00
со
Изобретение относится к машинам непрерывного литья заготовок.
Цель изобретения - повышение срока службы.
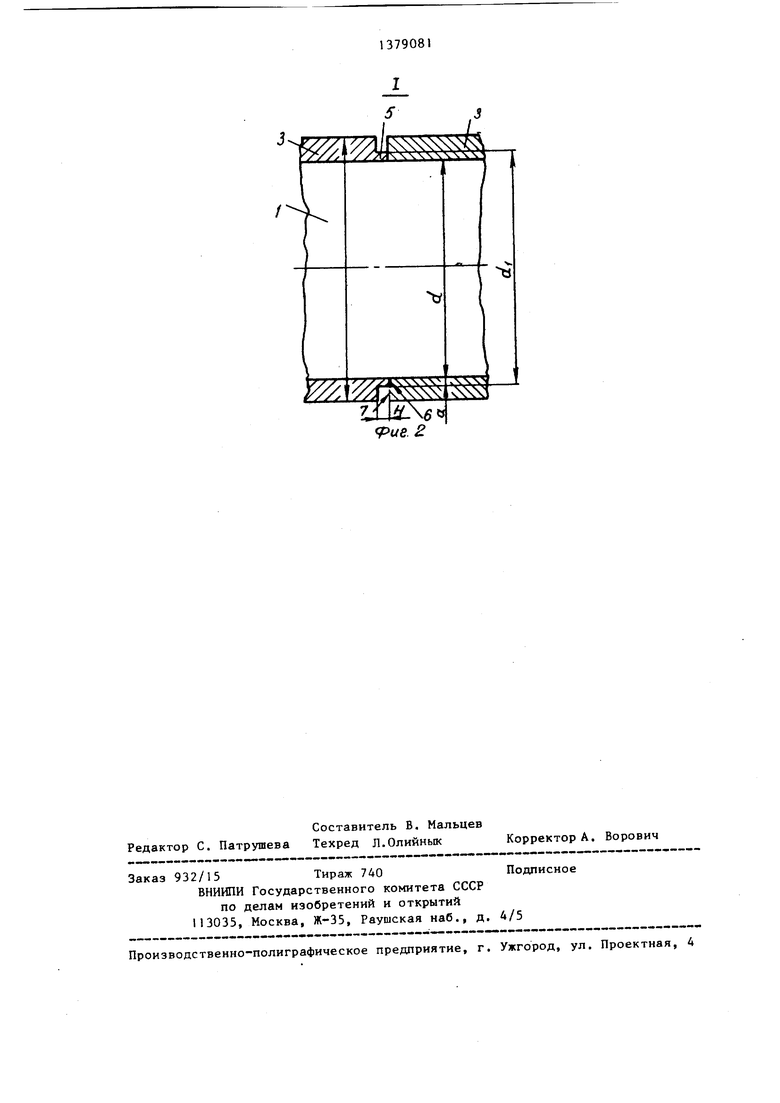
На фиг. 1 показан ролик, общий вид; на фиг. 2 - узел I на фиг. I.
Ролик содержит бочку I с опорными цапфами 2 и бандаж, состоящий из отдельных колец 3. Кольца 3 насажен на бочку I натяго 4. С краев бочки 1 кольца 3 ограничены, например, с по мошью врезных стопорных колец 4. Кольца 3 имеют на одном из торцов кольцевые выступы 5, выполненные со стороны внутреннего диаметра d колец. Торцовая поверхность 6 выступа 5 контактирует с торцовой поверхностью 7 соседнего кольца. При этом площадь торцовой поверхности 6 выполнена равной О,О5...О,2 площади торца колец, а высота выступа Н выполнена равной О,5...1,5 толщины выступа а.
Кольца 3 насаживаются на бочку 1 вплотную друг к другу. Между торцовыми поверхностями 6 и 7 предусматривать зазоры при сборке не требуется.
При работе ролнка рабочая поверхность бандажа контактирует с горячим слитком, вследствие чего кольца разогреваются. Происходит термическое расширение колец и возникают контактные напряжения на торцовой поверхности 6 выступов 5. Так как контактная площадь выступов составляет О,05...О,2 площади поперечного сечения кольца, то напряжения в выступах в 5...20 раз будут превосходить напряжения в поперечном
сечении колец и, следовательно, произойдет подмятие выступов на величину термического расширения колец при напряжениях в стенках колец значительно (в 5...20 раз) меньших, чем предел текучести их материала.
Таким образом, в самом начальном периоде эксплуатации роликов автоматически установится необходимый для свободного термического расширения зазор между соседними кольцами бандажа ролика.
Изобретение обеспечивает увеличение срока службы роликов по износу рабочей поверхности бандажей на 10 - 15%. Кроме того, имеет место исключение выпучивания корочки отливаемого слитка между кольцами бандажа ролика и, следовательно, повышение качества слитка, что увеличит выход годного на 0,5 - 1%.
Формула изобретения
Ролик зоны вторичного охлаждения, содержащий бочку с опорными цапфами и насаженный на нее с натягом
бандаж, выполненный из набора колец, отличающийся тем, что, с с целью повышения срока службы, кольца установлены вплотную друг к другу, причем крайние из них на бочке зафиксированы, каждое из колец выполнено с выступом, образующим с торцом смежного кольца открытую канавку шириной О,5...1,5 толщины выступа, а контактная площадь
выступа составляет О,05...О,2 площади торца кольца.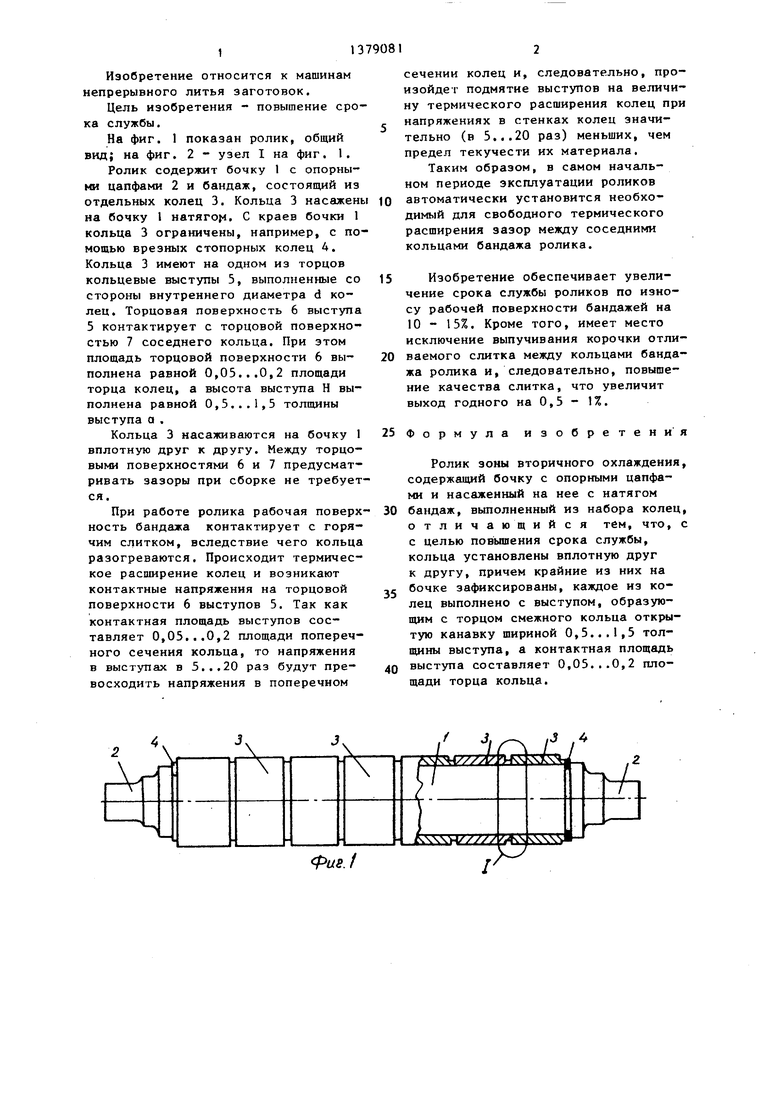
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИК МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1998 |
|
RU2147970C1 |
| Ролик зоны вторичного охлаждения установки непрерывной разливки металлов | 1976 |
|
SU618181A1 |
| Ролик зоны вторичного охлаждения машины непрерывного литья заготовок | 1982 |
|
SU1091991A1 |
| РОЛИК ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1993 |
|
RU2060861C1 |
| РОЛИК ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166404C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БАНДАЖИРОВАННЫХ РОЛИКОВ | 1998 |
|
RU2123412C1 |
| Способ изготовления биметаллического ролика машины непрерывного литья заготовок | 1990 |
|
SU1791074A1 |
| Ролик зоны вторичного охлаждения машины непрерывного литья заготовок | 1987 |
|
SU1502176A1 |
| СПОСОБ БАНДАЖИРОВАНИЯ ДЕТАЛЕЙ | 1997 |
|
RU2111831C1 |
| Ролик для направления и поддержанияСлиТКА | 1979 |
|
SU850283A1 |
Изобретение относится к роликам машины непрерывного 1ттья. Цель- повьшение срока службы роликов. Ролик состоит из бочки с опорными цапфами и бандажа, выполненного из отдельных колец, насаженных на бочку с натягом вплотную друг к другу. Каждое кольцо имеет на одном из торцов кольцевой выступ, выполненный со стороны внутреннего диаметра. Контактиая плочвдь выступов равна О,05...О,2 площади поперечного сечеиия колец, а высота составляет О,5...1,5 толцины их стенки. 2 ил.
Pus.f
лfpu8.2
| Ролик зоны вторичного охлаждения машины непрерывного литья заготовок | 1984 |
|
SU1196117A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
