. Изобретение относится к области черной металлургии, в частности к роликам машин непрерывного литья заготовок.
Известен способ бандажирования ролика, заключающийся в установке и фиксации колец бандажа из жаропрочной стали на бочке ролика 1.
Недостатками такого способа являются трудоемкость насаживания колец бандажа с натягом и сложность изготовления бандажа из жаропрочной стали.
В качестве; прототипа выбран способ изготовления биметаллического ролика, включающий установку и фиксацию на оси бандажа из биметаллических колец 2.
Недостатком такого способа является трудоемкость операции насаживания колец бандажа с натягом. .
Цель изобретения - повышение стойкости и упрощение бандажирования ролика.
Поставленная цель достигается тем, что кольца бандажа выполняют биметаллическими, внутренний слой представляет собой внутреннее кольцо из конструкционной легированной стали, а наружный получают наплавкой свободно насаженных на бочку ролика внутренних колец жаропрочным коррозионно-стойким сплавом.
При этом термическая усадка наплавленного металла обеспечивает требуемую посадку внутреннего кольца на ролик.
Из сопоставительного анализа существенных признаков видно, что в заявляемом техническом решении имеются отличительные признаки по сравнению с пр оҐдтй пом , следовательно, оно обладает новизной,
Отличительные признаки: посадка с гарантированным зазором внутренних колец на бочку ролика без подогрева; нанесение наружных колец наплавкой жаропрочным коррозионно-стойким сплавом; выполнение внутренних колец из конструкционной легированной стали,
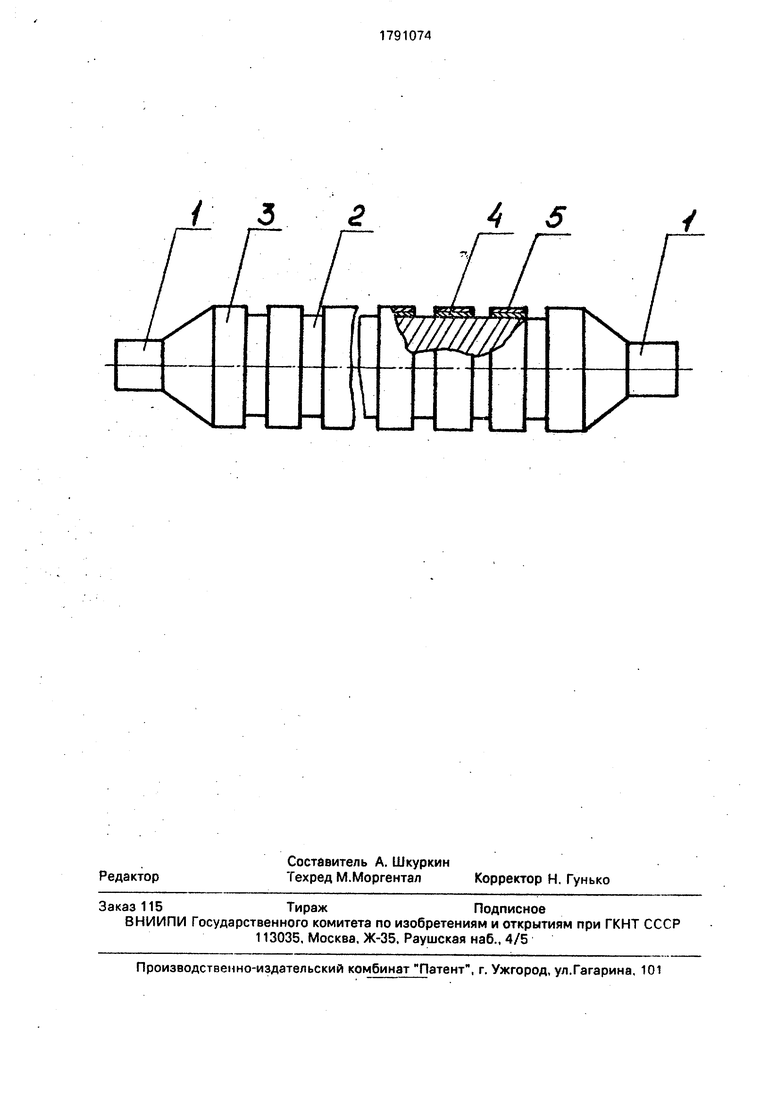
На чертеже показан бандажированный ролик машины непрерыМнйго литья заготовок.
Ролик содержит цапфы 1, бочку 2, на которой через равные промежутки расположены биметаллические кольца бандажа 3, состоящие из внутренних колец 4 и наружных 5, полученных наплавкой коррозионно- стойкого жаропрочного сплава.
Способ изготовления биметаллического ролика машины непрерывного литья заготовок осуществляют следующим образом.
О
о
XI
Изготавливают ролик, диаметр бочки которого меньше требуемого на толщину биметаллического кольца бандажа.
Толщина биметаллического кольца составляет (0,05...0,07) диаметра бочки, ширина - (2...7) толщин кольца 1.
Внутренние кольца протачивают на такой же диаметр, что и бочку, и сопрягают по посадке с гарантированным зазором типа F8 he
Толщина внутреннего кольца представляет разницу между толщиной биметаллического кольца и толщиной наружного кольца, полученного наплавкой.
Кольца располагают через равные промежутки, ширина которых не меньше вели- чины суммарного линейного расширения двух соседних колец при максимальном нагреве, и не больше ширины самого кольца из тех соображений, что уменьшение зоны контакта с заготовкой по длине бочки роли- ка более, чем вдвое, влечет за собой раскатку колец из-за увеличения погонной нагрузки на них.
Кольца изготавливают из конструкционной легированной стали в целях экономии коррозионно-стойкого жаропрочного металла.
Наружные кольца бандажа изготавливают направкой жаропрочного коррозионно-стойкого металла на внутренние кольца.
Толщина наружного кольца определяется, исходя из получения требуемого состава металла в поверхностном слое и припуска на механическую обработку.
Увеличение толщины наплавленного слоя приведет к неоправданному повышению расхода дорогостоящего высоколегированного, сплава,
Уменьшение толщины наплавленного слоя приведет к быстрому износу биметаллического кольца бандажа, что значительно снизит срок службы ролика.
При остывании наплавленного металле возникающие в нем напряжения обеспечивают посадку биметаллических колец на бочку ролика с натягом.
Механическую обработку ролика производят проточкой наплавленных колец до требуемого диаметра.
Предложенный способ позволяет упро- 5 стить фиксацию колец бандажа на бочке ролика.
Пример конкретного выполнения. Рабочий диаметр ролика машины непрерывного литья, заготовок 300 мм, 0 Внутренние кольца изготавливают из стали мари ЗОХГСА, толщиной 12 мм, шириной 100 мм. Бочку ролика и наружные кольца протачивают на диаметр 260 мм и сопрягают по посадке с гарантированным
5FR зазором типа т-.
На бочку ролика длиной 2050 мм насаживают 14 внутренних колец.
На установке УМН-4 под флюсом 0 20 проволокой марки Св-12Х13 диаметром 3 мм на внутренние кольца наплавляют наружные кольца толщиной 10 мм (с учетом 2 мм на механическую обработку).
При остывании наплавленного металла 5 обеспечивается посадка биметаллических колец на бочку ролика с натягом.
После остывания наплавленного металла производят механическую обработку наплавленных колец до диаметра 300 мм. 0 Предложенный способ позволяет упростить фиксацию колец бандажа на бочке ролика.
Формула изо бретения 5 1. Способ изготовления биметаллического ролика машины непрерывного литья заготовок, включающий установку и фиксацию на бочке ролика бандажа из биметаллических колец, наружные из которых 0 выполнены из жаропрочных и коррозионно- стойких сплавов, отличающийся тем, что, с целью упрощения фиксации колец бандажа на бочке ролика, наружные кольца бандажа наносят наплавкой. 5 2. Способ по п. 1,отличающийся тем, что, внутренние кольца бандажа выполняют из конструкционной легированной стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИК ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166404C1 |
| РОЛИК ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1993 |
|
RU2060861C1 |
| БАНДАЖНОЕ КОЛЬЦО РОЛИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124962C1 |
| СПОСОБ БАНДАЖИРОВАНИЯ ДЕТАЛЕЙ | 1997 |
|
RU2111831C1 |
| Ролик машины непрерывного литья заготовок | 1986 |
|
SU1329899A1 |
| СПОСОБ РЕМОНТА БАНДАЖИРОВАННЫХ РОЛИКОВ ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1993 |
|
RU2113962C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО ВАЛКА | 1993 |
|
RU2074035C1 |
| РОЛИК ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2010665C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК С НАРУЖНЫМИ И ВНУТРЕННИМИ ПЛАКИРУЮЩИМИ СЛОЯМИ ИЗ КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ И СПЛАВОВ, ПРОИЗВОДСТВА ИЗ НИХ БЕСШОВНЫХ ТРЕХСЛОЙНЫХ ГОРЯЧЕКАТАНЫХ И ХОЛОДНОКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ С ПОВЫШЕННЫМ РЕСУРСОМ ЭКСПЛУАТАЦИИ, ДЛЯ ДОБЫЧИ ГАЗА И ГАЗОВОГО КОНДЕНСАТА В СЕРОВОДОРОДСОДЕРЖАЩИХ СРЕДАХ, ЕГО ТРАНСПОРТИРОВКИ И ТРУБ ДЛЯ ХОЗЯЙСТВЕННЫХ НУЖД | 2013 |
|
RU2535151C2 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1994 |
|
RU2083342C1 |
Сущность изобретения: наружный слой бандэжа биметаллического ролика изготав- ;..взюг наплавкой на внутренние кольца. Термическая усадка направлейното металла обеспечивает требуемую посадку внутреннего кольца на ролик с натягом. 1 з. п. ф-лы, 1 ил.....-..
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПЕЧНОЙ РОЛИК | 0 |
|
SU262137A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ролик зоны вторичного охлаждения машины непрерывного литья заготовок | 1982 |
|
SU1091991A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| ( СПОСОБШГбТОВЛЁНЩ БЙТИЁТАЛ- ЛИЧБСКОГО РОЛИКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | |||
