I
Изобретение относится к области металлургии, в частности к непрерывному литые металлов.
Форсуночно-роликовое охлаждение позволяет создать систему охлаждеиия отливаемого слитка с достаточно широкими пределами регулирования. Ролики и шаг их расположения в этом случае рассчитываются так, чтобы предотвратить возможность раздутия слитка при любых малых расходах воды, подаваемой форсунками на поверхность слитка между роликами.
В зоне вторичного охлаждения используют ролики с гладкой бочкой.
Известен ролик зоны вторичного охлаждения, на бочке которого выполнен бандаж, насаженный по всей длине ролика 1.
Эта конструкция роликов обладает рядом недостатков.
В процессе литья в ролике возникают циклически изменяющиеся механические и температурные напряжения. Циклические пластические деформации, возникающие в повепхностЕ1ых ролика с гладкой
бочкой кли ролика с баидажом по всей длине бочки от стеснения теплового расширения в момент контакта его с нагретым слитком, приводят к образованию трещин от термоусталости, являющихся коинентраторами механических напряжений и ускоряющих процесс разрушения ролика от циклических механических напряжений.
Колебания температуры и температурных напряжений происходят, как показывают расчеты и эксперименты, на глубине 1О-15 мм.
Цель изобретения - увеличение стой-
кости и повышение надежности работы ролика.
Для этого ролик зоны вторичного OXFлаждения, содержащий бочку, опорные ца- пфы и бандаж, состоящий из нескольких колец, выполнен так, что кольца имеют сквозные отверстия, расположенные в шахматном порядке и установленные на расстоянии друг от друга, равном 0,05-1,2 ширины бандажа.
Такая конструкция ролика повышает его стойкость за счет снижения в бандажах радиальных термических напряжений.
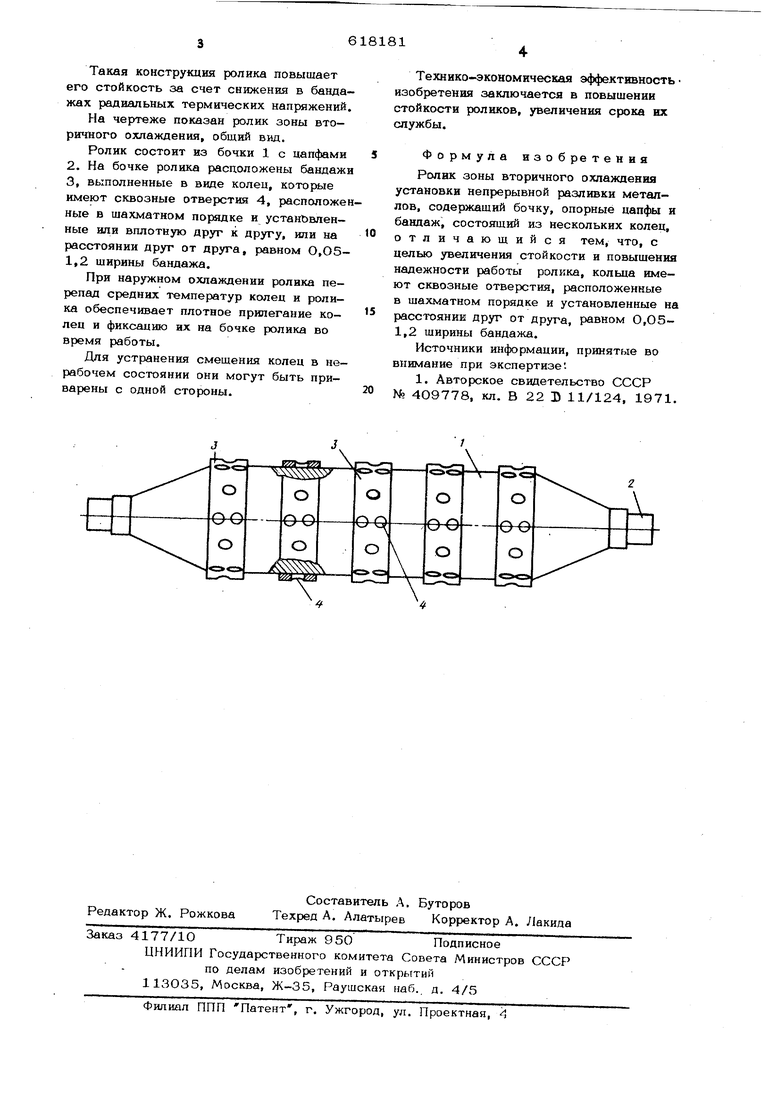
На чертеже показан ролик зоны вторичного охлаждения, общий вид.
Ролик состоит из бочки 1 с цапфами
2.На бочке ролика расположены бандажи
3,выполненные в виде колец, которые имеют сквозные отверстия 4, расположеные в шахматном порядке и устаньвленные или вплотную друг к другу, или на расстоянии друг от друга, равном О,О51,2 ширины бандажа.
При наружном охлаждении ролика перепад срюдних температур колец и ролика обеспечивает плотное прилегание колеи и фиксацию их на бочке ролика во работы.
Для устранения смешения колец в нерабочем состоянии они могут быть приварены с одной стороны.
Технико-экономическая эффективность изобретения заключается в повышении стойкости роликов, увеличения срока их службы.
Формула изобретеиия
Ролик зоны вторичного охлаждения установки непрюрывной разливки металлов, содержаший бочку, опорные цапфы и бандаж, состоящий из нескольких колец, отличающийся тем, что, с целью увеличения стойкости и повышения надежности работы ролика, кольца имеют сквозные отверстия, расположенные в шахматном порядке и установленные на расстоянии друг от друга, равном 0,051,2 ширины бандажа.
Источники информации, принятые во внимание при экспертизе .
1. Авторское свидетельство СССР № 409778, кл. В 22 D 11/124, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ролик зоны вторичного охлаждения машины непрерывного литья заготовок | 1982 |
|
SU1091991A1 |
| РОЛИК ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1997 |
|
RU2111084C1 |
| СПОСОБ БАНДАЖИРОВАНИЯ ДЕТАЛЕЙ | 1997 |
|
RU2111831C1 |
| РОЛИК ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1993 |
|
RU2060861C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БАНДАЖИРОВАННЫХ РОЛИКОВ | 1998 |
|
RU2123412C1 |
| РОЛИК ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166404C1 |
| Ролик зоны вторичного охлаждения | 1986 |
|
SU1379081A1 |
| РОЛИК МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1998 |
|
RU2147970C1 |
| Ролик машины непрерывного литья | 1985 |
|
SU1276432A1 |
| РОЛИК | 1996 |
|
RU2095190C1 |
