейными режущими лезвиями, 3-3 - конечное положение оси 1)1-Ш относительно торцовой плоское ти абразивного круга при заточке инструмента с ломаными режущими лезвиями .
Эта поверхность имеет сложную седловидную форму,похожую на согну- i тую с двух сторон из плоского кольца восьмерку.
Вершина сверла описывает внутренний контур поверхности, который при заточке соприкасается на некотором участке с торцовой плоскостью абразивного круга. Конец сверла описывает наружный контур этой поверхности, который никогда не должен касаться абразивного круга. Длину участка контакта сверла с абразивным кругом можно регулировать поворотом последнего в горизонтальной плоскости к оси I-T, которая тоже лежит в горизонтальной плоскости.
На фиг,3 показана система координат, в которой определяются геометрические параметры заточенного сверла, где А-А - положение торцовор гщоскости абразивного круга, параллельное оси I-I, при котором сверло затачивается с прямолинейными режущими лезвиями; Ш-Ш - геометрическая ось инструмента; Ц - угол наклона режущего лезвия инструмента в случае, когда оно затачивается прямолинейным W , . углы наклона участков лома ного режущего лезвия; - угол поворота торцовой плоскости абразивног круга относительно положения А-А дл заточки сверл с ломаными режущими лезвиями; g - угол ггересечения участков ломаного режущего лезвия.
Слева показано начальное, а справ конечное положение сверла при заточке с ломаными режущими лезвиями, Они соответствуют положениям 1-1 и 3-3 оси Ш-Щ на фиг,. Правое положение для наглядности повернуто в плоскости VOX вокруг начала координа по часовой стрелке. Торцовая плоскость абразивного круга совпадает с плоскостью V(7X,
В начальном положении режущее лезвие сверла затачивается на участкеDE, Затем в результате движения оси Ш-Щ вокруг пересекающихся осей 1- и 1Т-Д1 из положения 1-1 в положение 3-3 происходит заточка задней поверхности пера сверла и режщего лезвия на участке DC, Точка D режущего лезвия движется без отрыва вдоль торцовой плоскости абразивного круга, а сверло в зто время как бы обкатывается вокруг нее. В результате задняя поверхность сверла получается конической с вершиной в точке) , а режущее лезвие ломаным. Точка U не совпадает с точками пересчения оси 1-1 с осями П-П и Ш-Щ. При этом
Ч.
.
Если Ч , то - заточка невозможна, так как хвостовик сверла в своем движении пересекает плоскост абразивного круга.
Ecjm Ч +t/ 90°, то Ч ЭО заточка невозможна, так как хвостовик сверла в своем движении пересекает плоскость абразивного круга.
ЕстЧ-+ 90, то М 90 режущие лезвия сверла получаются ломаными, но участки режущих лезвий, примыкающие к вершине сверДа, и поперечное лезвие лежат в одной плоскости, перпендикулярной оси сверла.
ЕслиМ + -f 90 , то режущие лезвия получаются .ломаными и образуют при вершине сверла углы в плане
(i) и
Значит, для заточки сверл с ломаными режущими лезвиями на систему накладываются ограничения
Ч - tf 90 И
Если Ip. О, торцовая плоскость абразивного круга находится в положении А-А , Параллельном оси 1-1. В этом случае счерло отойдет от абразивного круга раньше, чем его ось займет положение, при ко тором происходит заточка периферийного участка режущего лезвия. Форма режущего лезвия СЕ остается прямолинейной. При этом поперечное лезвие сверла -имеет клинообразную,, сильно выпуклуто форму
- Ч,- о , Ч-,--.
Сохраняется условие + Ч 9О°.
Таким образом, заточка инструмента предлагаемым способом улучшает геометрию режущего лезвия за счет лучшего распределения величины заднего угла вдоль него.
Формула изобретения Способ заточки концевого инстру;мента, при котором последнему сообщают непрерывное вращение, отличающийся тем, -что, с целью расширения технологических возможнос4 тей при заточке инструмента типа сверла, его вращают вокруг двух пересекающихся осей, одну из которых располагают параллельно оси инструмента, при этом инструмент вращают, вокруг его геометрической оси в сторону противоположную направлению вращения вокруг пересекающихся осей.
Источники информации, принятые во внимание при экспертизе
I. Авторское свидетельство СССР № 315568, кл. В 24 В 3/24, 197.0,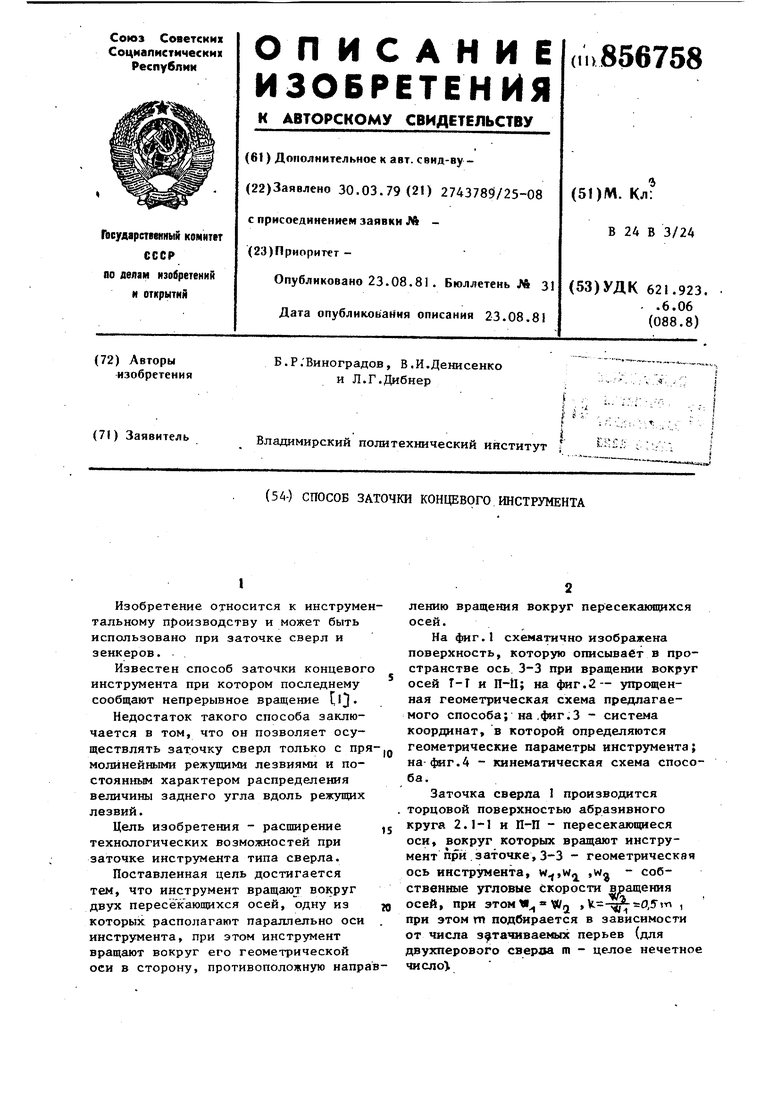

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плоскостной заточки спиральных сверл | 1988 |
|
SU1599178A1 |
| Способ заточки сверл | 1987 |
|
SU1537478A2 |
| Способ заточки спиральных сверл по задней поверхности режущих перьев | 1959 |
|
SU128321A1 |
| СПОСОБ КОНИЧЕСКОЙ ЗАТОЧКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1971 |
|
SU315568A1 |
| ДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ЗАТОЧКИ СВЕРЛ И ОТВЕРТОК | 2007 |
|
RU2348499C1 |
| Способ заточки ступенчатых сверл | 1986 |
|
SU1379059A1 |
| Станок для заточки ножей | 1990 |
|
SU1710305A1 |
| Способ двухплоскостной заточки задней поверхности режущего инструмента | 1986 |
|
SU1423353A1 |
| Способ заточки сверл | 1979 |
|
SU848291A1 |
| Приспособление для плоскостной заточки сверл | 1988 |
|
SU1618588A1 |

